Изобретение относится к оборудованию для производства железобетонных изделий на технологической линии и может быть использовано в области строительной индустрии.
Целью изобретения является повышение производительности кассетной установки и снижение металлоемкости.
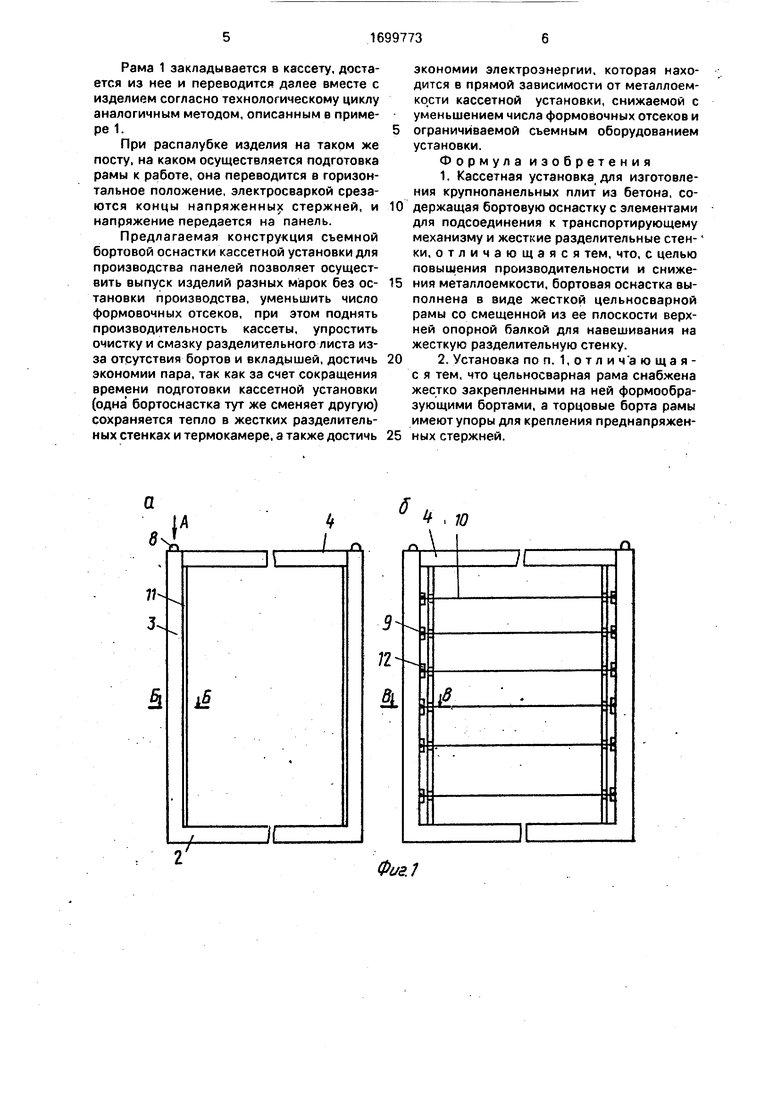
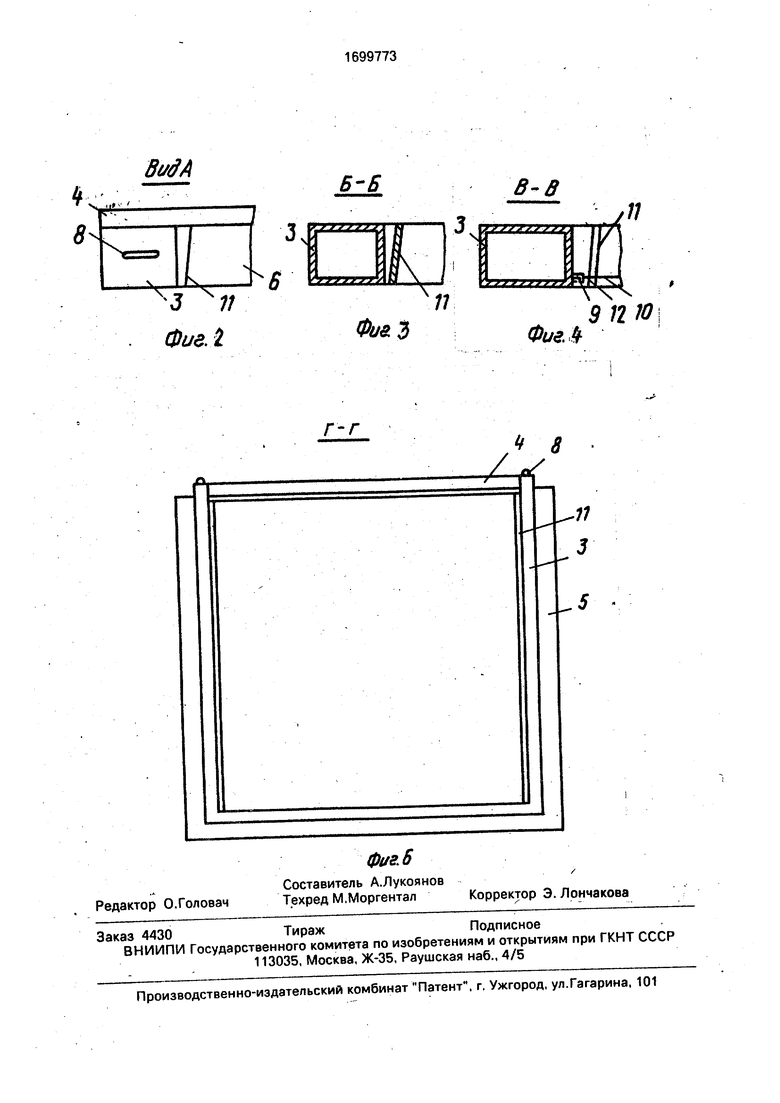
На фиг. 1 изображена рама, общий вид а -для изготовления непреднапряженных панелей, б - с преднапряженными стержнями; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1; на фиг. 5 - формовочные отсеки с рамами; на фиг. 6 - вид Г-Г на фиг. 5.
Установка содержит бортовую оснастку 1, которая представляет собой съемную цельносварную конструкцию в виде рамы, имеющей днище 2 (нижний борт установки), торцовые борта 3 и верхнюю опорную балку 4, смещенную из плоскости рамы для навеса на половину толщины жесткой разделительной стенки 5, на вторую половину толщины которой навешена бортоснастка соседнего формовочного отсека и так далее. Формовочные отсеки 6 ограничены разделительными стенками 5 и 7, которые в том числе могут быть и тепловыми.
Габаритные рамы точно соответствуют геометрическим размерам формуемого в ней изделия. На торцовых ее бортах жестко закреплены подъемные петли 8. Торцовые борта рамы и ее опорная балка могут быть силовыми при изготовлении преднапряженных панелей. На торцовых бортах жест- ко закреплены упоры 9, например, анкерные захваты рогатины, в которых установлены преднапряженные стержни 10, проходящие сквозь формообразующие борта 11, жестко закрепленные на раме и имеющие технологический уклон. Между бортами 11 и торцовыми бортами рамы имеется зазор для обрезаемых концов 12 преднапряженных стержней,
Установка работает следующим образом.
П р и м е р 1 (фиг. 1а). Изготовление непреднапряженных панелей. Рама (бортовая оснастка) 1, подготовленная на специальном посту к закладке в кассету, т.е.
очищенная, смазанная, снабженная арматурой и другими каркасами, переводится краном в вертикальное положение и устанавливается в кассету, в формовочный отсек 6. При закладке рамы ее верхняя опорная балка 4, например, коробчатого сечения укладывается на жесткую разделительную стенку 5, и рама таким образом навешивается на нее. Ввиду смещения верхней опорной балки из плоскости рамы ее верх,1
оказывается открытым для свободного поступления бетона в формовочный отсек (фиг. 4),
Сборку-разборку формовочных отсеков производят методом, присущим для кассетного производства.
Время пребывания отформованного изделия в кассетной установке рассчитано так, что бетон предварительно отверждает- ся лишь до сообщения отформованной панели устойчивости, необходимой для предотвращения выпадения панели из рамы 1 при ее транспортировке. Этот режим определяется расчетным путем и уточняется на практике.
Для дальнейшего набора прочности бетона раму вместе с изделием вынимают краном из кассеты и переносят в термокамеру для дальнейшего продолжения технологического цикла. В освободившийся формовочный отсек вставляется другая бортоснастка (рама) любой требуемой марки.
П р и м е р 2. (фиг. 1 б), Изготовление преднапряженных панелей. При подготовке
рамы 1 на специальном посту (не показан) к закладке ее в кассету в упоры 9 устанавливаются преднапряженные стержни 10. Уста- новка и преднапряжение стержней осуществляется по известной методике напряжение арматуры до укладки бетонной смеси.
Рама 1 закладывается в кассету, достается из нее и переводится далее вместе с изделием согласно технологическому циклу аналогичным методом, описанным в примере 1.
При распалубке изделия на таком же посту, на каком осуществляется подготовка рамы к работе, она переводится в горизонтальное положение, электросваркой срезаются концы напряженных стержней, и напряжение передается на панель.
Предлагаемая конструкция съемной бортовой оснастки кассетной установки для производства панелей позволяет осуществить выпуск изделий разных марок без ос- тановки производства, уменьшить число формовочных отсеков, при этом поднять производительность кассеты, упростить очистку и смазку разделительного листа из- за отсутствия бортов и вкладышей, достичь экономии пара, так как за счет сокращения времени подготовки кассетной установки (одна бортоснастка тут же сменяет другую) сохраняется тепло в жестких разделительных стенках и термокамере, а также достичь
экономии электроэнергии, которая находится в прямой зависимости от металлоемкости кассетной установки, снижаемой с уменьшением числа формовочных отсеков и ограничиваемой съемным оборудованием установки.
Формула изобретения
1.Кассетная установка для изготовления крупнопанельных плит из бетона, содержащая бортовую оснастку с элементами для подсоединения к транспортирующему механизму и жесткие разделительные стен- ки, отличающаяся тем, что, с целью повышения производительности и снижения металлоемкости, бортовая оснастка выполнена в виде жесткой цельносварной рамы со смещенной из ее плоскости верхней опорной балкой для навешивания на жесткую разделительную стенку.
2.Установка поп. 1,отлич ающая- с я тем, что цельносварная рама снабжена жестко закрепленными на ней формообразующими бортами, а торцовые борта рамы имеют упоры для крепления преднапряжен- ных стержней.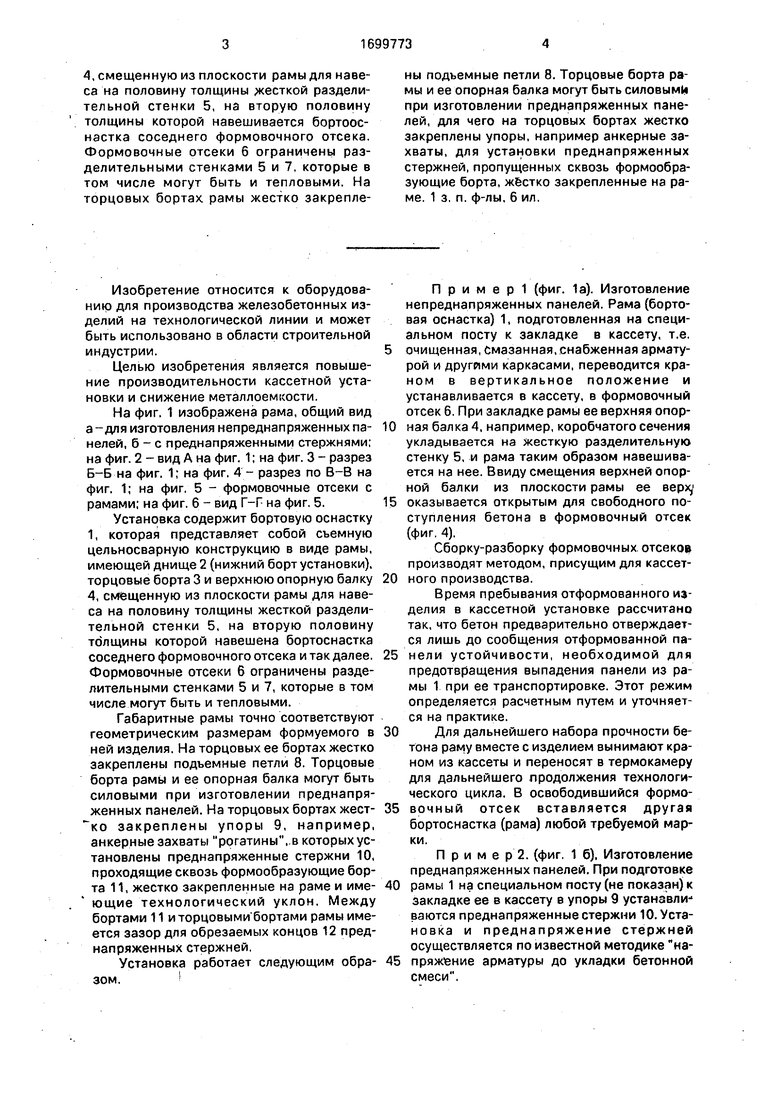
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочный отсек кассетной установки для изготовления строительных изделий | 1980 |
|
SU885030A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1985 |
|
SU1433811A1 |
| Кассетная установка для формования изделий с пустотами из бетонных смесей | 1977 |
|
SU716825A1 |
| Касетная установка для изготовления изделий из бетонных смесей | 1981 |
|
SU1004107A1 |
| Форма для изготовления контрольных образцов бетона | 1983 |
|
SU1152785A1 |
| ФОРМУЮЩАЯ УСТАНОВКА | 2022 |
|
RU2792295C1 |
Изобретение относится к оборудованию для производства железобетонных изделий на технологической линии и может быть использовано в строительной индустрии. Цель изобретения - повышение производительности и снижение металлоемкости установки. Установка содержит бортовую оснастку 1, которая представляет собой съемную цельносварную конструкцию в виде рамы, имеющей днище (нижний борт установки), торцовые борта и верхнюю опорную балку
а
Фиг.1
V..
ВиЗА
I
Б-Б
Фие.2
3J
- г
Й/
г-г
Б-Б
В-8 J
/7
Ф«/г
8 / /
.;; з
5
| Стафанов Б | |||
| В | |||
| Технология бетонных и железобетонных изделий,- Производство изделий кассетным способом | |||
| Высшая школа, 1982 | |||
| Установка для изготовления крупнопанельных плит из бетона | 1972 |
|
SU579875A3 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
