Изобретение относится к оборудованию Для контактной сварки, преимущественно к нодвесным нередвижным механизмам для точечной сварки, и может быть использовано для изготовления арматуры сеток.
Известны клещи для контактной точечной сварки, содержащие смонтированные на корпусе трансформатора неподвижный электрододержатель и подвижный электрододержатель, закрепленный на конце щтока, другой конец которого через резьбовую втулку соединен с тягой, связанной с приводом давления, а между указанной втулкой и неподвижным относительно корпуса вкладышем установлена пружина возврата.
Предложенные клещи отличаются тем, что подвижный электрододержатель выполнен в виде охватывающей неподвижный электрододержатель и щарнирно закрепленной на нем при помощи изолированной оси вилки, соединенной двумя пружинами со штоком. Подвижная щина вторичного контура, проходящая через проем корпуса, выполнена раздвоенной и .прикреплена концами к соответствующим ветвям вилки. Резьбовая втулка установлена с возможностью вращения вокруг упора, щарнирно соединенного с тягой, обеспечивая постоянство длины и усилия нружины при изменении вылета подвижного электрододержателя. Это позволяет вынести рабочую зону электродной части за пределы конструкции и придать ей габарит, соответствующий габариту ячейки свариваемых арматурных конструкций. Кроме того, подвил ный щток привода не испытывает никаких изгибающих усилий и работает только на сжатие.
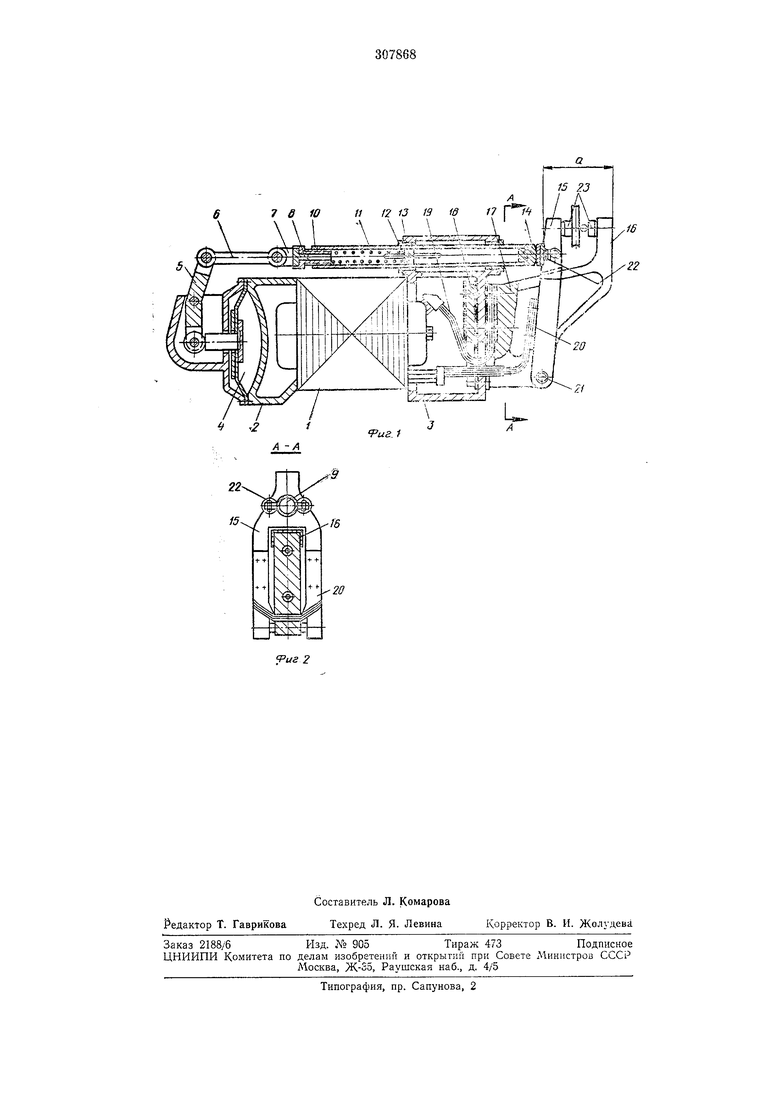
На фиг. 1 изображены предлол енные клещи, продольный разрез; на фиг. 2 - разрез по Л-Л на фиг. 1.
Клещи содержат сварочный трансформатор 1, к которому стяжными щпильками прикреплены задний 2 и передний 3 корпусы. На корпусе 2 укреплен пневмопривод 4, рычаг 5 которого через тягу 6 с двумя щарнирами соединен с упором 7, на который с возможностью вращения посажена резьбовая втулка 8, ввинченная в приводной щток 9 и стопорящаяся контргайкой 10. Внутрь приводного щтока вставлена возвратная пружина 11, упирающаяся во втулку и вкладыщ 12, защтифтованный (щтифт 13) относительно корпуса 5. Подвижный щток заканчивается вставкой 14, контактирующей с подвижным электрододержателем 15. Электрододержатель выполнен в виде вилки, охватывающей неподвижный электрододержатель 16, жестко закрепленный на корпусе 3. Крепление неподвижного электрододержателя выполнено посредством стяжных болтов 17, ввернутых неносредса из алюминиевого сплава в специальные подкладки 18. Между корпусом 5 и электрододержателем 16 расположена неподвижная токоведущая шина 19. Подвижная гибкая токоведуш.ая шина 20 прикреплена к электрододерл ателю 15, и в зоне электрододержателя 16 имеет раздвоенный профиль, примыкая -к ветвям вилки электрододержателя 16. Для уменьшения индуктивного сопротивления обе шины пропущены рядом в проем корпуса. Электрододержатель 15 и 16 отливаются из спецбронзы и армируются трубками -системы водяного охлаждения. Электрододержатель 16 изолирован от корпуса 3. Электрододержатель 15 прикреплен к электрододержателю 16 на изолированной оси 21 и связан с приводным штоком пружинами 22. На электрододержателях 15 и 16 закреплены сварочные электроды 23. Клещи устанавливают электродами на пересечение арматуры. Размер а электродной части выбирается в зависимости от размеров ячейки арматурной конструкции. Этот размер (вылет электродной части) может регулироваться вращением втулки. Шток не имеет возможности проворота, так как в его пазы входит штифт, и шток перемещается вдоль продольной оси клещей, при этом размер а изменяется до заданной величины. Перемещение щтока не приводит к изменению длины возвратной пружины, поскольку она постоянно заключена между неподвижными вкладышем и втулкой, вращающейся по поверхности упора, соединенного с тягой, также неизменяющей своей длины. Сохранение постоянной длины пружины вне зависимости от производимой регулировки вылета имеет важное значение. Во-первых, усилие пружины возврата вычитается из сварочного усилия, поэтому желательно, чтобы оно составляло постоянную, минимально возможную величину и не влияло на сварочное усилие (это обеспечивается при постоянстве длины пружины) и, во-вторых, это усилие выбирается из условия быстрого опорожнения рабочей полости пневмокамеры через пневмоклапан, обычно располагаемый в аппаратном шкафу в 3-5 м от клещей. Пружина практически подбирается с необходимым минимальным усилием и устанавливается на клещи. Производимые регулировки вылета не влияют на ее длину и, следовательно, на усилие. После установки электродов на арматуру включают пневмопривод (можно использовать пневмогидравлический, гидравлический или другие приводы). Рычаг через тягу сообщает перемещение штоку (пружина сжимается, упираясь во вкладыш), который поворачивает па оси Электрододержатель 15, и свариваемые изделия оказываются сжатыми между электродами. Включается сварочвый ток и происходит точечная сварка. По истечении цикла пружина возвращает детали в исходное положение. Клещи располагаются на специальном подвесном устройстве, позволяющем выполнять сварку при уравновешенном весе клещей в любых пространственных пололсениях. Предмет изобретения Клещи для контактной точечной сварки, содержащие смонтированные на корпусе трансформатора неподвижный Электрододержатель и подвижный Электрододержатель, закрепленный на конце штока, другой конец которого через резьбовую втулку соединен с тягой, связанной с приводом давления, а между указанной втулкой и неподвижным относительно корпуса вкладышем установлена пружина возврата, отличающиеся тем, что, с целью повышения стабильности качества сварки и уменьшения габаритов рабочей зоны, подвижный Электрододержатель выполнен в виде охватывающей неподвижный Электрододержатель и шарнирно закрепленной на нем при помощи изолированной оси вилки, соединенной двумя пружинами со штоком, а подвижная шина вторичного контура, проходящая через проем корпуса, выполнена раздвоенной и прикреплена концами к соответствующим ветвям вилки, при этом резьбовая втулка установлена с возможностью вращения вокруг упора, шарнирно соединенного с тягой.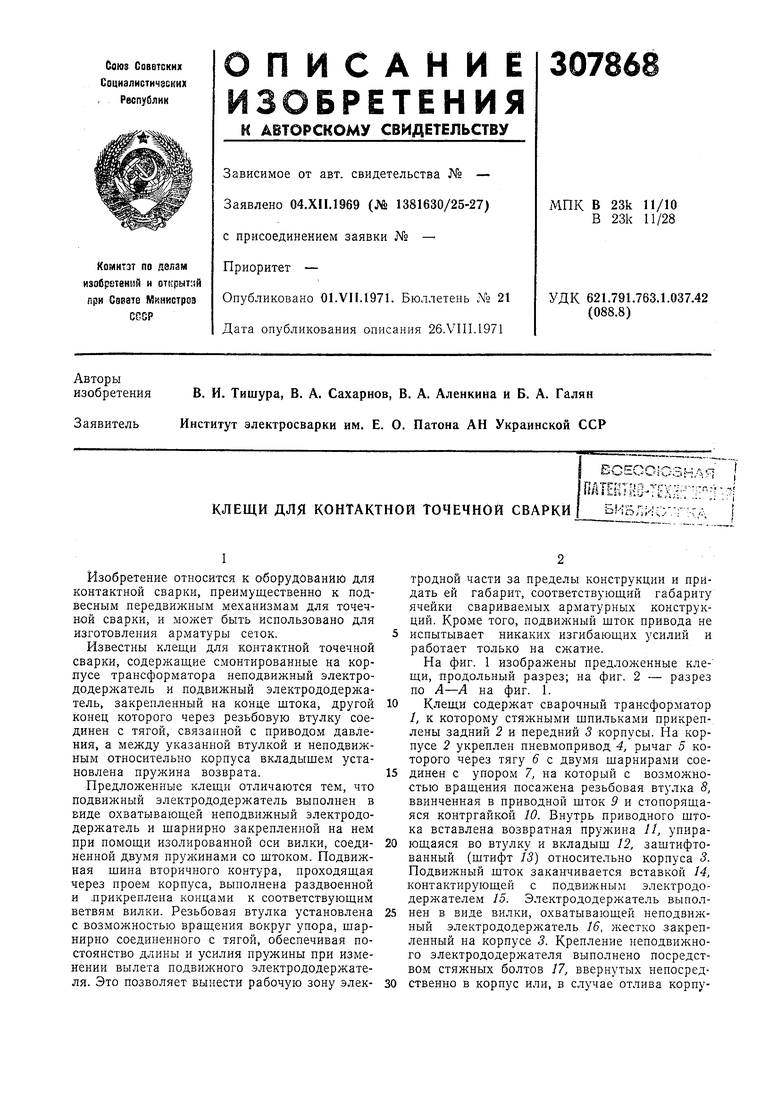
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| Клещи для контактной точечнойСВАРКи | 1978 |
|
SU810410A1 |
| Клещи для контактной точечной сварки | 1983 |
|
SU1119809A1 |
| Клещи для контактной точечной сварки | 1983 |
|
SU1131620A1 |
| Электродная головка для контактной точечной сварки кольцевого шва | 1977 |
|
SU659315A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ И РЕЛЬЕФНОЙСВАРКИ | 1971 |
|
SU298446A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1815076A1 |
| Машина для контактной точечной сварки | 1989 |
|
SU1738546A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1992 |
|
RU2053079C1 |
| Клещи для контактной точечной сварки | 1981 |
|
SU1016112A1 |