Изобретение относится к контактной точечной сварке и может быть использовано как для механизированной сварки многоэлектродными машинами и промышленными роботами, так и для ручной сварки подвесными сварочными машинами, на всех отечественных и зарубежных автомобильных и других заводах, где производится точечная сварка изделий из листового металла.
Известны клещи для контактной точечной сварки, содержащие шарнирно соединенные токоподводящие рычаги с электродами и цилиндр привода сжатия. Такие клещи применяются для ручной сварки подвесными машинами. Недостатком этих клещей является невозможность установки их на многоэлектродные сварочные машины и промышленные роботы без изменения оси центрального шарнира.
Известны также клещи для контактной точечной сварки, содержащие привод сжатия, токоподводящие рычаги с электродами, шарнирно установленные на оси и связанные при помощи вилки соединительным и контровочным резьбовыми элементами. Такие клещи применяются для механизированной сварки на многоэлектродных машинах и роботах. Недостатками их являются невозможность использовать их для ручной сварки без изменения оси центрального шарнира, а также отсутствие усилителя жесткости вилки центрального шарнира и возможности регулирования зазора в центральном шарнире при появлении увеличенного люфта в процессе эксплуатации.
Во всех шарнирных клещах во время сварки из-за несоосности электродов и погрешностей установки электродов относительно плоскости сварки в центральном шарнире клещей возникают очень большие боковые усилия, что приводит к расширению паза вилки одного из рычагов, т.е. к появлению увеличенного зазора и люфта в центральном шарнире. Это, в свою очередь, повышает несоосность электродов и ведет к появлению дополнительных боковых усилий. Вследствие этого необходимо периодическое подтягивание щек вилки.
При ручной сварке адаптация, т.е. приспособляемость контактных площадок электродов относительно плоскости сварки, осуществляется оператором с помощью рукояток управления клещами путем поворота клещей, подвешенных на специальных уравновешивающихся подвесках.
При механизированной сварке установочный кронштейн клещей жестко закреплен на сварочном узле многоэлектродной машины и на кисти робота. В этом случае адаптация клещей относительно плоскости сварки предусматривается за счет шарнирного закрепления клещей в серьгах установочного кронштейна. При этом для предотвращения бокового смещения электродов в процессе сварки необходимо, чтобы оси центрального шарнира и шарнира адаптации клещей совпадали или находились в непосредственной близости. Поэтому известные клещи шарнирно закреплены в серьгах установочного кронштейна с помощью удлиненной оси центрального шарнира, т.е. ось шарнира адаптации совмещена с осью центрального шарнира, что является положительным фактором. Однако функциональное назначение центрального шарнира и шарнира адаптации различно.
Центральный шарнир является силовым, т.е. воспринимает относительно большие боковые усилия, возникающие при сварке, и наличие увеличенного зазора в нем недопустимо в связи с появлением люфта и соответственно с повышением несоосности электродов, что, в свою очередь, ведет к появлению дополнительных боковых усилий.
Шарнир адаптации не является силовым, так как он воспринимает только собственный вес клещей. При этом увеличенный зазор в нем не только безвреден, но и полезен, так как частично способствует самоцентрированию осей электродов относительно теоретической оси сварки.
В известных клещах серьги установочного кронштейна охватывают вилку центрального шарнира, при этом серьги соединены одной и той же осью и стягиваются за счет головки оси и стяжной гайки. В этом случае при затяжке гайки сначала выбирается весь зазор между серьгами и наружными поверхностями вилки, т.е. в шарнире адаптации, и только после этого, при этом преодолевая упругие силы вилки, сокращается зазор в центральном шарнире.
Таким образом в известной конструкции при попытке сократить зазор в центральном шарнире, при затяжке гайки оси, образуется беззазорное соединение в шарнире адаптации, что недопустимо. На практике гайку оси не затягивают до конца, т.е. в этом случае вилка остается без усилителя жесткости и отсутствует возможность снижения оптимального значения люфта в центральном шарнире в процессе эксплуатации, что отрицательно сказывается на стойкости клещей.
Цель изобретения - повышение надежности клещей при механизированной и ручной сварке.
Это достигается тем, что в клещах для контактной точечной сварки, содержащих привод сжатия, токоподводящие рычаги с электродами, шарнирно установленные на оси при помощи вилки и связанные соединительным и контровочным резьбовыми элементами, на одном конце оси шарнира выполнен выступ в виде цапфы, другой конец оси оснащен закрепленной при помощи соединительного элемента съемной цапфой, а контровочный элемент установлен внутри оси со стороны выступа с возможностью контактирования с соединительным элементом. На цапфах выполнены лыски, входящие в углубления, выполненные на наружных поверхностях вилки.
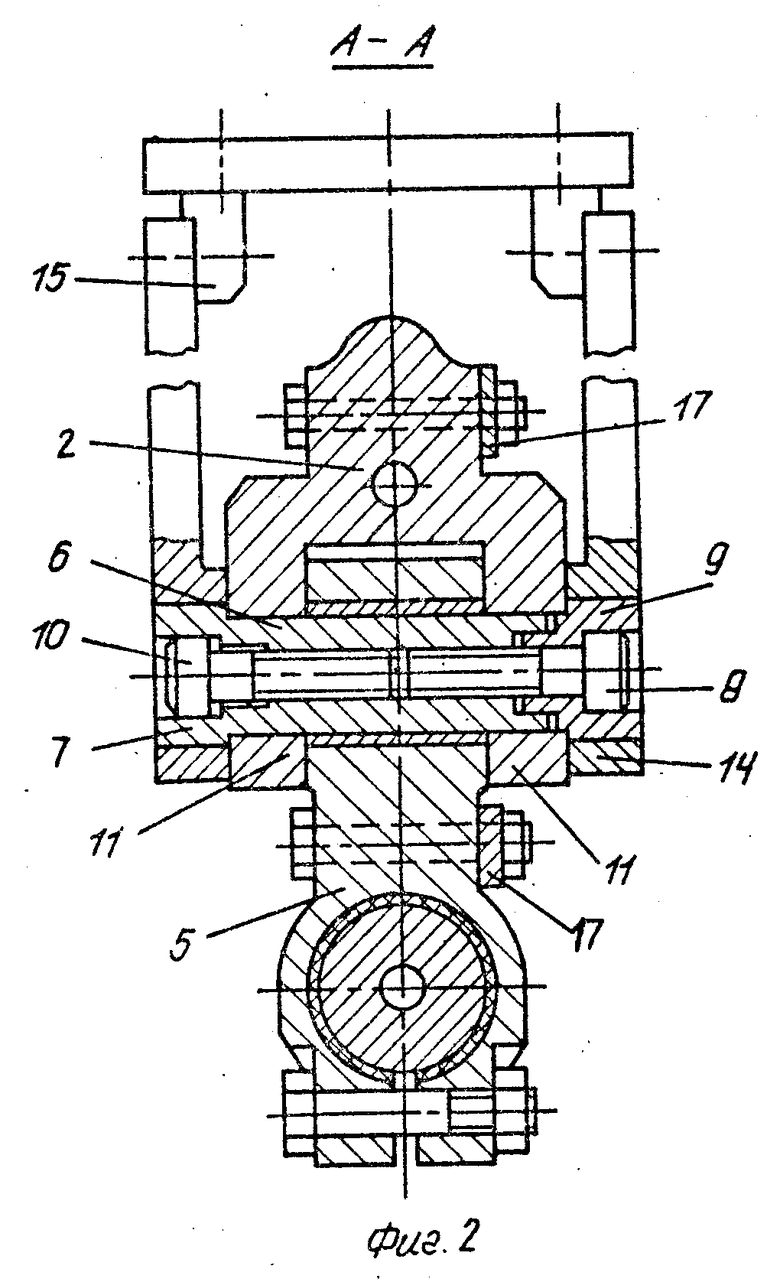
На фиг.1 схематично изображены клещи для механизированной сварки в рабочем положении, общий вид; на фиг.2 - разрез А-А на фиг.1 по центральному шарниру и шарниру адаптации; на фиг.3 - разрез Б-Б на фиг.1 по ограничителю поворота клещей; на фиг.4 - сечение В-В на фиг.3; на фиг.5 - клещи для ручной сварки, общий вид; на фиг.6 - вид Г на фиг.5.
Клещи содержат неподвижный 1 и подвижный 2 токоподводящие рычаги с электродами 3 и шарнирно установленный между рычагами привод 4 сжатия. Рычаги 1 и 2 шарнирно соединены между собой через хомут 5 осью 6 с цапфой 7 на конце, на другом конце оси соединительным элементом - стяжным винтом 8 - закреплена съемная цапфа 9, а внутри оси установлен контровочный элемент - контрящий винт 10. Цапфы 7 и 9 своими торцами опираются на наружные поверхности вилки 11. На цапфах 7 и 9 имеются стопорные лыски 12, входящие в углубления 13 на вилке 11 для предотвращения проворачиваний оси 6 и цапфы 9 относительно рычага 2.
При механизированной сварке клещи с помощью цапф 7 и 9 шарнирно закреплены в серьгах 14 установочного кронштейна 15. Серьги соединены между собой с помощью ограничителя 16, а на рычаге 2 и хомуте 5 установлены упоры 17.
Вилка 11 и выступ хомута 5, соединенные осью 6, образуют центральный шарнир клещей, а вилка 11 и серьги 14, соединенные цапфами 7 и 9, образуют шарнир адаптации.
При ручной сварке вместо упоров 17 на рычаге 2 закреплена подвеска 18, а на хомуте 5 смонтированы рукоятки 19 управления клещами. Цапфы 7 и 9 в этом случае не используются и служат только как усилители жесткости вилки центрального шарнира.
Клещи работают следующим образом.
После введения клещей в рабочую зону включают цилиндр привода 4 сжатия, который через рычаги 1 и 2 сжимает электродами 3 свариваемые листы металла. Адаптация, т. е. приспособляемость, контактных площадок электродов относительно плоскости сварки при механизированной сварке происходит автоматически за счет поворота клещей в шарнире адаптации, а при ручной сварке осуществляется оператором путем поворота клещей с помощью рукояток управления.
Затем от сварочного трансформатора через рычаги 1 и 2 на электроды 3 подается ток и происходит процесс сварки. По окончании сварки выключают цилиндр привода 4 сжатия, который разводит рычаги 1 и 2 с электродами 3, т. е. возвращает клещи в исходное положение, после чего клещи выводят из рабочей зоны.
При механизированной сварке упоры 17, установленные на рычаге 2 и хомуте 5, регулируют таким образом, чтобы при исходном положении клещей, т.е. при разомкнутых электродах 3, упоры 17 без натяга контактировали с ограничителем 16, жестко закрепленным в серьгах 14 установочного кронштейна 15. Это предотвращает самопроизвольный поворот клещей в серьгах 14 и ориентирует клещи в исходном положении относительно установочного кронштейна 15.
При появлении в центральном шарнире увеличенного люфта сначала вывертывают на несколько оборотов контрящий винт 10, затем стяжным винтом 8 стягивают цапфы 7 и 9 и соответственно щеки вилки 11 так, чтобы люфт в центральном шарнире был минимальным и в то же время рычаги 1 и 2 свободно поворачивались один относительного другого. После этого контрящий винт 10 затягивают до отказа, т.е. до упора в стяжной винт 8. Это контрит систему двух винтов и предотвращает самопроизвольное вывертывание стяжного винта 8 в процессе эксплуатации. В этом случае цапфы 7 и 9 являются регуляторами люфта в центральном шарнире и усилителями жесткости вилки, и в то же время практически не оказывают влияния на зазор в шарнире адаптации.
Предлагаемые клещи имеют большую стойкость, т.е. надежность, а также большую степень унификации вследствие возможности их использования как для механизированной сварки многоэлектродными сварочными машинами и промышленными роботами, так и для ручной сварки подвесными сварочными машинами.





| Чертеж клещей японской фирмы "Kawasaki", эксплуатируемых на предприятии АВТОВАЗ с 1981 г. |
