Изобретение относится к станко строению, касается изготовления ре жущего инструмента, и может быть ис пользов&но при заточке двузубых свер оснащенных пластинками твердого сплава.
Цель изобретения расширение технологических возможностей путем обес печения заточки сверл, оснащенных пластинками твердого сплава.
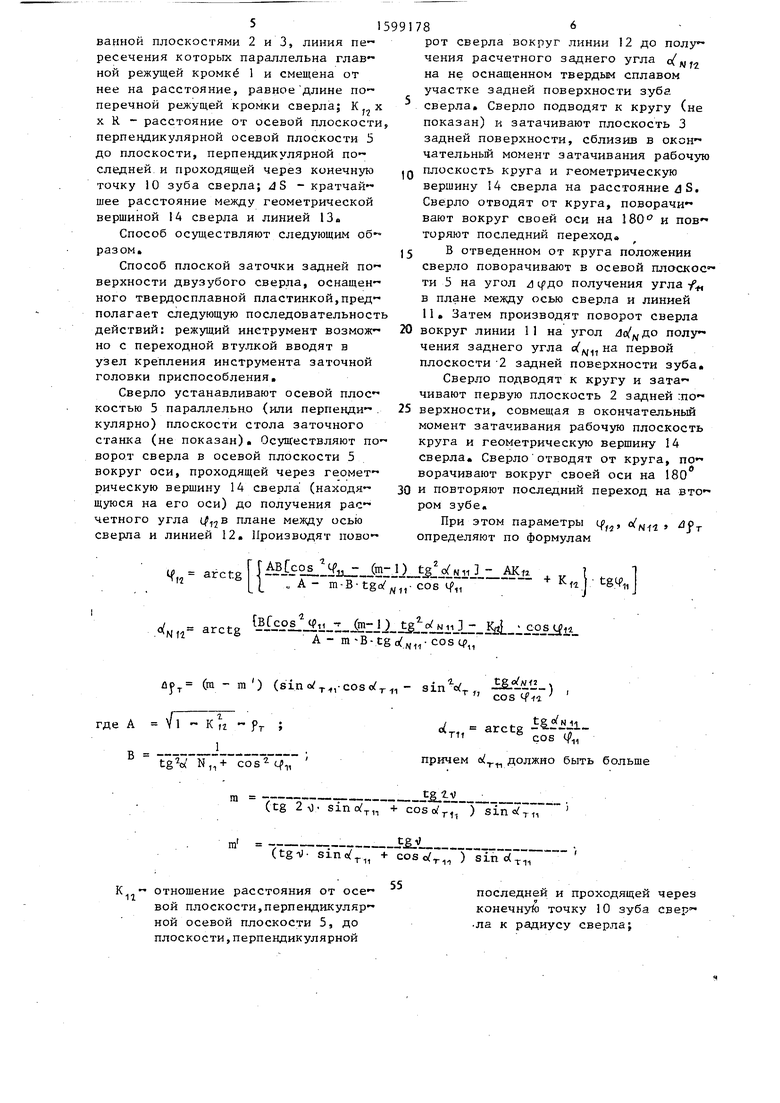
На фиг,1 изображена режущая часть двузубого сверла с двойной плоской заточкой, вид с торца; на фиг,2 режущая часть сверла (вид А на фиг,1 на фиг,3 - сечение Б-Б на фиг,2; на фиг,4 сечение В -В на фигi2,
На фиг,1 показана главная режущая кромка 1, первая плоскость 2 задней поверхности зуба (плоскость задней поверхности твердосплавной пластинки вторая плоскость 3 задней поверх- . ности (участок задней поверхности, не оснащенный твердым сплавом), Ли ния 4 пересечения плоскостей 2 и 3; осевая плоскость 5, проходящая че рез периферийную точку 6 зуба; тон кими линиями с прилегающей к ним штриховкой показано сечение 7 режу щей части сверла торцовой плоскостью 8, проходящей через периферийную точку 6 зуба (см, фиг,2), соответст вующее заточке, при которой линия 4 пересечения плоскостей 2 и 3 задней поверхности проходит через вершину сверла параллельно главной режущей кромке 1, и действительное сечение 9 режущей части той же торцовой плос костью 8, соответствующее заточке, при которой линия 4 пересечения плос костей 2 и 3 занимает положение,сме щенное к конечной точке 10 зуба на половину толщины сердцевины сверла (половину толщины твердосплавной пластинки)с
На фиг,2 показаны линия 11 пере сечения первой плоскости 2 с осевой плоскостью 5; линия 12 пересечения второй плоскости 3 с осевой плоское тью 5 при заточке с линией пересече ния плоскостей 2 и 3, проходящей че рез. вершину сверла; линия 13 пересе чения второй плоскости 3 при заточке с линией пересечения плоскостей 2 и 3, занимающей смещенное относительно оси положение; геометрическая верши на 14 сверла.
На чертежах приняты следующие обозначения: -J- угол наклона проек
5
O 5 Q д
Q
5
ции главной режущей кромки 1 на торцовую плоскость 8 к осевой плоскости Г1 торцовый задний угол в сечении зуба торцовой плоскостью на первой плоскости 2 его задней поверхности; принимаемьш задний угол на первой плоскости 2 задней поверхности зуба, измеренный по нормали к линии 11 пересечения указанной плоскости с осевой плоскостью 5; V, расчетный задний угол на второй плоскости 3 (на не. оснащенном твердым сплавом участке), задней поверхности, измеренной по нормали к линии 12 (или 13) пересечения указанной плоскости (участка)с осевой плоскостью 5; (f - принимаемый угол в плане, измеренный между осью сверла и линией 11 пересечения первой плоскости 2 задней поверхности зуба (плоскости задней поверхности твердосплавной пластинки) с осевой плоскостью 5; If,2 - расчетный угол в плане, измеренный между осью сверла и линией 12 пересечения второй плоскости 3 задней поверхности зуба с осевой плоскостью 5; К радиус сверла; р R - проекция на торцовую плоскость расстояния между точками, образованными пересечением плоскости, проходящей через конечную точку 10 затачиваемого зуба сверла, перпендикулярно осевой плоскости 5 и параллельно оси сверла, с прямыми, одна из которых образована, пересечением проходящей через периферийную точку 6 главной режущей кромки 1 торцовой плоскости В с задней поверхностью сверла,сформированной двумя плоскостями, линия пересечения которых проходит через геометрическую вершину 14 сверла параллельно главной режущей кромке 1, а вторая прямая образована пересечением указанной торцовой плоскости 8 с задней поверхностью, сформированной плоскостями 2 и 3, линия пересечения которых параллельна главной режущей кромке 1 и смещена от нее на расстояние, равное толщине сердцевины сверла; р R - проекция на торцовую плоскость расстояния от конечной .точки 10 -зуба сверла до точки пересечения плоскости, проходящей через ко.нечную точку 10 затачиваемого зуба сверла перпендикулярно осевой плоскости 5, с прямой, образованной пересечением торцовой плоскости 8 с задней поверхностью, сформиро-
51
ванной плоскостями 2 и 3, линия пе ресечения которых параллельна глав ной режущей кромке 1 и смещена от нее на расстояние, равное длине поперечной режущей кромки сверла; К х X R - расстояние от осевой плоскости перпендикулярной осевой плоскости 5 до плоскости, перпендикулярной последней и проходящей через конечную точку 10 зуба сверла; JS - кратчай шее расстояние между геометрической верщиной IA сверла и линией 13«
Способ осуществляют следующим об- разом,
Способ плоской заточки задней поверхности двузубого сверла, оснащенного твердосплавной пластинкой,предполагает следующую последовательност действий: режущий инструмент возмож но с переходной втулкой вводят в узел крепления инструмента заточной головки приспособления.
Сверло устанавливают осевой плос костью 5 параллельно (или перпенди- . кулярно) плоскости стола заточного станка (не показан). Осуществляют поворот сверла в осевой плоскости 5 вокруг оси, проходящей через геометрическую вершину 14 сверла (находя- щуюся на его оси) до получения расчетного угла (/,2 в плане между осью сверла и линией 12, Производят пово786
рот сверла вокруг линии 12 до полз чения расчетного заднего угла c(.f,, на не оснащенном твердым сплавом участке задней поверхности зуба сверла. Сверло подводят к кругу (не показан) и затачивают плоскость 3 задней поверхности, сблизив в окончательный момент затачивания рабочую плоскость круга и геометрическую вершину 14 сверла на расстояние лS, отводят от круга, поворачивают вокруг своей оси на 180 и пов торяют последний переход
В отведенном от круга положении сверло поворачивают в осевой пласкос ти 5 на угол А получения угла / в плане между осью сверла и линией 11, Затем производят поворот сверла вокруг линии 1 1 на угол uo(RO полу чения заднего угла о на первой плоскости -2 задней поверхности зуба.
Сверло подводят к кругу и затачивают первую плоскость 2 задней :по верхности, совмещая в окончательный момент затачивания рабочую плоскость круга и геометрическую верщину I4 сверла. Сверло отводят от круга, поворачивают вокруг своей оси на 180 и повторяют последний переход на вто ром зубе.
При этом параметры qj, oif , определяют по формулам

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Способ плоскостной заточки сверл | 1986 |
|
SU1504065A1 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЁРЛ (ВАРИАНТЫ) | 2002 |
|
RU2215639C1 |
| Способ заточки сверл | 1979 |
|
SU774921A1 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| Способ заточки сверл | 1983 |
|
SU1162573A1 |


Изобретение относится к станкостроению, в частности к изготовлению режущего инструмента, и может быть использовано при заточке двузубых сверл, оснащенных пластинками твердого сплава. Цель изобретения - расширение технологических возможностей путем обеспечения заточки сверл, оснащенных пластинками твердого сплава. Заточенное сверло имеет плавную режущую кромку 1 и заднюю поверхность, образованную двумя плоскостями 2 и 3, пересекающимися по линии 4. Линия 4 параллельна плавной режущей кромке 1 и смещена относительно нее на толщину твердосплавной пластины. Перед заточкой осевую плоскость сверла, проходящую через периферийную точку 6 зуба сверла, располагают перпендикулярно (или параллельно) плоскости стола заточного станка. Сверло ориентируют поворотами в осевой плоскости 5 и вокруг линии пересечения осевой и затачиваемой плоскостей. Сначала формируют плоскость 3 задней поверхности (участок задней поверхности, не оснащенный твердым сплавом), затем плоскость 2. Движение деления при переходе к заточке второго зуба производят поворотом сверла на 180°. Параметры заточки определяют по расчетным формулам. 4 ил.
If, arcr.gfIMf01.()tg VNliJ I AKn ... , , 1 ,, 41 .. А- m-B.tgc.coscfi, - - K,,j;tgtf,,J
.Ntl
Jl5°l.J n 3«j }lJJ lBl °LiirJ Z KgL l sj;fn A - m-B-cgof.
15), (m-m ) (sin o/,,.cos0,,- ginV,, .) ,
cos Ч-Г1
где
A Vl - KJz - J ;
В
tgV N,,+ ,
п,
(tg 2), .,,+ )
m
(tgn).
..
Sino + COS )
- отношение расстояния от осе вой плоскости,перпендикулярной осевой плоскости 5, до плоскости,перпендикулярной
c,, arctg cos (11
причем d,. должно быть больше
55
последней и проходящей через конечную точку 10 зуба свер ла к радиусу сверла;
отношение расстояния от ко нечной точки 10 зуба сверла до точки пересечения плоское- ти,проходящей через конечную точку 10 затачиваемого зуба сверла перпендикулярно осевой плоскости 5 с прямой,образованной пересечением торцовой плоскости 8 с задней поверх ностью,сформированной плоское тямн 2 и 3,линия пересечения которых параллельна главной режущей кромке 1 и смещена от нее на расстояние,равное тол щине сердцевины сверла, к радиусу сверла, , Ao(f и uS определяют по фор- .
10
20
лц мулам
u(f Vn ii о(t . S 4f -R-tg .
После заточки получают заднюю по 25 верхность на каждом зубе сверла с линией пересечения первой и второй затылочных плоскостей, параллельной главной режущей кромке и смещенной относительно оси сверла к конечной ЗО точке зуба на расстояние, равное половине толщины сердцевины сверла (или половине толщины твердосплавной пластинки)о
Предлагаемый способ заточки позво- ,- лит обеспечить изготовление зубьев сверл с формой, рациональной для сверл, оснащенных твердосплавными пластинами, и оптимальной геометри- . ей в зависимости от обрабатываемого Q материала, позволяющей производить раздельное шлифование стального корпуса сверла и твердосплавной пластины . .
45
Ф. ормула изобретения
Способ плоскостной заточки спиральных сверл, при котором проходящую через периферийную точку главной ре- JQ жущей кромки осевую плоскость сверла располагают перпендикулярно или параллельно плоскости стола заточного станка, перед заточкой каждой плоскости производят ориентацию сверла 5 поворотом его в осевой плоскости для образования угла в плане и вокруг линии пересечения осевой и затачиваемой плоскостей для образования
15991788
расчетного заднего угла, вводят свер- ло в контакт с рабочей поверхностью шлифовального круга и перемещают сйерло в направлении подачи, а формирование каждой плоскости задней поверхности на втором зубе производят после поворота сверла вокруг своей оси на 180°, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения заточки сверл, оснащенных пластинками твердого сплава, вначале производят заточку не оснащенного твердым сплавом участка задней поверхности зуба сверла, при этом перемещение сверла в направлении подачи прекращают по достижении расстояния между геометрической вершиной сверла и рабочей поверхностью шлифовального круга, равного величине ЛЗ, которую определяют по формуле
15
ЛЗ R-tg
где R лр,
радиус сверла;- расчетная величина, равная отношению длины проекции на торцовую гшоскость прямой, соединяющей точки,образованные пересечением плоскости, проходящей через конечную точку затачиваемого зуба сверла, перпендикулярно осевой плоскости и параллельно оси сверла, с прямыми,одна из KOTOpbix образована пересечением проходящей через периферийную точку главной рекушей кромки торцовой плос кости с задней поверхностью сверла, сфЪрмированной двумя плоскостями,линия пересечения которых проходит через геометрическую вершину сверла параллельно главной режущей кромке,а вторая прямая образована пересечением указанной торцовой плоскости с задней поверхностью,сформированной плоскостями,линия пересечения которых параллельна главной режущей кромке и смещена от нее на расстояние, равное толщине сердцевины сверла,к радиусу сверла;
расчетный задний угол на не оснащенном твердым сплавом участке задней поверхности
ЛЗ R-tg
де R лр,
радиус сверла;- расчетная величина, равная отношению длины проекции на торцовую гшоскость прямой, соединяющей точки,образованные пересечением плоскости, проходящей через конечную точку затачиваемого зуба сверла, перпендикулярно осевой плоскости и параллельно оси сверла, с прямыми,одна из KOTOpbix образована пересечением проходящей через периферийную точку главной рекушей кромки торцовой плос кости с задней поверхностью сверла, сфЪрмированной двумя плоскостями,линия пересечения которых проходит через геометрическую вершину сверла параллельно главной режущей кромке,а вторая прямая образована пересечением указанной торцовой плоскости с задней поверхностью,сформированной плоскостями,линия пересечения которых параллельна главной режущей кромке и смещена от нее на расстояние, равное толщине сердцевины сверла,к радиусу сверла;
расчетный задний угол на не оснащенном твердым сплавом участке задней поверхности
сверла,измеренньй по нормали к линии пересечения указанного участка и осевой плоскости,
а ориентацию сверла перед заточкой плоскости задней поверхности твердосплавной пластины осуществляют по следующим параметрам, определяемьм по формулам:
й( C fj- fi, , dc/ , -t/N-fi
где л ( к 0/ углы поворота сверла в осевой плоскости и во- круг линии пересечения затачиваемой и осевой плоскостей соответственно;
PI, угол в плане,измеренный между осью сверла и линией пересечения плоскости задней поверхности твердосплав-
13
10
599178 О
ной пластинки с осью
сверла;
cf - расчетный угол в плане, измеренный между осью сверла и линией пересечения не оснащенного твердым сплавом участка задней поверхности сверла с осевой плоскостью;
(/fj, - задний угол на плоскости задней поверхности твердосплавной пластинки, измеренньй по нормали к линии пересечения указанной и осевой плоскостей;
причем при заточке сверла перемещение его в направлении подачи производят до совмещения геометрической вершины сверла с рабочей поверхностью шлифовального круга.
15
20
8
11
Фи.2
N12
Фиг.Ь
Фиг. 4
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
