Изобретение относится к станкостроению, касается инструментального производства и может быть использовано для заточки зубьев ленточных пил.
Известен способ заточки зубьев ленточных пил, заключающийся в закреплении их на каретке станка с применением основных и дополнительных перемещений в продольном и поперечном направлениях, ориентации одного из зубьев относительно передней плоскости абразивного круга и последующей обработки передней грани зуба [1]
К недостаткам рассматриваемого способа относятся низкая производительность заточки зубьев и невысокая точность обработки, определяемая точностью делительного устройства.
Наиболее близким к предлагаемому является способ заточки ленточных пил, заключающийся в обработке пакета пил, установленных в барабане, с предварительным базированием пил в пакете и обработкой за счет возвратно-поступательного перемещения шлифовального круга с дискретной продольной подачей на шаг обработки [2]
Недостатком указанного способа является сравнительно низкая производительность заточки пил вследствие больших затрат времени на вспомогательные перемещения инструмента.
Целью изобретения является повышение производительности заточки пил.
Это достигается тем, что в способе заточки ленточных пил, собранные в пакеты ленточные пилы устанавливают в барабане с предварительным ориентированием передней грани одного из зубьев каждой пилы относительно торца инструмента и относительно оси поворота барабана, обрабатывают вращающимся и перемещающимся шлифовальным кругом, пилы устанавливают на барабане таким образом, что их зубья располагаются по винтовой линии с шагом, равным шагу пилы, и сообщают барабану непрерывную круговую подачу, кинематически связанную с продольной подачей шлифовального круга вдоль оси барабана, определяемой зависимостью
Sn k ˙ t, где k количество последовательно расположенных кольцевых формообразующих профилей на шлифовальном круге;
t шаг расположения зубьев затачиваемой пилы.
Кроме того, если первые зубья пил расположены по винтовой линии с шагом, равным продольной подаче шлифовального круга вдоль оси барабана, пилам сообщают непрерывную круговую подачу, кинематически связанную с продольной подачей шлифовального круга, кратной шагу зубьев затачиваемой пилы.
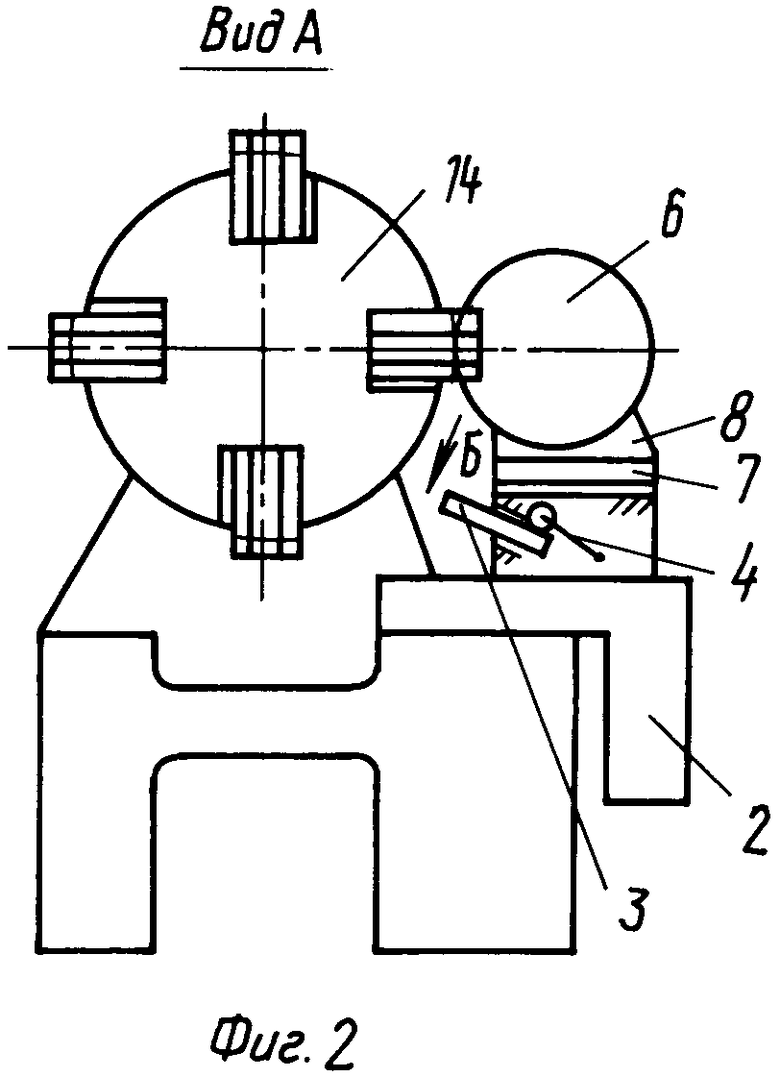
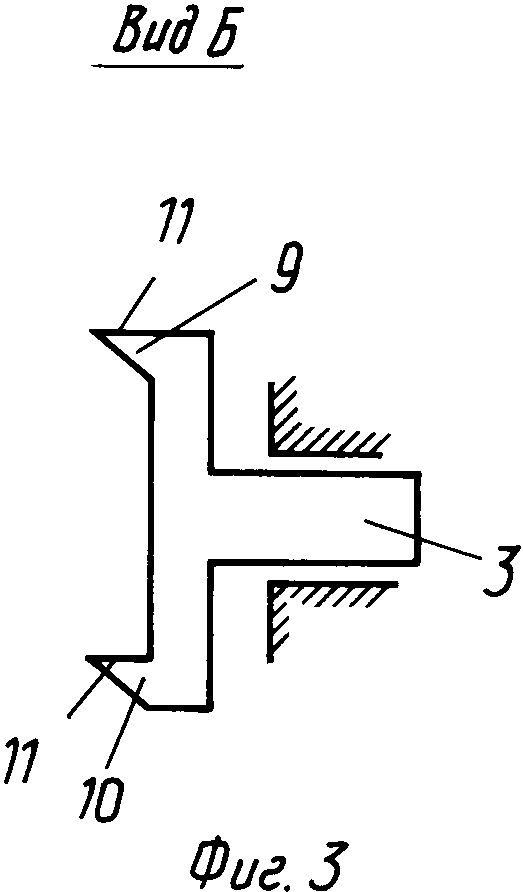
На фиг.1 показана схема реализации рассматриваемого способа на модернизированном токарном станке; на фиг.2 вид по стрелке А на фиг.1; на фиг.3 вид по стрелке Б ориентирующего устройства, вид в плане на фиг.2.
Реализация предлагаемого метода заточки ленточных пил представлена на станке, который состоит из токарного станка 1, настроенного на нарезание резьбы с шагом
Sn k ˙t, где k количество последовательно расположенных кольцевых формообразующих профилей на шлифовальном круге;
t шаг расположения зубьев затачиваемой пилы.
Кроме того, если первые зубья пил расположить по винтовой линии с шагом, равным продольной подаче шлифовального круга, вдоль оси барабана и при круговой непрерывной подаче пил производить затачивание, можно повысить при этом производительность процесса. Необходимо соблюдать условие кратности продольной подачи шагу зубьев пилы.
На суппорте 2 станка 1 размещены ориентирующее устройство 3 с механизмом 4 перемещения и фиксации его и шлифовальная головка 5 со шлифовальным кругом 6 на поперечных салазках 7, которые установлены на механизме 8 угловой установки головки 5.
Механизм 8 угловой установки используется в том случае, когда возникает необходимость углового разворота шлифовальной головки 5 на угол β, определяемый параметрами обработки. Однако в большинстве случаев принимают угол β 0, т.е. ось круга параллельна оси вращения барабана, и вносят соответствующую коррекцию в формообразующий контур инструмента.
Ориентирующее устройство 3 представляет собой вилку с двумя ножами 9 и 10, имеющими форму впадины между зубьями у пил, расстояние между базирующими поверхностями которых кратно шагу t зубьев затачиваемых пил. Базирующие поверхности 11 ориентирующего устройства 3 координированы относительно торца шлифовального круга 6. Кроме того, для повышения точности установки пил в пределах одного пакета, т.е. расположения их зубьев по винтовой, ножи 9 и 10 по ширине пакета выполнены в виде участков винтовой с шагом t. В центрах 12 и 13 установлен барабан 14 с зажимными устройствами 15. Вращение на барабан 14 передается через поводковое устройство 16.
Заточка ленточных пил осуществляется следующим образом.
Ориентирующее устройство 3 установлено механизмом 4 в положение настройки. Пакеты полотен пил, расположенные в барабане 14, подводят к ориентирующему устройству 3. При этом полотна поджимаются к ножам 9 и 10 межзубовыми пространствами и базируются в осевом направлении поверхностями 11 по винтовой линии. Выставленные полотна зажимают устройствами 15. Затем ориентирующее устройство 3 отводится в исходное положение. Барабан 14 поворачивают в позицию для ориентирования следующего пакета и цикл установки повторяется. Причем на станке 1 включена кинематическая цепь, настроенная на нарезание резьбы с шагом Sn. При повороте барабана 14 ориентирующее устройство 3 перемещается вместе с суппортом 2 по винтовой формообразующей линии, а так как шаг формообразующей линии, кратный шагу расположения зубьев пилы, то перемещение ориентирующего устройства 3 не влияет на точность настройки. После установки всех пакетов пил в барабане 14 шлифовальную головку 5 с кругом 6, установленную на механизме 8 угловой установки, по поперечным салазкам 7 перемещают на глубину обработки, затем включают вращение шлифовального круга 6 и продольную подачу Sn суппорта 2, кинематически связанную с вращением в центрах 12 и 13 барабана 14 через поводковое устройство 16. После завершения обработки шлифовальный круг 6 отводится в исходное положение, заточенные пилы выгружают из барабана 14, а на их место устанавливают пилы, подлежащие заточке. Цикл заточки повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ ПОЛОТЕН ПИЛ | 1992 |
|
RU2041033C1 |
| СПОСОБ ШЛИФОВАНИЯ ЗУБЬЕВ НОЖОВОЧНЫХ ПОЛОТЕН | 1995 |
|
RU2089357C1 |
| Станок для заточки боковых граней зу-бьЕВ пил | 1979 |
|
SU850337A1 |
| Станок для заточки круглых пил | 1983 |
|
SU1222440A1 |
| Станок для заточки ножовочных полотен | 1984 |
|
SU1187963A1 |
| Станок для заточки боковых сторон зубьев пил | 1987 |
|
SU1491629A1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ ЛЕНТОЧНЫХ ДЕЛИТЕЛЬНЫХ | 1967 |
|
SU205519A1 |
| Станок для заточки свеклорежущих ножей | 1977 |
|
SU680859A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИСКОВЫХ ПИЛ И НОЖЕЙ | 1996 |
|
RU2120359C1 |
Изобретение относится к станкостроению, касается инструментального производства и может быть использовано для заточки зубьев ленточных пил. Сущность изобретения: способ заточки заключается в том, что собранные в пакет ленточные пилы устанавливают в барабане 14 в зажимных устройствах 15 с помощью ориентирующего устройства таким образом, чтобы зубья пил располагались по винтовой линии с шагом, равным числу зубьев пилы, и сообщают барабану 14 непрерывную круговую подачу, кинематически связанную с продольной подачей шлифовальной головки 5, установленной на суппорте 2 станка 1, вдоль оси барабана. При этом положение ориентирующего устройства 3 предварительно согласовано с положением торца щлифовального круга 6. 1 з.п. ф-лы, 3 ил.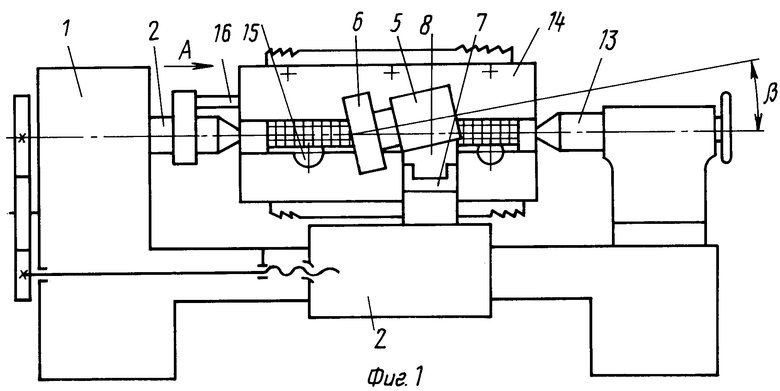
Sn k · t,
где k количество последовательно расположенных кольцевых формообразующих профилей на шлифовальном круге;
t шаг расположения зубьев затачиваемой пилы.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для заточки зубьев пил | 1983 |
|
SU1135572A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
