(54) КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВЕРТИКАЛЬНО-ФОРМУЕМЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий | 1986 |
|
SU1433812A1 |
| Установка для вертикального формования строительных изделий | 1980 |
|
SU897523A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |

1
Изобретение относится к производству строительных изделий и может быть использовайо в полносборном, домостроении при заводском изготовлении в вертикальном положении панелей перекрытий, внутренних стен и других железобетонных изделий.
Известна технологическая линия для изготовления железобетонных изделий в горизонтальном положении, включающая перемещаемые по рельсовым путям с помощью приводных устройств формы-вагонетки, посты формования, термообработки и самоходные передаточные платформы 1.
Недостаток известной технологической линии заключается в том, что в общем технологическом потоке отсутствует пост для производства отделочных работ. Такой пост в существующей линии вынесен за ее пределы и производство отделочных работ осуществляется на отдельной конвейерной линии отделки и транспортировки изделий. Это ограничивает технологические возможности линии, ведет к нерациональному использованию производственной площади и повышает стоимость
производства отделочных работ. Помимо этого, она не обеспечивает изготовление изделий в вертикальном положении с ранней распалубкой, так как формование ведется в горизонтальном положении непос5 редственно в формах, снабженных бортами по периметру. Распалубка изделий на данной линии возможна только после окончательной термообработки.
Наиболее близкой к предлагаемой является конвейерная линия для вертикального формования строительных изделий, включающая передвижные двухотсечные формы с разделительной стенкой и бортоснасткой, пост формовки, снабженный щитами с системой рычажных механизмов
15 в виде параллелограммов, мосты отделки для обработки поверхности, термообработки, распалубки и подготовки и передаточные платформы 2.
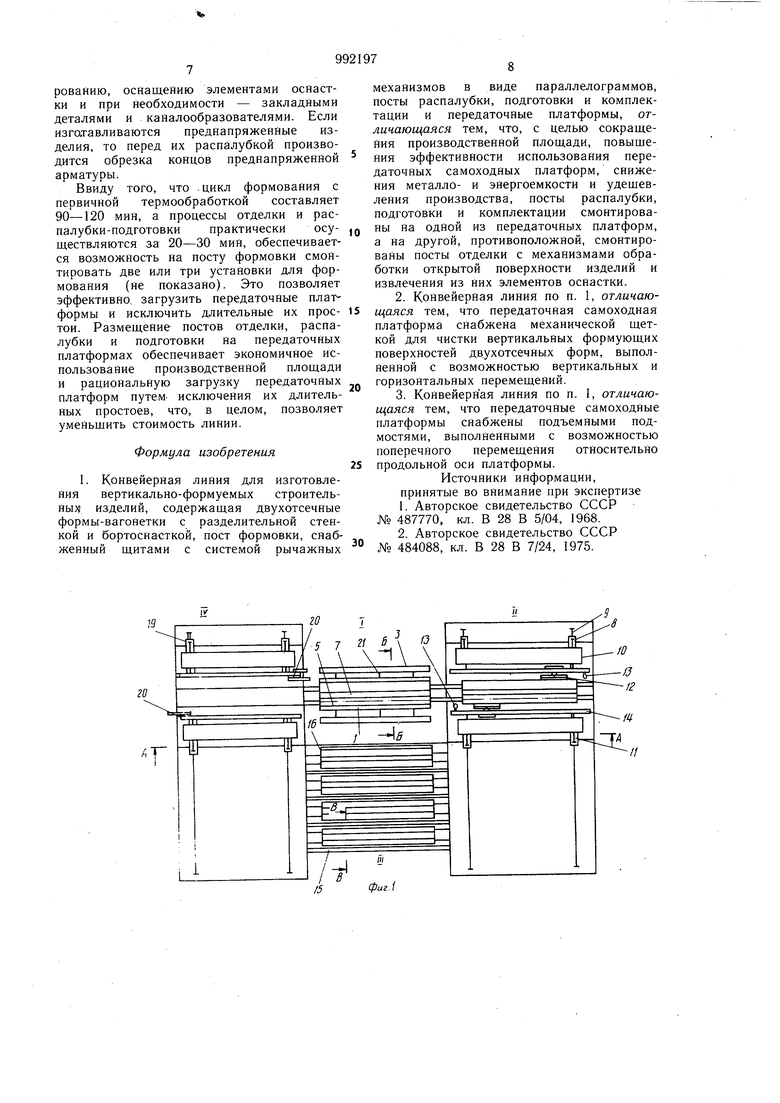
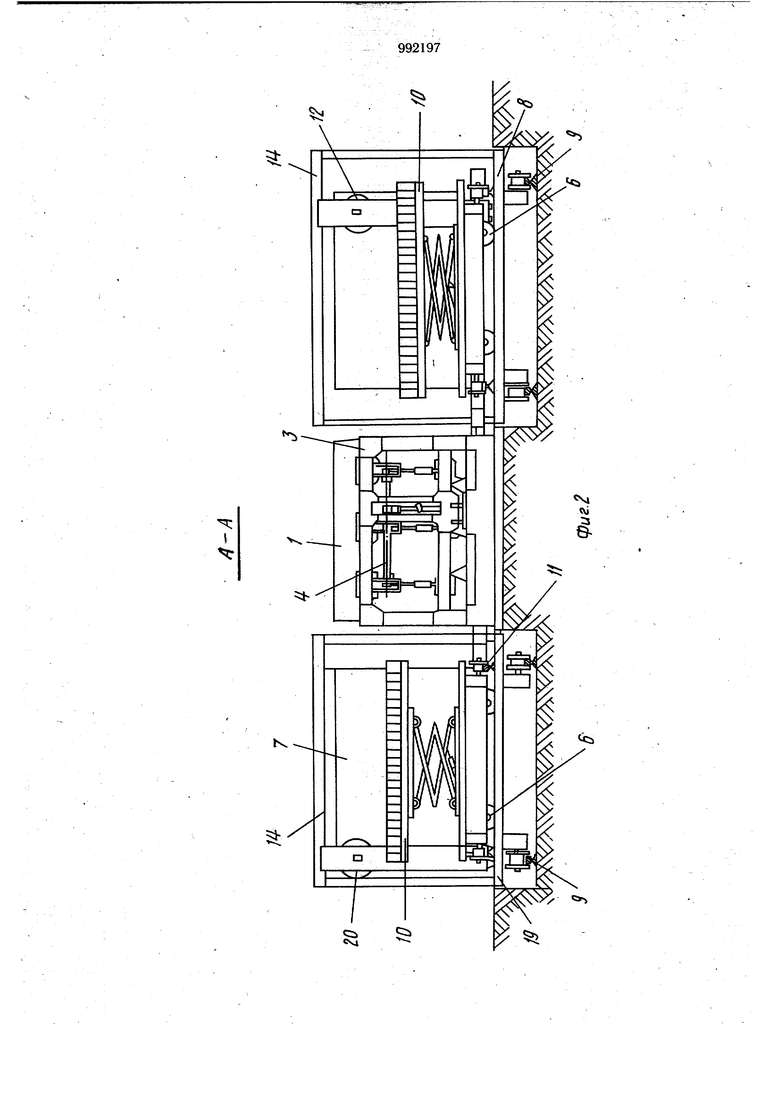
Однако известная линия нерационально использует производственную площадь и обслуживающие механизмы, что ведет к увеличению стоимости линии и удорожанию себестоимости выпуска изделий, так как цикл формовки при ранней распалубке на данной линии составляет сравнительно продолжительное время от 1,5 до 2,0 ч. За время первичной термообработки продолжительностью 45-60, мин посты и обслуживающие механизмы на них будут простаивать. При этом самоходные передаточные платформы будут всего 5-10 мин в загруженном состоянии. На посту отделки не предусмотрено извлечение комплектующих съемных элементов оснастки из свежеотформованного изделия, которые устанавливаются для образования в изделиях сквозных отверстий, проемов или ниш под электрические и сантехнические приборы. Извлечение этих элементов на посту распалубки после окончательной термообработки издедий неизбежно приводит к увеличению распалубочных усилий из-за увеличения сил сцепления бетона с металлической поверхностью элементов оснастки, а это приводит к повыщенным затратам труда. При этом неизбежны случаи образования сколов в местах извлечения элементов оснастки, что приводит к необходимости повторного проведения отделочных работ на дополнительных постах вне технологических линий. Цель изобретения - сокращение производственной площади, повыщение эффективности использования передаточных самоходных платформ, снижение металло- и энергоемкости и удешевление производства. Указанная цель достигается тем, что в конвейерной линии для изготовления вертикально формуемых строительных изделий, содержащей двухотсечные формы-вагонетки с разделительной стенкой и бортоснасткой, пост формовки, снабженный щитами с системой рычажных механизмов в виде параллелограммов, посты распалубки, подготовки, комплеЛтации и передаточные платформы, последние посты смонтированы на одной из передаточных платформ, а на другой, противоположной, смонтированы посты отделки с механизмами обработки открытой поверхности изделий и извлечения из них элементов оснастки. Передаточная самоходная платформа снабжена механической щеткой для чистки вертикальных формующих поверхностей двухотсечных форм, выполненной с возможностью вертикальных и горизонтальных перемещений. Передаточные самоходные платформы снабжены подъемными подмостями, выполненными с возможностью поперечного перемещения относительно продольной оси платформы. На фиг. 1 показана линия, вид в плане; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В На фиг. 1. Конвейерная линия состоит из постов формовки с первичной термообработкой изделий, отделки с передачей форм; терообработки, распалубки-подготовки с пеедачей форм соответственно 1,11, III и IY. Пост 1 формовки оснащен стационарной формовочной установкой, выполненной с двумя наружными щитами 1, имеющими тепловые полости 2, рамой 3 с приводом 4 для раскрытия щитов 1. На перириод, укладки и виброуплотнения бетона в полость, образованную двумя наружными щитами 1, поступает по рельсовым направляющим двухотсечная форма-вагонетка 5 с арматурным каркасом и навещенными элементами оснастки, Поддон формы 5 содержит катки 6 и разделительную перегородку 7 с тепловой полостью. Наружные щиты 1 в закрытом состоянии образуют с передвижной двухотсечной формой 5 формовочные полости для укладки бетона. Между рельсовыми направляющими на посту 1 формовки размещается виброустройство для передачи вибрации двухотсечной форме 5, а рельсовый путь имеет возможность опускаться для посадки двухотсечной формы 5 на вибрационное устройство (не показано). Виброуплотнение бетона может производиться также с помощью площадочных вибраторов, прикрепляемых к наружным щинам 1 или посредством глубинных вибраторов. Тепловые полости наружных щитов 1 и двухотсечных форм 5 выполнены с устройствами для ввода пара или с электронагревателями для первичной термообработки изделий. Пост II отделки размещен на самоходной передаточной платформе 8, имеющей цепной толкатель и перемещающейся по рельсовым направляющим 9. Самоходная передаточная платформа 8 оснащена передвижными подмостями 10, выполненными с возможностью вертикального перемещения с помощью пневмо- или гидропривода. Передвижные подмости 10 перемещаются по рельсовым направляющим И, смонтированным перпендикулярно продольной оси передаточной платформы 8. Помимо этого передаточная платформа 8 оснащена механизмом 12 для обработки вертикальной поверхности изделия, прошедшего первичную термообработку. При оснащении изделия элементами оснастки под сантехнические и электротехнические приборы передаточная платформа . 8 оснащается устройством 13 для их извлечения после обработки поверхности. Механизм 12 и устройство 13 монтируются на отдельно стоящей направляющей балке 14, опирающейся по концам на вертикальные стойки, жестко прикрепленные к основанию платформы. Пост III термообработки оснащен несколькими туннельными камерами 15, установленными перпендикулярно продольной оси трайспортйого пути передаточных платформ. На полу туннельных камер 15 смонтированы рельсовые направляющие 16. Потолок камер выполнен в виде съемных крышек 17, а .йа продольных стенах камеры смонтирован гидравлический замок 18.
Туннельные камеры 15 на входе и на выходе снабжены закрывающими устройствами (не показаны).
Пост IV распалубки-подготовки размещен на передаточной платформе 19, расположенной симметрично платформе 8. Платформа 19 конструктивно выполнейа идентично платформе 8 за исключением оснащения ее механической щеткой 20 для чистки разделительной перегородки 7 двухотсечйой формы-вагонетки 5 после распалубки. Механическая щетка 20 перемещается, как и механизм 12, по направляющей балке И. Платформа 19, как и 8, снабжена цепным . толкателем (не показан) и передвижными подмостями 10. На посту распалубки-подготовки осуществляется распалубка изделий, чистка, смазка, армирование и комплектация съемными элементами оснастки, закладными деталями и каналообразователями под скрытую электропроводку. Цепные толкатели платформы 8 и 19 .выполнены реверсивными..
Работа конвейерной линии происходит в следующей последовательности.
С поста IV расйалубки-подготовки укомплектованная арматурой, закладными деталями и каналообразователями, а также при потребности элементами съемной оснастки двухотсечная форма-вагонетка 5 перемещается на передаточной платформе 19 к посту 1 формовки.
Наружные щиты 1 при помощи привода 4 закрываются, образуя с двухотсечной формой-вагонеткой5 две формовочные полости под два или четыре изделия. При необходимости изготовления четырех изделий в двухотсечйой форме 5, каждый ее отсек разделяется бортоснасткой 21 на два изделия.
После закрытия наружных щитов производится укладка бетонной смеси в формовочные полости. Виброуплотнение бетонной смеси производится при помощи специальных виброустройств. Сразу по окончании виброуплотнения бетона в тепловые полости 2 щитов 1 и разделительную перегородку двухотсечйой формывагонетки 5 подаётся пар или другой источник тепла.
Первичная термообработка бетона осуществляется в течение 30-60 мин. За это время бетонная смесь приобретает транспортную прочность, исключающую деформацию отформованного изделия .при раскрытии щитов 1 и транспортировке двухотсечной формы 5 с изделиями по
рельсовым направляющим на пост отделки, - передаточную платформу 8. Затем подача пара прекращается, извлекают при помощи крана или другого механизма каналообразователи из изделий, раскры5 вают щиты I и двухотсечная форма-вагонетка 5 с отформованными изделиями посредством поступающей другой подготовленной к формованию формы 5 с передаточной платформы 19 поста IV (распалубки-подготовки) перемещается на пост
О И отделки (на передаточную платформу 8). На посту II отделки открытые поверхности свежеотформованных изделии подвергаются обработке при помощи рабочего органа механизма 12. При этом предва5 рительно на открытую поверхность отформованного изделия при необходимЬсти наносится отделочный слой. Возможна обработка поверхности отформованного изделия и без нанесения дополнительного отделочного материала. Обработанная по0 верхность получается с высокой степенью заводской готовности, пригодной под огрунтовку и покраску.
После обработки поверхности при наличии в изделии съемных элементов ос-настки производится их извлечение посредством устройства 13. В случае образования сколов или других иовреждений сразу же осуществляется ремонт этих мест путем нанесения на поверхность свежеотформованного изделия отделочно0 го материала, который прочно схватывается с основным конструктивным слоем бетона и доводится до состояния чистовой отделки. Помимо этого, на посту II предусмотрена подача пара в паровую полость двухотсечной формы 5, что дает
5 возможность сократить время термообработки в туннельных камерах. После извлечения элементов оснастки, двухотсечная форма-вагонетка 5 посредством передаточной платформы 8 транспортируется к посту III термообработки, где с помощью реверсивного цепного толкателя перемещается в одну из туннельных камер. При поступлении в туннельную камеру двухотсечной формы-вагонетки 5 с отформованными изделиями одновременно из нее
5 выталкивается посредством первой формавагонетка 5 с термообработанными изделиями, которая поступает на передаточную платформу 19 поста IV распалубкиподготовки.
0 Помимо этого платформа 19 с помощью своего реверсивного цепного толкателя (йе показан) имеет возможность непосредственно перемещать на себя из туннельной камеры форму 5 без участия при этом работы платформы 8.
Готовые изделия краном снимаются с формы 5 и устанавливаются на самоходную тележку для вывоза на склад, а форма 5 подвергается чистке, смазке, армированию, оснащению элементами осйастки и при необходимости - закладными деталями и каналообразователями. Если изгатавливаются преднапряженные изделия, то перед их распалубкой производится обрезка концов преднапряженной арматуры. Ввиду того, что -цикл формования с первичной термообработкой составляет 90-120 мин, а процессы отделки и распалубки-подготовки практически осуществляются за 20-30 мин, обеспечивается возможность на посту формовки смонтировать две или три установки для формования (не показано). Это позволяет эффективно загрузить передаточные платформы и исключить длительные их простой. Размещение постов отделки, распалубки и подготовки на передаточных платформах обеспечивает экономичное использование производственной площади и рациональную загрузку передаточных платформ путеМ исключения их длительных простоев, что, в целом, позволяет уменьшить стоимость линии. Формула изобретения 1. Конвейерная линия для изготовления вертикально-формуемых строительных изделий, содержащая двухотсечные формы-вагонетки с разделительной стенкой и бортоснасткой, пост формовки, снабженный щитами с системой рычажных механизмов в виде параллелограммов, посты распалубки, подготовки и комплектации и передаточные платформы, отличающаяся тем, что, с целью сокращения производственной площади, повыщения эффективности использования передаточных самоходных платформ, снижения металло- и энергоемкости и удешевления производства, посты распалубки, подготовки и комплектации смонтированы на одной из передаточных платформ, а на другой, противоположной, смонтированы посты отделки с механизмами обработки открытой поверхности изделий и извлечения из них элементов оснастки. 2.Конвейерная линия по п. 1, отличающаяся тем, что передаточная самоходная платформа снабжена механической щеткой для чистки вертикальных формующих поверхностей дв.ухотсечных форм, выполненной с возможностью вертикальных и горизонтальных перемещений. 3.Конвейерная линия по п. I, отличающаяся тем, что передаточные самоходные платформы снабжены подъемными подмостями, выполненными с возможностью поперечного перемещения относительно продольной оси платформы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 487770, кл. В 28 В 5/04, 1968. 2.Авторское свидетельство СССР № 484088, кл. В 28 В 7/24, 1975.
SS
I
Ч
