1
Изобретение относится к химической обработке проката.
Известна линия для химической обработки проката, включающая расположенные по ходу технологического процесса ванны и механизмы вертикального и горизонтального перемещения ЙЦ .
Недостатком данной линии является невысокая производительность и высокая металлоемкость конструкции.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является линия для химической обработки проката, включающая корпус расположенные по ходу технологического процесса ванны с крышкой и механизмы вертикального и горизонтального перемещения 2 .
Однако известная линия имеет недостаточную производительность за счет перемещения последующих точек проката только после возвращения механизма горизонтального перемещения в исходное положение.
Цель изобретения - повышение производительности линии.
Поставленная цель достигается тем, что каждый механизм горизонтального перемещения выполнен в виде консольно закрепленных на каждом механизме вертикального перемещения роликов, а линия снабжена корзинами для размещения проката, установленными с возможностью опирания на ролики, корпус выполнен с пазами, а крышка жестко соединена с консолями роликов и выполнена с боковинами, размещенными в пазах корпуса, каждый механизм вертикального перемещения выполнен
10 в виде укрепленной в корпусе вертикальной винтовой пары.
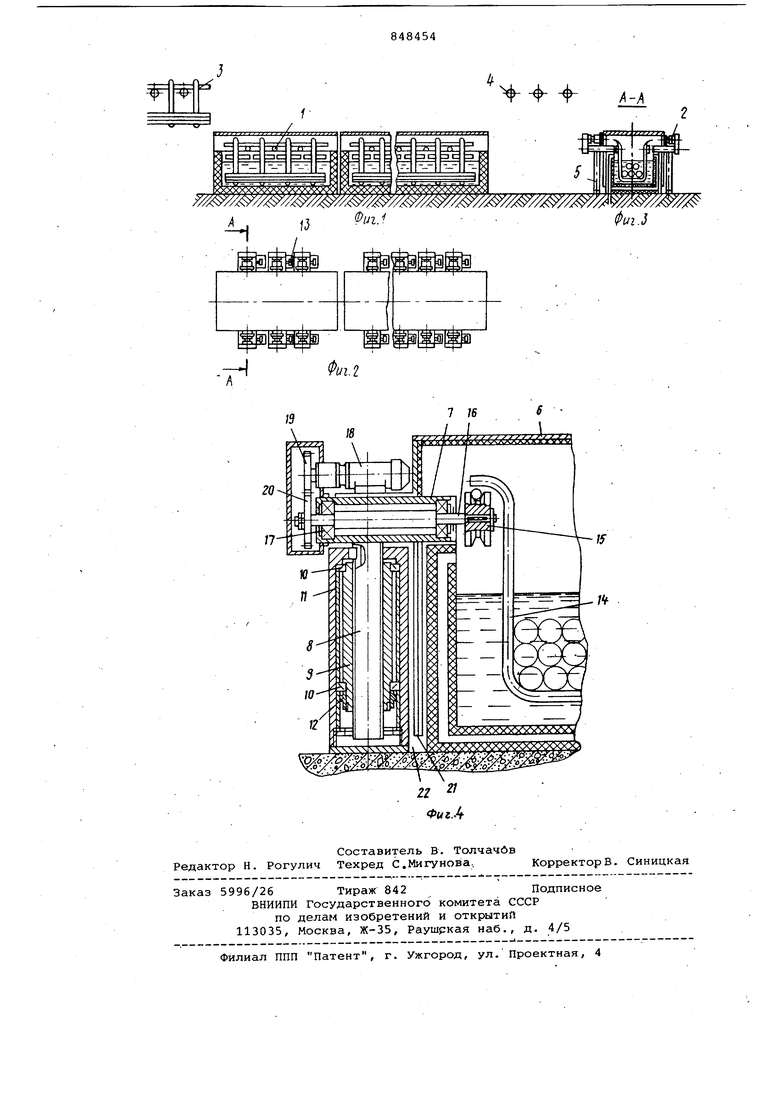
На фиг. 1 изображена линия, для химической обработки проката, общий вид, на фиг. 2 - то же, вид сверху,
15 на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - увеличенный вид механизма вертикаль,ного перемещения, разрез.
Линия состоит из ряда ванн 1, установленных по ходу технологического
20 процесса, механизмов 2 вертиксшьно- го и горизонтального перемещения, подаквдего 3 и приемного 4 рольгангов.
Механизм вepт кaльнoгo перемещения состоит из шести винтовых подъемни25ков 5, объединенных собой крышкой 6, которая жестко соединена с консольными рольгангами 7, последний жестко присоединен к подъемному винту В и постоянно зацеплен с гайкой
30 9. Гайка 9 установлена в подшипниках 10, смонтированных в корпусе 11, причем она установлена с возможностью вращения через коническую шестерню 12 ,от моторредуктора 13. Корзина 14 с прокатом установлена на механизм горизонтального перемещения роликов 15, смонтированных на валах 16, которые в свою очередь смонтированы в подшипниках 17 корпуса 7.
Ролики 15 установлены с возможностью вращения от моторредуктора 18 через шестерни 19 и 20.
Крышка 6 имеет боковины 21, размещенные в пазах 22 корпуса 11.
Линия химической обработки проката работает в следующей последовательности.
Корзину 14 с уложенным прокатом, краном ставят продольными ригелями в ручьи подающего рольганга 3, ролики рольганга при этом не вращаются. После того, как подъемные винты 8 совместно с рольгангом и телескопической крышкой б занимают крайнее верхнее положение на всех ваннах, т.е. корзины 14 подняты и с проката стечет избыток рабочих растворов , включаются одновременно двигатели моторредукторов 18 и передавая вращение через шестерни 19, 20 и вал 16 роликом 15, которые перемещают корзины 14 вдоль линии с позиции на позицию.
После остановки корзины над ваннами, т.е. когда конечные блокировочные выключатели отключили электродвигатели моторредукторов 18, приводы 13 с помощью конических шестерен 12, гаек 9 и винтов 8 опускают корзины в ванны 1, при этом крьика 6 опускается в нижнее положение, на технологическое время, заданное реле времени. При этом на отдельных позициях (в зависимости от технологического процесса) в течение технологического времени периодически могут включаться приводы 13 на подъем и опускание, что обеспечивает циркуляцию раствора в пакете.
По истечении технологического времени обработки на каждой позиции (в каждой ванне) корзины 14 с прокатом поднимают в крайнее верхнее положение и выдерживают до окончания всех технологических операций. Затем включаются приводы роликов 15 и цикл повторяется.
Предлагаемое устройство позволяет повысить производительность на 50% за счет,увеличения грузоподъемности подъемно-транспортного устройства без увеличения его металлоемкости, улучшить условия труда за счет уменьшения загазованности над ваннами, так как зеркало ванн постоянно закрыто телескопическими крышками, улучшить качество обработки изделий -за счет возможности осуществления покачивания раздельно в каждой ванне.
Формула изобретения
1.Линия для химической обработки проката, включа ощая корпус расположенные по ходу технологического процесса ванНы скрышкой и механизмы вертикального и горизонтального перемещения, отличающаяся тем, что, с целью повышения производительности линии, каждый механизм горизонтального перемещения выполнен в виде консольно закрепленных на каждом механизме вертикального перемещения роликов , а линия снабжена корзинами для размещения проката, расположенными с возможностью опирани-я на ролики.
2.Линия по п. 1, отлича10 щ а я с я тем, что корпус выполнен с пазами, а крышка жестко соединена с консолями роликов и выполнена с боковинами, размещёнными в пазах корпуса.
3.Линия по п. 1, отл-ичаю щ а я с я тем, что каждый механизм вертикального перемещения выполнен в виде укрепленной в корпусе вертикальной винтово: пары.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 377454, кл. С 23 G 3/00, 19804
2.Авторское свидетельство СССР
№ 569656, кл. С 23 G 3/00, 1974 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования обрабатываемых изделий через ванны с жидкостью | 1989 |
|
SU1715691A1 |
| Линия для химической обработки изделий | 1981 |
|
SU998586A1 |
| Автоматизированная линия резки фасонного проката | 1985 |
|
SU1301584A1 |
| Устройство для межоперационной передачи длинномерных деталей с одного конвейера на другой | 1982 |
|
SU1077845A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Кантователь профильного проката | 1979 |
|
SU804557A1 |
| КОЛЕСНЫЙ РОЛЬГАНГ | 1997 |
|
RU2155111C2 |
| Линия сортировки и укладки плоских изделий | 1990 |
|
SU1770239A1 |
| Рольганг для ориентированной подачи заготовок | 1982 |
|
SU1060546A1 |
| Установка для резки листового проката | 1987 |
|
SU1470468A1 |