2
1U
Изобретение относится к Hepaspy-- шающему контролю изделий магнитографическим методом и может быть использовано для обнаружения дефектов ферромагнитных изделий, в частности сварных соединений во всех областях машиностроения„
Целью изобретения является повышение надежности контроля за счет вы- бора режима магнитной записи.
На чертеже представлена структурная схема устройства для осуществления способа.
Устройство для осуществления спо- соба содержит приставной электромагнит 1, питаемый от блока питания (не показан), магнитную жидкость 2, нанесенную иа участок изделия 3, магнитную ленту 4, размещенную в меж- полюсном пространстве электромагнита 1 о
Способ осуществляют следующим образом.
На участок контролируемой зоны из делия.З, например, площадью 2 мм, наносят капельным способом магнитную жидкость 2 и включают электромагнит 1, создающий намагничивающее поле.
Изменяют величину намагничиваю- щего поля и одновременно измеряют искривление поверхности жидкости„Затем фиксируют величину намагничивающего поля 5 обеспечивающего максимум искривления поверхности жидкости 2 и полем фиксированной величины проводят намагничивание изделия 3 с размещенной на его поверхности магнитной лентой 4.
При выбранной величине намагничивающего поля лента работает в оптимальном режиме записи. Поле дефектов записьшается на ленту без искажений на линейном рабочем участке магнитной характеристики ленты.
Пример. На участок зоны контроля наносили капли магнитной жидкости диаметром 4 мм, представляющей собой коллоидный .раствор маг
520
-25
ЗО 35
40
45
752
нита Fej 0, средний диаметр монодисперсных частиц которого равнялся d ЛЮ нм.
В качестве основы бьш взят керосин, а стабилизатором частиц в растворе являлась олеиновая кислота.Затем совместно с магнитной жидкостью, расположенной в локальной зоне изделия с неоднородностью типа трещина и глубиной залегания ее от 05 до 2 мм, намагничивали. Максимальная высота вспучивания магнитной жидкости над дефектом типа трещина составляла 3 мм. Величина намагничивающего поля, зафиксированная при этом, составляла И 160 А/см. Поле удаления магнитной жидкости накладьгоали магнитную ленту типа Ж-1, прижимали ее к исследуемому изделию и намагничивали тем же полем (т.е. Н 160 А/см).
Считывание магниграммы производилось на магнитографическом дефектоскопе МДУ-2У.
Форму л а изобретения
Способ магнитографической дефектоскопии, включающий намагничивание изделия совместно с размещенной на его поверхности магнитной лентой и считывание полученной магнитограммы, о т- личающийся тем, что, с целью повьшения надежности контроля за счет выбора режима магнитной записи, предварительно на участок конт-- ролируемой зоны ненамагниченного изделия наносят магнитную жидкость,изменяют величину намагничивающего поля, одновременно измеряют искривление поверхности жидкости, фиксируют величину намагничивающего поля, обеспечивающего максимум искривления поверхности жидкости, и намагничивание изделия с размещенной на его поверхности магнитной лентой осуществляют полем фиксированной.величины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1991 |
|
SU1797032A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1760439A1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитографического контроля | 1982 |
|
SU1599754A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1988 |
|
SU1534380A1 |
| Способ магнитографической дефектоскопии и устройство для его осуществления | 1988 |
|
SU1612251A1 |
Изобретение относится к магнитографическому контролю ферромагнитных изделий и их сварных соединений на наличие несплошностей. С целью повышения надежности контроля за счет выбора режима магнитной записи предварительно перед проведением намагничивания изделия 3 с размещенной на его поверхности магнитной лентой 4 и считывания полученной магнитограммы на участок контролируемой зоны ненамагниченного изделия 3 наносят магнитную жидкость 2,включа- .ют намагничивающее поле, изменяют его величину, одновременно измеряют искривление поверхности жидкости, фиксируют величину намагничивающего поля, обеспечивающего максимум искривления поверхности жидкости, и затем намагничивание изделия с размещенной на его поверхности магнитной лентой осуществляют полем фиксированной величины. 1 ил. (С (Л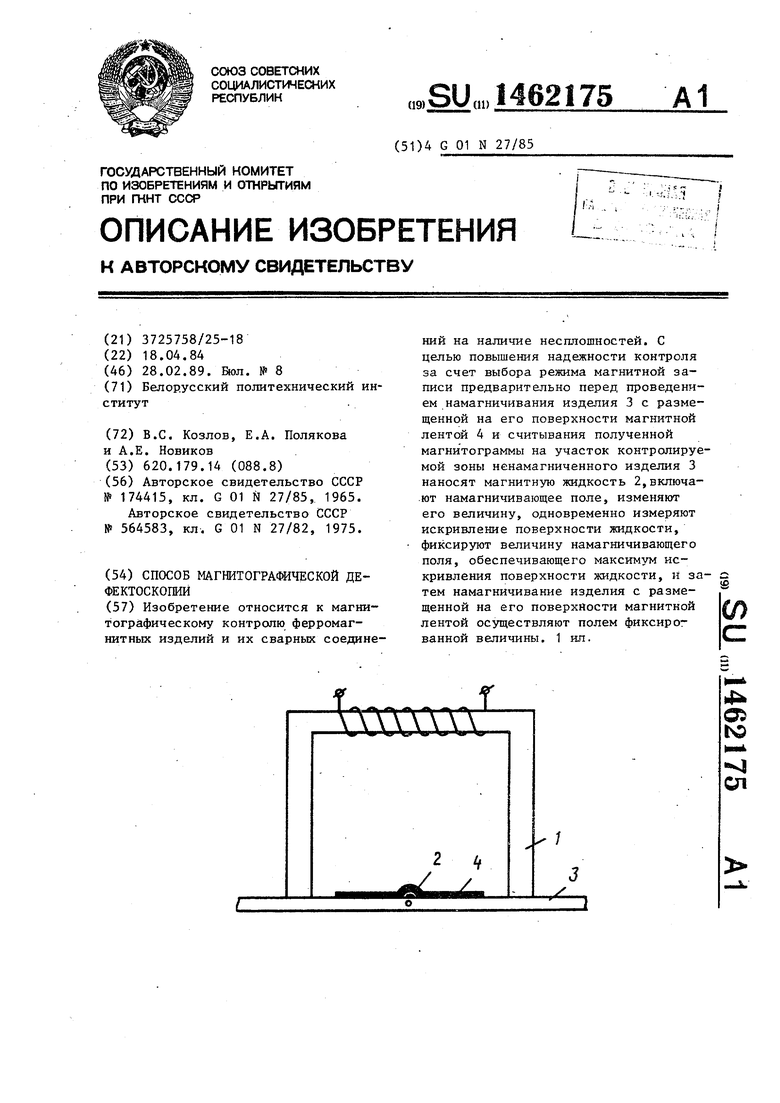
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ | 0 |
|
SU174415A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ магнитографического контроля сварных соединений | 1975 |
|
SU564583A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
