Устройство для осуществления спосо-j шва и др,
б содержит корпус 1 с блоком намагни ч 1вания, на котором жестко закреплены рЬйки 2 и 3 с кассетами 4 и 5. На по- п|эследних размещены магнитные ленты 6
и 7, укладываемые на контролируемое изделие 8. Ленты 6 и 7 после записи рельефа контролируемого участка изде- сматываются на кассеты 9 и 10, которые закреплены на рейке 3; : Плотное прижатие магнитной ленты к| контролируемому изделию осуществля ется с ПОМОЕ;ЬЮ блока 11 прижима магнитной ленты с паралоновой губкой. Кассеры 10 приводятся в движение с помощью тросиков 12, Магнитная лен та 6 наматывается на кассету 9, а ч л|ента 7 на кассету 10.
Спосо б осуществляют следующим об- р|азом.
I Участок изделия намагничивается в гриложенном магнитном поле блоком :амагничивания (не показан), выпол- енным в виде П-образного электромагнита, совместно с уложенной на этот лКасток изделия магнитной лентой 6, ;)атем выключают поле электромагнита, Перемещают блок намагничивания на )асстояние, при котором дополнитель ая магнитная лента 7 укладывается 1Ш тот же контролируемый участок, «фиксируют остаточную намагниченность :&того участка изделия на дополнитель йую ленту, а по совпадению максимальных сигналов обеих магнитограмм определяют наличие сквозных дефектов.
Пример. Контролируют свар- ной шов длиной 10 м„ Запись полей
0
0
5
5
0
5
Формула изобретения
1.Способ магнитографической дефектоскопии, заключающийся в том, что проводят запись магнитного рельефа одного и того же участка изделия поочередно вначале на основную магнитную ленту в приложенном магнитном по ле, а затем на дополнительную ленту, считывают с обеих магнитных лент маг нитограммы на дефектоскопе, а по результатам считывания определяют качество изделия, отличающий- с я тем, что, с целью, повьпиения достоверности и информативности контроля за счет вьщеления сквозных дефектов, запись магнитного рельефа участка изделия на дополнительную магнитную ленту проводят в состоянии остаточной намагниченности участка изделия , используют низкокоэрцитивную магнитную ленту, а по совпадению максимальных сигналов обеих магнитограмм определяют наличие сквозных дефектов,
2.Устройство для магнитографической дефектоскопии, содержащее блок намагничивания, размещенньй в его рабочей зоне лентопротяжный механизм, включающий привод с лентопротяжным роликом на оси, подающую И приемную кассеты 1 блок прижима магнитной ленты, отличающеес.я тем, что оно снабжено вторым идентичным лентопротяжным механизмом, закрепленным за блоком намагничивания по направлению перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Магнитографический дефектоскоп | 1990 |
|
SU1810808A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1991 |
|
SU1797032A1 |
| Способ магнитографического контроля | 1982 |
|
SU1599754A1 |
| Способ магнитографического контроля | 1987 |
|
SU1532862A1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля изделий | 1988 |
|
SU1534382A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1975 |
|
SU954868A1 |
| Способ магнитографического контроля | 1987 |
|
SU1439481A1 |
| Магнитографический дефектоскоп | 1986 |
|
SU1364968A1 |
Изобретение относится к магнитографической дефектоскопии и может быть использовано при контроле качества изделий из ферромагнитных материалов, в частности при выявлении сквозных дефектов в процессе проверки герметичности резервуаров. Целью изобретения является повышение достоверности и информативности контроля. Для достижения цели запись магнитного рельефа на дополнительную ленту проводят после отключения поля в режиме остаточного поля участка изделия, а по совпадению сигналов магнитограмм обеих лент определяют наличие сквозных дефектов. Для осуществления способа устройство содержит блок намагничивания, расположенный в корпусе 1, размещенный в его рабочей зоне лентопротяжный механизм с кассетами 4 и 5, закрепленными жестко на рейках 2 и 3. На кассетах 4 и 5 размещены магнитные ленты 6 и 7. Магнитные ленты сматываются на кассеты 9, 10, которые закреплены на рейке 3. Прижатие магнитных лент к контролируемому изделию осуществляется с помощью блока 11 прижима с поролоновой губкой. 2 с.п. ф-лы, 1 ил.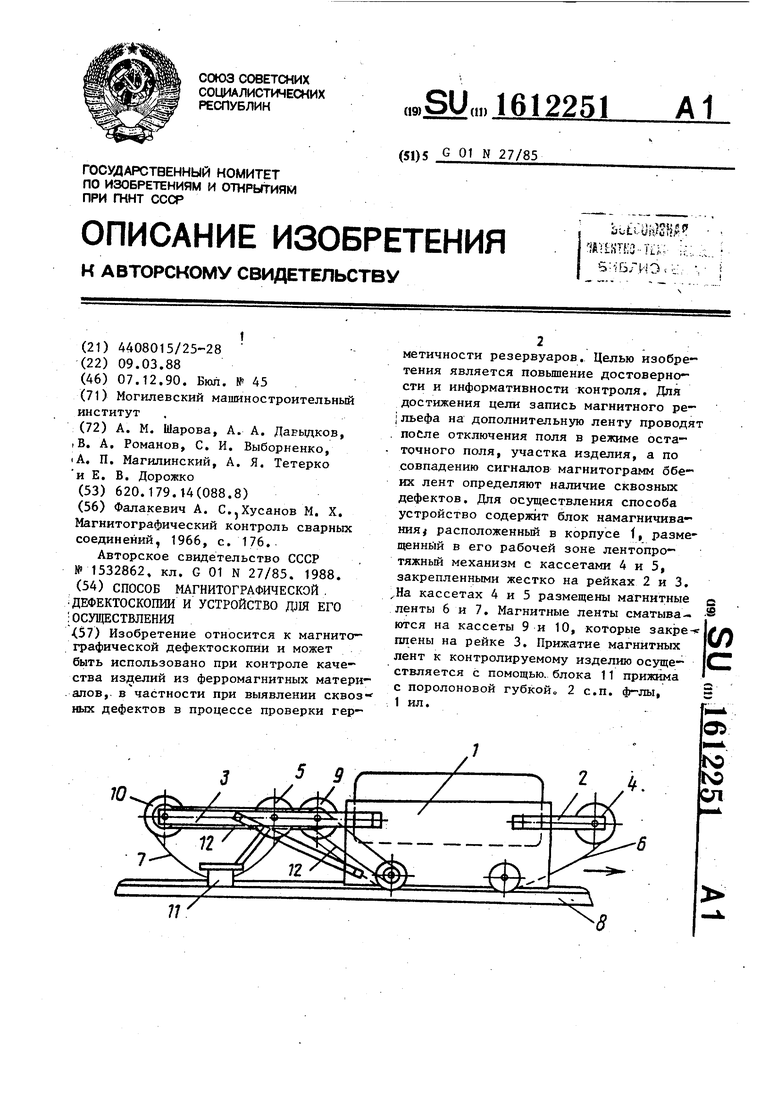
| Фалакевич А | |||
| С.,Хусанов М | |||
| X | |||
| Магнитографический контроль сварных соединений, 1966, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
| Способ магнитографического контроля | 1987 |
|
SU1532862A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
