1
Изобретение относится к электротехнике, а именно к электромашиностроению, и касается технологи и изготовления магнитопрово- дов электрических машин с составным ярмом, выполняемых по малоотходной технологии.
Целью изобретения является повышение качества путем исключения повреждений изоляции витков и упрощение технологии.
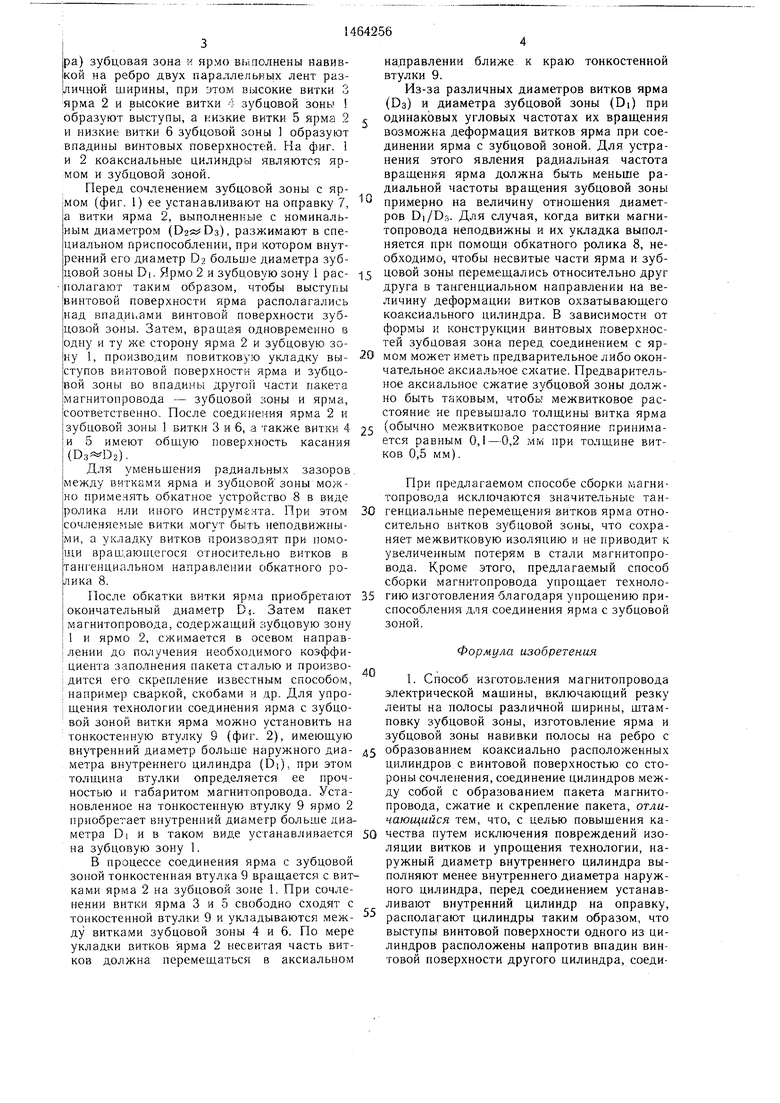
На фиг. 1 представлено соединение зуб- цовой зоны с ярмом; на фиг. 2 - ярмо статора, установленное на тонкостенную втулку (для магнитопроводов роторов положение зубцовых зон и ярма меняется местами по отношению к магнитопроводу статора).
2
Предлагаемое изобретение распространяется на магнитопроводы электрических машин, состоящие из витых на ребро двух коаксиальных цилиндров 1 и 2 (фиг. 1), один из которых является зубцовой зоной, а второй - ярмом (на фиг. 1 функцию зубцовой зоны выполняет цилиндр 1, а функцию ярма - цилиндр 2). При этом коаксиальные цилиндры со стороны их сочленения имеют винтовые поверхности, выполненные известным способом, например удалением части металла, раскаткой, выполнением цилиндров по меньшей мере из двух параллельных витков различной высоты и др.
Согласно предлагаемому способу изготовления магнитопровода (например, стато4 О) 4: 1C
сл
о:)
pa) зубцовая зона и ярмо выполнены навивкой на ребро двух параллельных лент различной ширины, при утом высокие витки 3 Ярма 2 и высокие витки 4 зубцовой зоны образуют выступы, а низкие витки 5 ярма 2 и низкие витки 6 зубцовой зоны 1 образуют впадины винтовых поверхностей. На фиг. i и 2 коаксиальные цилиндры являются ярмом и зубцовой зоной.
Перед сочленением зубцовой зоны с ярмом (фиг. 1) ее устанавливают на оправку 7, а витки ярма 2, выполненные с номинальным диаметром (О2л#Оз), разжимают в специальном гфиспособлении, при котором внутренний его диаметр Da больше диаметра зубцовой зоны DI. Ярмо 2 и зубцовую зону 1 рас- полагают таким образом, чтобы выступы винтовой поверхности ярма располагались над впадииами винтовой поверхности зубцовой зоны. Затем, вращая одновременно а |одну и ту же сторону ярма 2 и зубцовую зону 1, производим повитковую укладку выступов винтовой поверхности ярма и зубцовой зоны во впадины другой части пакета магнитопровода - зубцовой зоны и ярма, соответственно. После соединения ярма 2 и зубцовой зоны 1 БИТКИ 3 и 6, а также витки 4 и 5 имеют общую поверхность касания ().
Для уменьшения радиальных зазоров между витками ярма и зубцовой зоны можно применять обкатное устройство 8 в виде ролика или иного инструмента. При этом сочленяемые витки могут быть неподвижными, а укладку витков производят при помощи вращающегося относительно витков в тангенциальном направлении обкатного ролика 8.
После обкатки витки ярма приобретают 35 гию изготовления благодаря упрощению приокончательный диаметр Dj. Затем пакет I магнитопровода, содержащий зубцовую зону 1 и ярмо 2, сжимается в осевом направ- Iлении до получения необходимого коэффициента заполнения пакета сталью и производится его скрепление известным способом, например сваркой, скобами и др. Для упрощения технологии соединения ярма с зубцовой зоной витки ярма можно установить на тонкостенную втулку 9 (фиг. 2), имеющую
40
способления для соединения ярма с зубцовой зоной.
Формула изобретения
1. Способ изготовления магнитопровода электрической машины, включающий резку ленты на полосы различной ширины, щтам- повку зубцовой зоны, изготовление ярма и зубцовой зоны навивки полосы на ребро с
внутренний диаметр больше наружного диа- 45 образованием коаксиально расположенных метра внутреннего цилиндра (Di), при этом толщина втулки определяется ее прочностью и габаритом магнитопровода. Установленное на тонкостенную втулку 9 ярмо 2 приобретает внутренний диаметр больше диаметра DI и в таком виде устанавливается на зубцовую зону 1.
В процессе соединения ярма с зубцовой зоной тонкостенная втулка 9 вращается с витками ярма 2 на зубцовой зоне 1. При сочленении витки ярма 3 и 5 свободно сходят с тонкостенной втулки 9 и укладываются между витками зубцовой зоны 4 и 6. По мере укладки витков ярма 2 несвитая часть витков должна перемещаться в аксиальном
цилиндров с винтовой поверхностью со стороны сочленения, соединение цилиндров между собой с образованием пакета магнитопровода, сжатие и скрепление пакета, отличающийся тем, что, с целью повышения ка- 50 чества путем исключения повреждений изоляции витков и упрощения технологии, наружный диаметр внутреннего цилиндра выполняют менее внутреннего диаметра наружного цилиндра, перед соединением устанавливают внутренний цилиндр на оправку, располагают цилиндры таким образом, что выступы винтовой поверхности одного из цилиндров расположены напротив впадин винтовой поверхности другого цилиндра, соеди55
5
направлении ближе к краю тонкостенной втулки 9.
Из-за различных диаметров витков ярма (Оз) и диаметра зубцовой зоны (Di) при одинаковых угловых частотах их вращения возможна деформация витков ярма при соединении ярма с зубцовой зоной. Для устранения этого явления радиальная частота вращения ярма должна быть меньше радиальной частоты вращения зубцовой зоны примерно на величину отношения диаметров DI/DS. Для случая, когда витки магнитопровода неподвижны и их укладка выполняется при помощи обкатного ролика 8, необходимо, чтобы несвитые части ярма и зубцовой зоны перемещались относительно друг друга в тангенциальном направлении на величину деформации витков охватывающего коаксиального цилиндра. В зависимости от формы и конструкции винтовых поверхностей зубцовая зона перед соединением с яр0 мОдМ может иметь предварительное либо окончательное аксиальное сжатие. Предварительное аксиальное сжатие зубцовой зоны должно быть таковым, чтобы межвитковое расстояние не превьш.ало толщины витка ярма
5 (обычно межвитковое расстояние принимается равным 0,1-0,2 мм при толщине витков 0,5 мм).
При предлагаемом способе сборки магнитопровода исключаются значительные тангенциальные перемещения витков ярма относительно витков зубцовой зоны, что сохраняет межвитковую изоляцию и не приводит к увеличенным потерям в стали магнитопровода. Кроме этого, предлагаемый способ сборки магнитопровода упрощает технологию изготовления благодаря упрощению при
способления для соединения ярма с зубцовой зоной.
Формула изобретения
1. Способ изготовления магнитопровода электрической машины, включающий резку ленты на полосы различной ширины, щтам- повку зубцовой зоны, изготовление ярма и зубцовой зоны навивки полосы на ребро с
образованием коаксиально расположенных
цилиндров с винтовой поверхностью со стороны сочленения, соединение цилиндров межу собой с образованием пакета магнитопровода, сжатие и скрепление пакета, отличающийся тем, что, с целью повышения ка- чества путем исключения повреждений изоляции витков и упрощения технологии, наружный диаметр внутреннего цилиндра выполняют менее внутреннего диаметра наружного цилиндра, перед соединением устанавливают внутренний цилиндр на оправку, располагают цилиндры таким образом, что выступы винтовой поверхности одного из цилиндров расположены напротив впадин винтовой поверхности другого цилиндра, соеди
некие их производят последовательным обжатием внешнего цилиндра с приложением радиального усилия к наружной поверхности, а после соединения оправку удаляют.
2. Способ по п. 1, отличающийся тем, что перед соединением внутренний цилиндр предварительно аксиально сжимают.
3.Способ по пп. 1 и 2, отличающийся тем, что перед соединением наружный цилиндр устанавливают на тонкостенную втулку, внутренний диаметр которой больше наружного диаметра внутреннего цилиндра.
4.Способ по пп. 1-3, отличающийся тем. что при соединении несвитые части цилиндров перемещают одну относительно другой в тангенциальном направлении.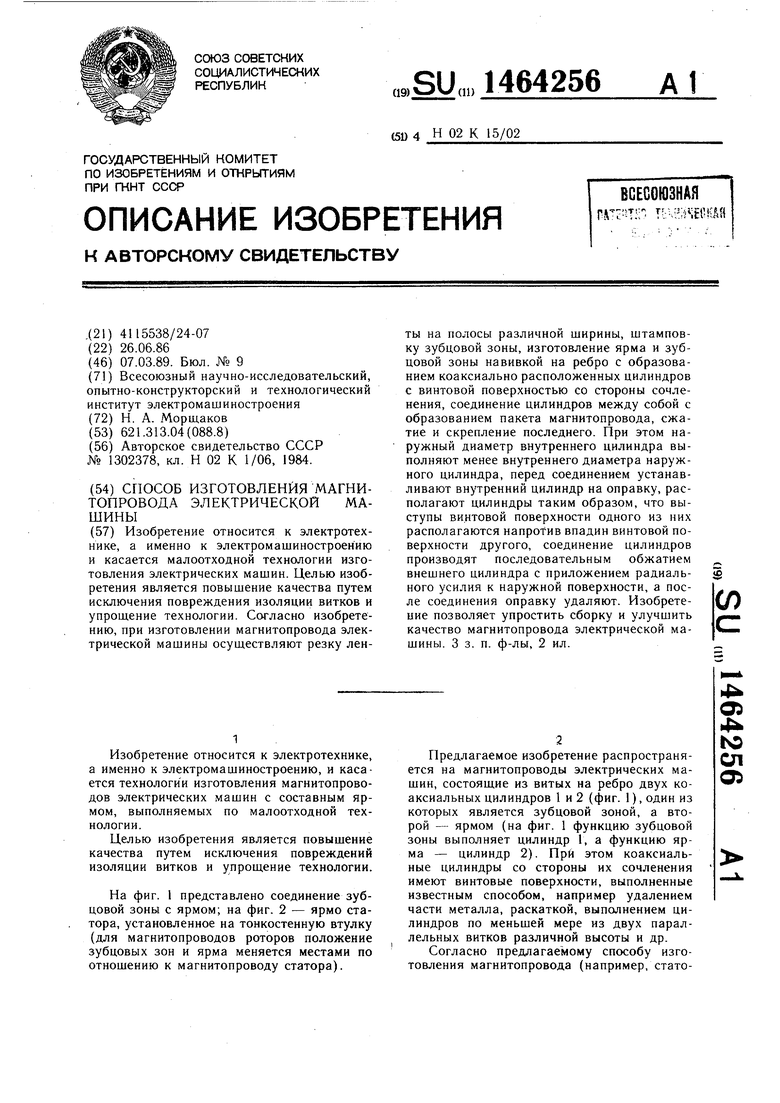
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075351A1 |
| Ярмо магнитопровода электрической машины | 1981 |
|
SU1078534A1 |
| Способ изготовления магнитопровода электрической машины | 1985 |
|
SU1354346A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1302378A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Магнитопровод электрической машины | 1984 |
|
SU1262628A1 |
| Магнитопровод электрической машины | 1985 |
|
SU1767617A1 |
| Способ навивки на ребро элементов магнитопроводов электрических машин | 1989 |
|
SU1744765A1 |
| Магнитопровод ротора электрической машины | 1984 |
|
SU1334276A1 |
| Разъемный короткозамкнутый ротор электрической машины | 1980 |
|
SU974502A1 |

Изобретение относится к электротехнике, а именно к электромашиностроению и касается малоотходной технологии изготовления электрических машин. Целью изобретения является повышение качества путем исключения повреждения изоляции витков и упрошение технологии. Согласно изобретению, при изготовлении магнитопровода электрической машины осушествляют резку ленты на полосы различной ширины, штамповку зубцовой зоны, изготовление ярма и зуб- цовой зоны навивкой на ребро с образованием коаксиально расположенных цилиндров с винтовой поверхностью со стороны сочленения, соединение цилиндров между собой с образованием пакета магнитопровода, сжатие и скрепление последнего. При этом наружный диаметр внутреннего цилиндра выполняют менее внутреннего диаметра наружного цилиндра, перед соединением устанавливают внутренний цилиндр на оправку, располагают цилиндры таким образом, что выступы винтовой поверхности одного из них располагаются напротив впадин винтовой поверхности другого, соединение цилиндров производят последовательным обжатием внешнего цилиндра с приложением радиального усилия к наружной поверхности, а после соединения оправку удаляют. Изобретение позволяет упростить сборку и улучшить качество магнитопровода электрической машины. 3 3. п. ф-лы, 2 ил. «g (Л
Фиг. 7
| Магнитопровод электрической машины | 1984 |
|
SU1302378A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
