Изобретение относится к строительству, а именно, к устройствам для формования объемных изделий из бетонных смесей.
Известно устройство для формования объемных железобетонных блоков, содержащее формовочный пост с передвижными пространственными рамными конструкциями, содержащими щиты наружной опалубки, находящиеся в горизонтальном положении на период укладки и формовки бетонной смеси и переводимые в вертикальное положение при объединении в блок с потолком, формуемым на торце сердечника. Формовочный пост снабжен двумя жестко соединенными сердечниками, установленными на катках, двумя камерами тепловой обработки, удаленными от формовочного поста на расстояние, равное расстоянию между сердечниками. В основании формовочного поста размещены подъемно-опускные выталкиватели, расположенные под поперечными сторонами формуемого железобетонного объемного блока.
Недостатком данного устройства является сложность механизма перевода щитов наружной опалубки из горизонтального в вертикальное положение.
Известно устройство для формования объемных блоков, содержащее сердечник, наружные щиты, гидроцилиндры, приводящие их в горизонтальное и вертикальное положения, вибропротяжное устройство, где продольные наружные щиты снабжены направляющими и приводом для перемещения вибропротяжного устройства.
Однако в данном устройстве используются стационарные наружные щиты, при которых возможно формование только одного типа изделий. Переналадка на формование других типов изделий связана с большой потерей времени и может занимать до двух рабочих смен.
Известно устройство для формования объемных блоков, содержащее основание с жестко закрепленными упругими кромками. На основании закреплены откидные боковые панели с приводами для их открывания и закрывания. Кромки и панели шарнирно соединены тягами с выравнивающими элементами, которые образованы в виде продольных пазов. На боковых панелях закреплены упоры, контактирующие с упругими кромками.
Однако в данном устройстве повторяются описанные выше недостатки.
Наиболее близкой к заявляемому техническому решению является установка для формования объемных блоков, содержащая основание, сердечник, наружные щиты с вибраторами, гидроцилиндры поворота щитов в горизонтальное и вертикальное положения, опорные рамы, шарнирно установленные на основании, каждая из которых выполнена с шаровыми опорами, прижимными устройствами и фиксаторами, при этом наружные щиты свободно опираются на шаровые опоры, контактируют с прижимным устройством и в горизонтальном положении с фиксатором, причем опорные рамы шарнирно соединены с гидроцилиндрами поворота щитов.
Однако в данной установке также используются стационарные наружные щиты, при которых формируют только один тип изделий.
Целью изобретения является расширение технологических возможностей установки путем расширения номенклатуры формуемых объемных элементов.
Поставленная цель достигается тем, что в установке формования объемных блоков, содержащей основание, установленные на нем сердечник и опорные рамы со щитами наружной опалубки, приводы поворота щитов в горизонтальное и вертикальное положения, щиты наружной опалубки выполнены съемными с опорных рам.
В известной научной и патентной литературе не обнаружено выполнение щитов наружной опалубки съемными с опорных рам. Выполнение щитов таким образом расширяет технологические возможности установки и позволяет изготавливать блоки разных типоразмеров и видов.
Быстрая смена наружных щитов позволяет на одной установке формовать широкую номенклатуру блоков, т.е. иметь гибкую технологию. Другим преимуществом установки является возможность применения жестких бетонных смесей. Заявляемая установка при их использовании позволяет производить предварительную формовку наружных стен блока на виброплощадке, что значительно сокращает тяжелый ручной труд и увеличивает производительность. Также увеличивается и оборачиваемость установки за счет ускорения процесса формования.
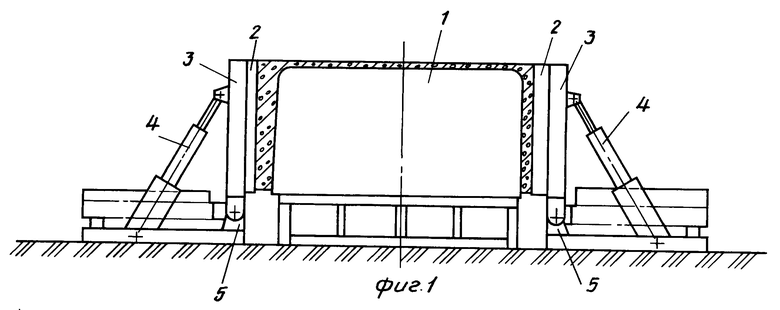
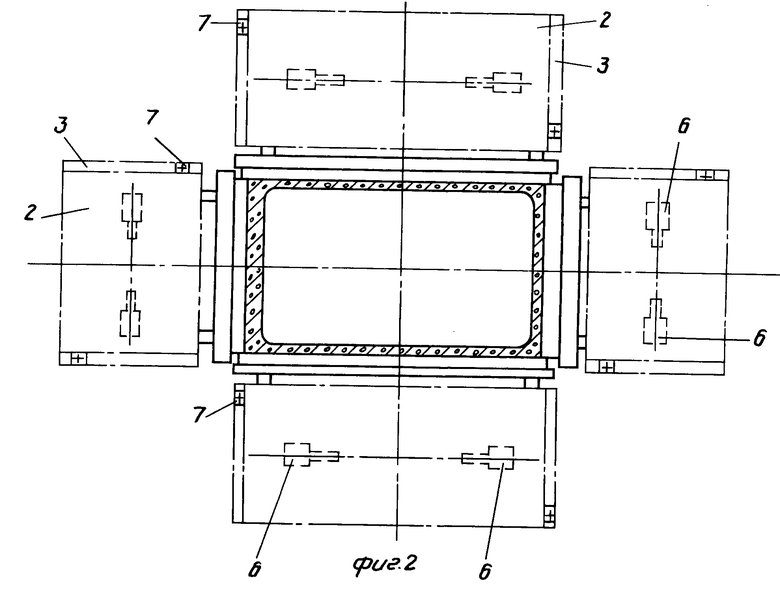
На фиг.1 изображен общий вид установки; на фиг.2 вид установки с горизонтально расположенными щитами.
Установка содержит герметичный сердечник 1 с системой термообработки, наружные щиты 2, опорные рамы 3, гидроцилиндры 4, приводящие опорные рамы со щитами в горизонтальное и вертикальное положения путем вращения относительно осей кронштейнов 5, гидроцилиндры 6 крепления наружных щитов на опорных рамах, фиксаторы 7 для установки наружных щитов на опорные рамы. Наружные щиты оснащены вибраторами для уплотнения бетонной смеси.
Установка работает следующим образом. Предварительно формуют одну наружную стену на торцевом щите на виброплощадке (не показана).
Опорные рамы 3 при помощи гидроцилиндров 4 устанавливают в горизонтальное положение. Затем на опорные рамы краном устанавливают наружные щиты 2. Положение наружных щитов на опорных рамах определяют при помощи фиксаторов 7. После этого гидроцилиндрами 6 производят крепление наружных щитов на опорных рамах. На наружные щиты после их чистки и смазки устанавливают арматуру, а затем гидроцилиндры 4 производят подъем наружных щитов с опорными рамами в вертикальное положение. После закрытия угловых замков производят укладку и уплотнение бетонной смеси в пространство между остальными щитами и сердечником. После термообработки наружные щиты вместе с опорными рамами переводят с помощь гидроцилиндров 4 в горизонтальное положение и производят съем изделия с сердечника 1. Далее технологический процесс повторяют с использованием при необходимости других наружных щитов. Процесс замены щитов занимает 15-20 мин в зависимости от дальности расположения комплектов наружных щитов от установки.
Пример конкретного выполнения.
Формование объемного блока производят в два этапа. Сначала на виброплощадке формуют наружную стену (время формовки 10 мин). Затем форму с отформованной наружной стеной при помощи крана устанавливают на опорную раму установки, производят подъем всех четырех опорных рам в вертикальное положение и запирание угловых замков. Эта операция занимает 10 мин. Затем производят заполнение бетоном двух продольных и одной торцовой стен блока и потолка. Эта операция занимает 30-40 мин. Термообработку производят в течение 8-10 ч, распалубку 15-20 мин, т.е. полный цикл изготовления блока занимает 9-10 ч.
Таким образом, в заявляемой установке происходит сокращение времени формования объемного блока и повышается производительность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемных железобетонных блоков | 1989 |
|
SU1722843A1 |
| Установка для формования объемных элементов | 1980 |
|
SU876437A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Установка для формования объемного блока с перегородками | 1982 |
|
SU1090561A1 |
| Установка для изготовления сборно-монолитных объемных элементов | 1990 |
|
SU1735011A1 |
| Установка для формования объемных элементов | 1977 |
|
SU1000278A1 |
| Установка для формирования объемных элементов | 1980 |
|
SU874362A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
Использование: в строительной промышленности. Сущность изобретения: в установке для формования объемных блоков, содержащей поворотные в вертикальной плоскости опорные рамы со щитами с вибраторами, виброплощадку, производят сначала формование наружной стены на виброплощадке, затем щит с отформованной наружной плитой устанавливают на опорную раму. Причем все щиты установки выполнены съемными с опорных рам. для формования объемного блока производят заполнение бетоном при поднятых и запертых щитах пространства между остальными щитами и сердечником. 2 ил.
УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ, содержащая основание, смонтированные на нем сердечник и поворотные в вертикальной плоскости опорные рамы с щитами с вибраторами, отличающаяся тем, что она снабжена виброплощадкой для формования наружной стены на одном из торцевых щитов, причем щиты выполнены съемными с опорных рам.
| Установка для формования объемных блоков | 1987 |
|
SU1516360A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
