1
1А65200
гд
Изобретение относится к машиностроению и может быть использовано , в станкостроительной и деревообра- батьтающей промышленности при изго- точении дисковь« пил. оснащенных пластинками твердого сплава.
Цель изобретения - расширение технологических возможностей путем обеспечения заточки зубьев шш с
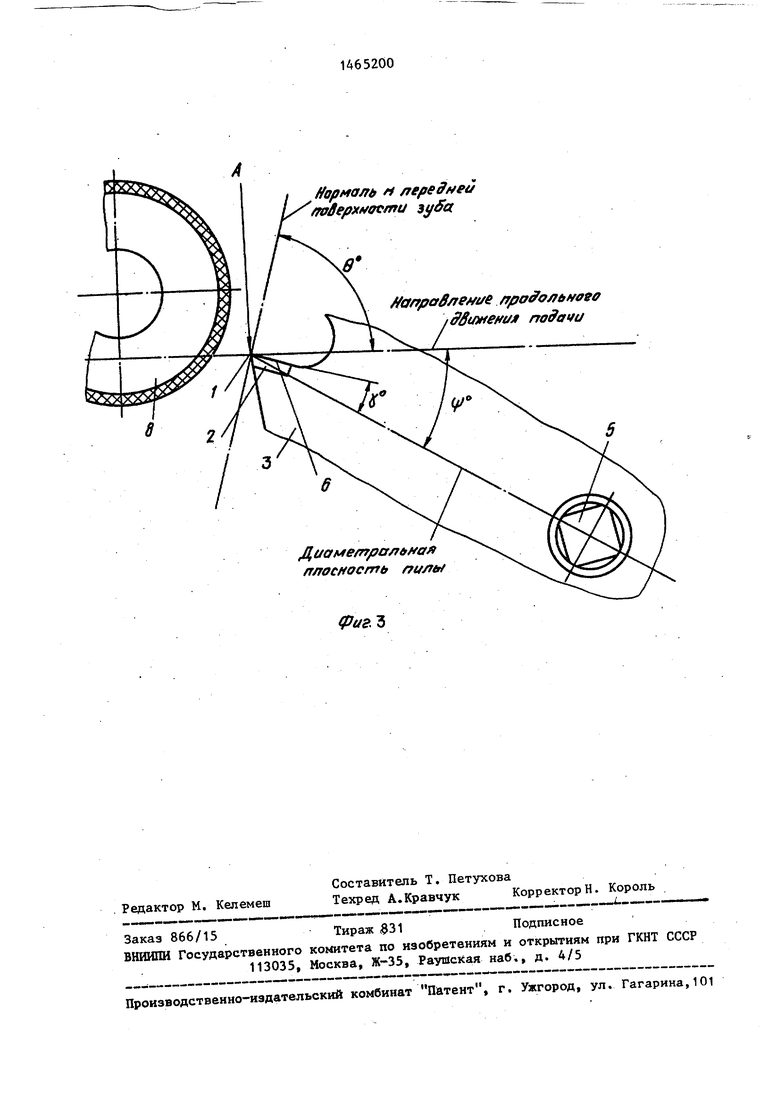
различными угловыми параметрами. На фиг. 1 изображено положение зуба пилы в процессе заточки вспо- могатеяьньк задних поверхностей от- носительно направления продольного движения подачи при значениях переднего угла т /О; на фиг. 2- вид Б на фиг. 1 (положение торцов шлифовальных кругов в процессе заточ- ки); на фиг. 3 - то же. что «а Фиг.1 при значениях переднего угла Заточка вспомогательных задних поверхностей зубьев пилы осуществляется следующим образом.
В связи с тем. что положение вер- шины 1 зуба 2 пилы 3 в пространстве строго определено, а изменение наружного диаметра пилы 3 влияния на ориентацию зуба 2 не оказывает, ориентация зуба 2 при изменении его угловых параметров заключается лишь в повороте его относительно точки А. которая образована пересечением проходящей через вершину 1 зуба 2 нормали к его передней поверхности и направлением продольного движения подачи, на угол б, который определяется по формуле
tg6
tgif-tgXtJtgsfi tgTvtgT- tgif
де e - угол, между направлением пот дачи и нормалью к передней поверхности зуба, проходя- щей через его вершину;45
- вспомогательный угол в плане;
Y - передний угол; I - задний угол вспомогательных
поверхностей.50
г
Исходя из практического применения способа, для - ;, Гди1ГтГа:; °п:ГосГьГ
п шеПерез вершину 1 зуба 2 пилы 3.
деляют по формулам;
45
50
,
ц; 90°- (0 + т) РИ ц, (90П)- Р де V - угол между диаметральной
плоскостью пилы, проходящей через вершину зуба, и направлением продольного движения подачи.
После поворота зуба 2 вокруг точки А заточку вспомогательных задних поверхностей 4 зуба 2 пилы 3, установленной на пилодержателе 5. и зафиксированной по передней поверхности 6 зуба 2 упоркой (не показана) осуществляют торцовыми поверхностями 7 двух чашечных шлифовальных кругов 8. установленньк на угол заточки. Установку торцовьк поверхностей 7 шлифовальных кругов 8 осуществляют поворотом в плоскости, перпендикулярной направлению продольного движения подачи на угол р . опре- деляемьш по формуле .
, 1 - cos f, Ч где ft - угол, образованный торцовыми поверхностями шлифовальных кругов в плоскости, перпендикулярной направлению продольного движения подачи.
Установив угол р между торцовыми поверхностями 7 шлифовальных кру- гов 8 и величину ширины зуба 2 пилы 3 фиксируют положение шлифовальных кругов 8.Устанавливают относительное положение пилы 3 и шлифовальнь« кру- : РОВ 8 для получения одинакового на висания задних поверхностей 4 твердосплавной пластинки и торцой 9 Диска пилы 3. Формирование вспомогательных задних поверхностей 4 на одном зубе 2 производят ным перемещением пилы 3 и шлифоваль ню кругов 8 за один двойной ход. По-, еле формирования вспомогательных задних поверхностей 4 на первом зубе 2 производят поворот пилы 3 на шаг зубьев для формирования вспомогательных задних поверхностей на втором зубе. Предложенный способ заточки вспо- могательньк задних поверхностей зубьев пил. оснащенных пластинками твердого сплава, обеспечивает плоскость формируемой поверхности, высокое качество шлифования, простоту конструктивного исполнения станка и возможность формирования вспомо5
0
гательных задних поверхностей при различных значениях угловых параметров зуба ПИПЫ )., 0, , .
Формула изобрет
е и и я
Способ заточки вспомогательных задних поверхностей зубьев пил, осна щенных пластинками твердого сплава, двумя чашечными шлифовальными кругами, при котором зуб пилы ориентируют относительно торцовых поверхностей кругов, разворачивают круги на угол заточки и производят заточку каяздого зуба пилы при относительном продольном движении подачи, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения заточки зубьев пил с различными угловыми параметрами, зуб пилы с иентируют поворотом на угол е вокруг точки, образованной пересечением проходящей через вершину зуба нормали к его передней
где
tge в 0
поверхности и направлением подачи при зтом величину угла в определяют по формуле
aiLtSJL+ ts,
t& itgy- tg угол меаду направлением по дачи и нормалью к передней поверхности зуба, проходящей через его вершину;
вспомогательный угол в плане;
задний угол вспомогательных
поверхностей;
передний угол, а угсш заточки при развороте кругов определяют по формуле
0, Т
cos
где /1
г
I-r-tSiJLz tsf, 1 + tgj + tgJe(,
угол, образованный торцо- вьми поверхностями кругов в плоскости, перпендикулярной направлению подачи.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки боковых сторон зубьев пил | 1987 |
|
SU1491629A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Способ заточки сверл | 1978 |
|
SU878506A2 |
| Способ заточки зуборезных головок | 1976 |
|
SU610660A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Станок для заточки пил | 1990 |
|
SU1743735A1 |
| Станок для заточки боковых граней зу-бьЕВ пил | 1979 |
|
SU850337A1 |
| Способ заточки боковых граней зубьев дисковых пил, оснащенных вставками с режущими элементами | 1987 |
|
SU1509282A1 |
| Способ заточки зубьев дереворежущих дисковых пил | 1988 |
|
SU1537423A1 |
| СПОСОБ ЗАТОЧКИ ЗУБЬЕВ ЛЕНТОЧНЫХ ПИЛ | 1992 |
|
RU2043184C1 |

вид 6
Плоскости /yjodojr6 oso перемещения
f/opf offb rt /rodepxffffffrfu зуЛг
Дual e/7rpaлt ffaA гтлосность f7u/ntf
(pus. it
/fartpoB ef/t/s ffpoefoatrvoeo ffSioneffM noffavu
