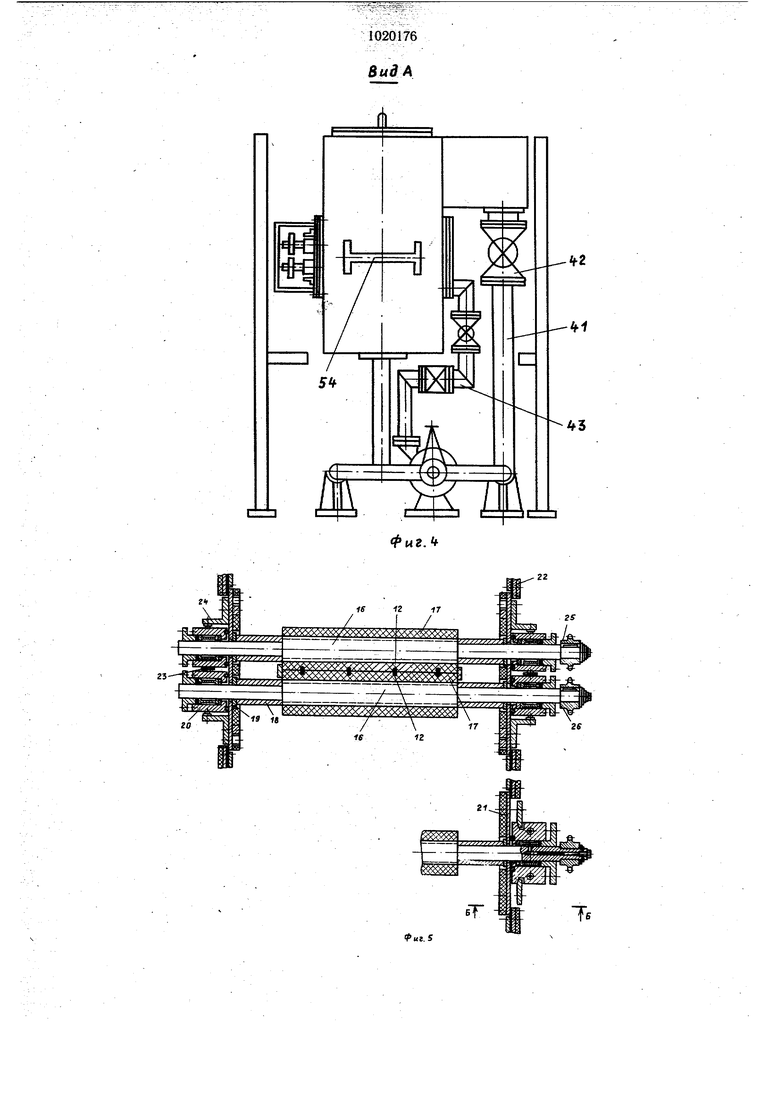
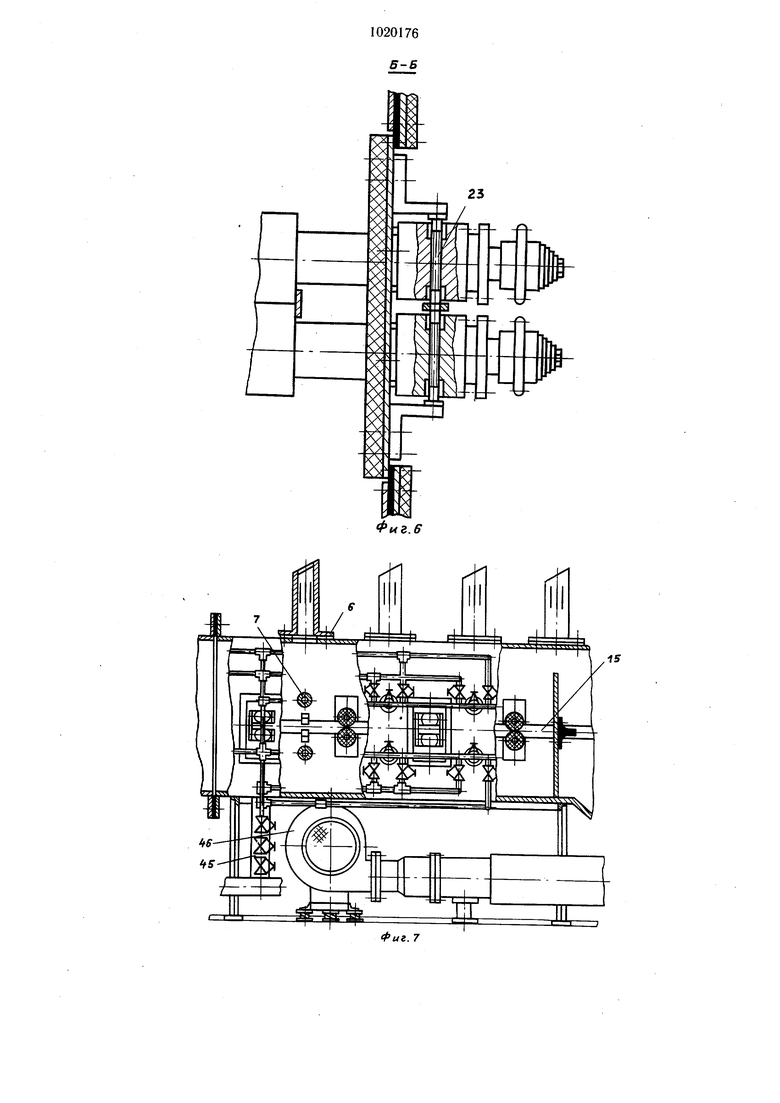
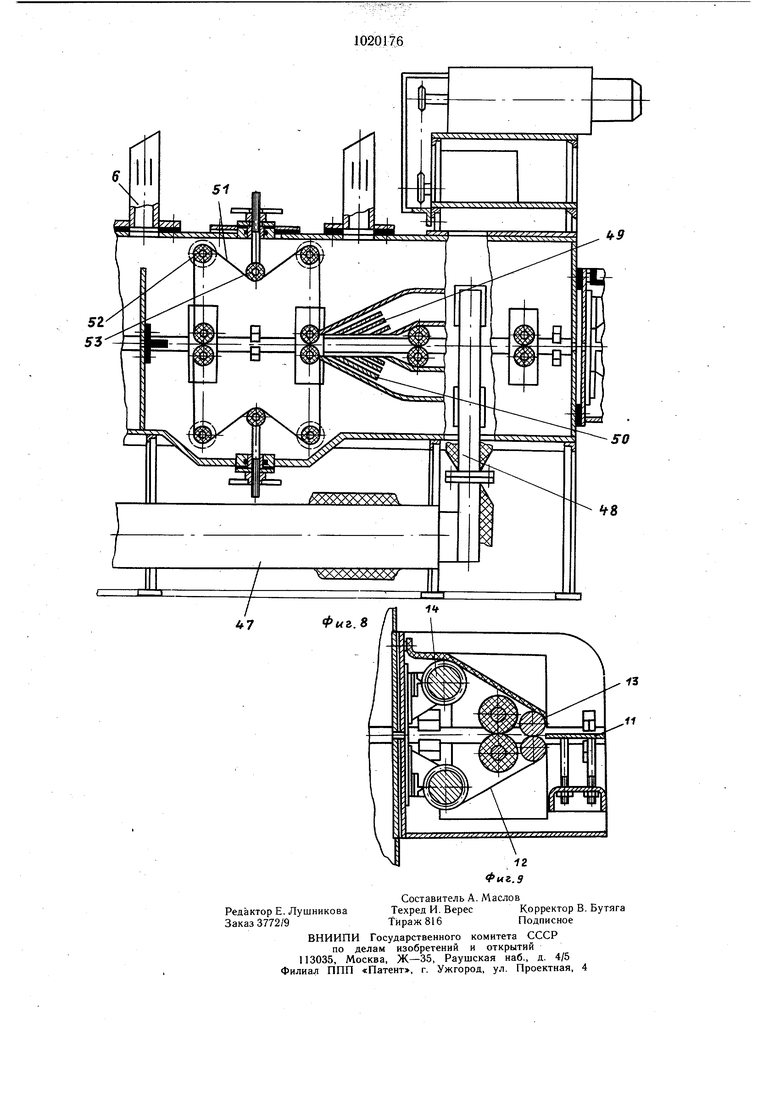
Изобретение относится к прокатному производству и может быть использовано для очистки преимущественно листового проката ограниченной длины. Известна поточная линия очистки листового проката электротехнических сталей с применением ультразвука, включающая последовательно расположенные узел загрузки, камеры очистки, промывки, сушильную, узел выгрузки, транспортирующие ролики, огибая которые очищаемая полоса непрерывно движется через устройство 1. Недостатком известной линии является узкие технологические возможности линии, так как она не предназначена для очистки листов ограниченной длины. Кроме того. огибание полосой роликов лимитирует возможную толщину полосы. Цель изобретения - расщирение технологических возможностей линии. Поставленная цель достигается тем, что линия для очистки листового проката, включающая узел загрузки, камеры очистки, промывки и сушильную, узел выгрузки и транспортирующие ролики, снабжена шлюзовыми отсеками, расположенными протирочным устройством, установленным в сушильной камере и выполненным в виде двух замкнутых, размещенных на направляющих роликах тканевых полотен, а также закрепленными в узлах загрузки и выгрузки горизонтально расположенными вдоль всей линии очистки один над другим двух рядов струн и боковыми направляющими. Кроме того транспортирующие ролики установлены попарно и снабжены приводами их вращения с различной скоростью в каждой паре. На фиг. 1 изображена линия, общий вид сбоку; на фиг. 2 - узел загрузки; на фиг. 3 - камера очистки; на фиг. 4 - вид по стрелке А на фиг. 3; на фиг. 5 - блок сдвоенных валиков; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7 - камера промывки; на фиг. 8 - сушильная камера; на фиг. 9 - узел выгрузки. Линия очистки содержит узел 1 загрузки, камеру 2 ультразвуковой очистки с магнитострикционными преобразователями 3, которые расположены сверху и снизу в чередующемся порядке относительно обрабатываемых изделий, электроподогревателями 4 для нагрева моечного раствора; камеру 5 промывки с вытяжными патрубками 6 и душевыми установками 7; размещенными сверху и снизу относительно обрабатываемых изделий, сушильную камеру 8 с протирочным устройством 9, узел 10 выгрузки с приемным столом 11. Линия очистки снабжена направляющими в виде двух горизонтально расположенных один над другим рядов струн 12 для прохождения между ними изделия. Ряды струн проходят вдоль .всей линии и закреплены соответственно в узлах 10 загрузки в которых для создания натяжения струн 12 установлены отклоняющие оси 13 и натяжное устройство 14. Размер обработки изделий по ширине ограничен боковыми направляющими 15, проходящими также как и струны вдоль всей линии очистки и прикреплены к боковым стенкам камер. Вдоль камер очистки, промывки и сущильной перпендикулярно струнам 12 установлены блоки сдвоенных приводных роликов 16, причем струны 12 проходят между сдвоенными роликами. Сдвоенные ролики 16 установлены с определенным щагом, который выполняется в зависимости от прочностных и механических свойств обрабатываемого материала и примерно равен ширине изделия. На каждом из сдвоенных роликов закреплены на щлицах резиновые трубы 17, по длине не менее ширины изделий. Для предотвращения осевых перемещений роликов установлены втулки 18 с опорными шайбами 19. Каждый из сдвоенных роликов установлен в подшипниках 20, закрепленных на плоских плитах 21 планками 22. Взаимное перемещение сдвоенных роликов в вертикальной плоскости осуществляется винтами 23, которые опираются на угольники 24, закрепленные на плите 21. Вращение роликов осуществляется через звездочки 25 и 26, электропривод 27, редуктор 28 и цепные передачи 29 и 30. Звездочки каждого ролика выполнены с разным числом зубьев, что обеспечивает различную скорость вращения роликов. Электропривод 27 и редуктор 28 установлены на сушильной камере 8. Узел загрузки имеет приемный стол 31 для подачи обрабатываемых изделий, емкость 32 для приготовления раствора со смесителем 33 холодной и горячей воды, барботажными трубками 34 и указателем 35 уровня. Камера 2 ультразвуковой очистки имеет на входе и выходе сообщающиеся щлюзовые отсеки 36 и 37, исключающие выход моечного раствора и узел I загрузки и камеру 5 промывки, причем каждый шлюзовой отсек имеет общую стенку 38 с камерой 2 очистки. Высота общей стенки 38 определяет уровень моечного раствора в камере 2 очистки. Для циркуляции и поддержания необходимого уровня моечного раствора в камере очистки и щлюзовых отсеках установленнасос 39 с электродвигателем 40. Камера 2 очистки оснащена также сливным трубопроводом 41 с запорным устройством 42, системой трубопроводов подачи 43 и слива 44 моечного раствора. К днип1.у камеры 5 промывки присоединен сливной трубопровод 45. ущильная камера 8 выполнена с системой сушки изделий подогретым воздухом, состоящей из вентилятора 46, расположенного под камерой 5 промывки электрокалорифера 47, подводящего воздуховода 48, верхнего и нижнего воздухораспределителей 49 и 50. Протирочное устройство 9, установленное в сушильной камере, выполнено в виде двух замкнутых тканевых полотен 51, отклоняющих валиков 52 и натяжного устройства 53. Выход воздуха из сущильной камеры предусмотрен через вытяжные патрубки 6. В стенках 38, также как и в боковых стенках всех камер, выполнены прорези, через которые проходят струны 12. Около прорезей в стенках 38 закреплены сверху и снизу гибкие, например из резины, полосы частичного предотвращения выхода моечного раствора из камеры очистки. Шлюзовые отсеки сообщаются между собой трубопроводом 56. Линия очистки работает следующим образом. Изделие (лист или полоса) помещается на приемный стол 31 узла 1 загрузки и продвигается вперед между верхними и нижними рядами струн 12 к сдвоенным роликам 16, которые захватывают изделие и продвигают его дальще к следующей паре роликов. Поскольку ряды струн являются направляющими, то изделие двигается по ним и не проваливается даже при размере, меньщем, чем расстояние между каждой парой сдвоенных роликов. Кроме того, ряды струн позволяют предотвратить скручивание изделий. Так как сдвоенвые ролики 16 в каждой паре вращаются с различными скоростями, то это позволяет осуществлять .так же контактную очистку изделий при их перемещении между роликами. Изделие в камере 2 очистки проходит между магнитострикционными преобразователями 3 и подвергается с двух сторон воздействию ультразвука. Температура моечного раствора 60- 80°С поддерживается электроподогревателями 4. Циркуляция моечного раствора осуществляется насосом 39. Раствор поступает в камеру 2 очистки через напорный трубопровод 43. Слив раствора в шлюзовые отсеки 36 и 37 проходит через верхнюю границу общих стенок 38. Поддержание уровня жидкости в шлюзовых отсеках ниже линии обработки изделий происходит за счет отбора раствора из шлюзовых отсеков циркуляционных насосов 39. Так как в процессе работы происходит загрязнение моечного раствора, то через определенные промежутки времени осуществляется слив части объема раствора моечной камеры через трубопровод 41 с запорным устройством 42. Пополнение раствора происходит из емкости 32, где предварительно происходит приготовление свежего моечного раствора. Пройдя камеру 2 очистки, изделие поступает через шлюзовой отсек в камеру 5 промывки, где изделие проходит между восходящими и нисходящими потоками дущевых струй воды, в результате чего происходит отмывка изделий от моечного раствора. Далее изделие попадает в сушильную камеру 8. В сущильной камере для снятия блоков на поверхностях изделия от капель промывочной воды осуществляется контактная осушка, для чего изделие проходит через протирочное устройство 9 между двумя полотнами 51, затем осуществляется осущка потоками подогретого воздуха из воздухоподогревателей 49 и 50. После сушки изделие поступает на приемный стол 11 узла 10 выгрузки. Наличие двух горизонтально расположенных рядов струн, ограничительных по ширине изделий полос и установленных с определенным шагом сдвоенных приводных роликов, позволяет обрабатывать изделия как малых размеров, например, изделий из молибдена, которые выпускаются в виде отдельных карточек с размерами по длине, незначительно отличающимися от размеров по ширине, так и листового проката неограниченной длины. Система шлюзовых затворов и циркуляционного насоса также позволяет производить обработку изделий вне зависимости от их прочностных и механических свойств, т. е. изделия проходят обработку на всей линии, не подвергаясь перегибам, что практическ 1 исключает вспомогатель ое время на заправку и проводку изделий, так как оно перекрывается машинным временем, что позволяет снизить затраты ручного труда и повысить производительность. Вращение роликов в каждой паре с различной скоростью позволит дополнительно интенсифицировать процесс очистки поверхностей изделий, а взаимное перемещение роликов в вертикальной плоскости позволяет выдержать необходимое расстояние между ними и усилие прижима валиков к поверхности изделия, что также повышает производительность линии. Наличие протирочных полотен позволяет интенсифицировать процесс сушки изделий и придает им товарный вид. Ожидаемый экономический эффект от использования линии очистки составит 40 тыс. руб 3 год. 39 Фиг. 3 fO
ВидА
ФигЛ 5-5
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для непрерывного горячего лужения жести | 1979 |
|
SU865965A1 |
| Устройство для разработки кип волокна | 1975 |
|
SU744056A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ПОЛУФАБРИКАТОВ | 1999 |
|
RU2165812C1 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВ | 1973 |
|
SU389177A1 |
| Агрегат для санитарной обработки текстильных изделий | 1975 |
|
SU744058A1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| Установка для сушки плодовыхКОСТОчЕК | 1979 |
|
SU843921A1 |
| СПОСОБ УДАЛЕНИЯ ЗАГРЯЗНЕНИЙ С ПОВЕРХНОСТИ БРИТВЕННЫХ ЛЕЗВИЙ, УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЗАГРЯЗНЕНИЙ С ПОВЕРХНОСТИ БРИТВЕННЫХ ЛЕЗВИЙ | 1991 |
|
RU2122901C1 |
| Машина для промывки колец подшипников | 1990 |
|
SU1747208A1 |
| Моечно-сушильная машина | 1985 |
|
SU1353534A1 |
1ЛИНИЯ ДЛЯ ОЧИСТКИ ЛИСТОВОГО ПРОКАТА, включаюшая узел загрузки, камеры очистки, промывки и сушильную, узел выгрузки и транспортирующие ролив 7 ки, отличающаяся тем, что, с целью расширения технологических возможностей линии, она снабжена шлюзовыми отсеками, расположенными на входе и выходе из камеры очистки, протирочным устройством, установленным в сушильной камере и выполненным в виде двух замкнутых, размещенных на направляющих роликах тканевых полотен, а также закрепленными в узлах загрузки и выгрузки горизонтально расположенными вдоль всей линии очистки один над другим двух рядов струн и боковыми направляющими, установленными по ширине проката. 2. Линия по п. , отличающаяся тем, что транспортирующие ролики установлены попарно и снабжены приводами их вращения с различной скоростью в каждой Р паре.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ультразвуковая технология | |||
| Под ред | |||
| Б | |||
| А | |||
| Аграната | |||
| М., «Металлургия, 1974, с | |||
| Арматура для железобетонных свай и стоек | 1916 |
|
SU259A1 |
