1
(21)А232859/25-08
(22)21.04.87
(46) 07.07.89. Бюл. № 25
(71)Витебское специальное конструкторское бюро зубообрабатывающих, шлифовальных и заточных станков
(72)А.П.Калугин, А.М.Зиндер, В.А.Торопов и М.Н.Конников
(53)621.923.6 (088.8)
(56)Авторское свидетельство СССР № 850337, кл. В 23 D 63/14, 1979.
(54)СТАНОК ДЛЯ ЗАТОЧКИ БОКОВЫХ СТОРОН ЗУБЬЕВ ПИЛ
(57)Изобретение относится к станкостроению и может быть использовано
в станках для заточки зубьев дисковых пил, оснащенных пластинками твердого сплава. Целью изобретения является расширение технологических возможностей и повышение производительности за счет -создания возможностей для обработки пил различных типоразмеров, а также за счет повышенной скорости инструментальных головок при обратном ходе. Ребро
V-образного выреза упора 55 устанавливают в ось М поворота пилодержа- теля и механизма деления. Для этого используется технологическая оправка, которая имеет U-образный выступ и коническую поверхность, сопрягаемую с коническим отверстием Е втулки 40. Ребро пересечения U-образного выступа технологической оправки находится в оси симметрии. Установив упор 55 в положение ориентации зуба 43 пилы 28 и зафиксировав упор 55, радиальным перемещением толкателя с помощью винта добиваются совмещения ребра упора 55 с ребром пересечения и-образного выступа технологической оправки, которая после этого убирается. R дальнейшем при установке затачиваемой пилы 28 с различными угловыми параметрами пила 28 ориентируется относительно шлифовальных кругов поворотом пилодержате- ля относительно оси М, при этом вершина зуба 43 всегда совмещается с этой осью. 1 з.п.ф-лы, 5 ил.
§
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки круглых пил | 1983 |
|
SU1222440A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| Устройство для заточки дисковых пил | 1989 |
|
SU1660873A1 |
| Устройство для заточки боковых граней зубьев инструмента | 1981 |
|
SU1006170A1 |
| Станок для заточки боковых граней зу-бьЕВ пил | 1979 |
|
SU850337A1 |
| Станок для заточки фрез | 1984 |
|
SU1248767A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИСКОВЫХ ПИЛ И НОЖЕЙ | 1996 |
|
RU2120359C1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| Устройство для заточки инструмента | 1981 |
|
SU1028452A1 |
Изобретение относится к области станкостроения и может быть использовано в станках для заточки зубьев дисковых пил, оснащенных пластинками твердого сплава. Целью изобретения является расширение технологических возможностей и повышение производительности за счет создания возможностей для обработки пил различных типоразмеров, а также за счет повышенной скорости инструментальных головок при обратном ходе. Ребро V - образного выреза упора 55 устанавливают в ось М поворота пилодержателя и механизма деления. Для этого используется технологическая оправка, которая имеет U - образный выступ и коническую поверхность, сопрягаемую с коническим отверстием Е втулки 40. Ребро пересечения U - образного выступа технологической оправки находится в оси симметрии. Установив упор 55 в положение ориентаций зуба 43 пилы 28 и зафиксировав упор 55, радиальным перемещением толкателя с помощью винта добиваются совмещения ребра упора 55 с ребром пересечения U - образного выступа технологической оправки, которая после этого убирается. В дальнейшем при установке затачиваемой пилы 28 с различными угловыми параметрами пила 28 ориентируется относительно шлифовальных кругов поворотом пилодержателя относительно оси М, при этом вершина зуба 43 всегда совмещается с этой осью. 1 з.п. ф-лы, 5 ил.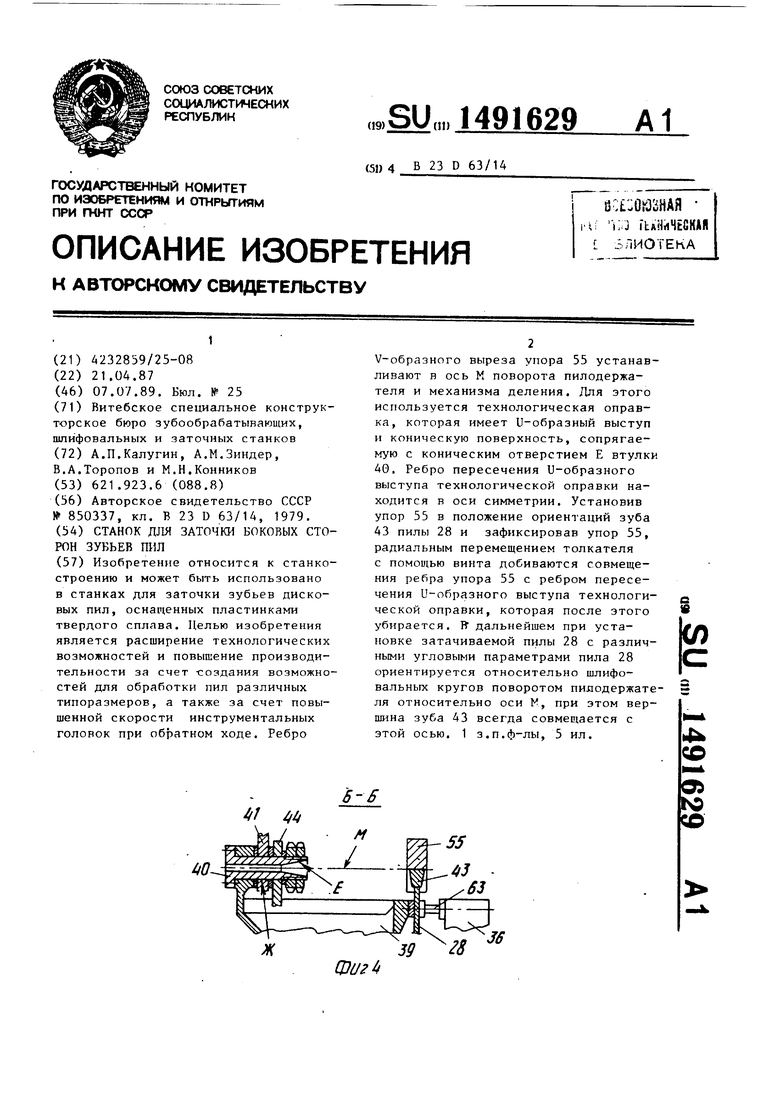
47 4
Фиг
39 28
31
Изобретение относится к станкостроению и может быть использовано в станках для заточки зубьев дисковых пил, оснащенных пластинками твердого сплава.
Целью изобретения является расширение технологических возможностей и повышение производительности за счет создания возможностей для обработки пил различных типоразмероп, а также за счет повышения скорости инструментальных головок при обратном ходе.
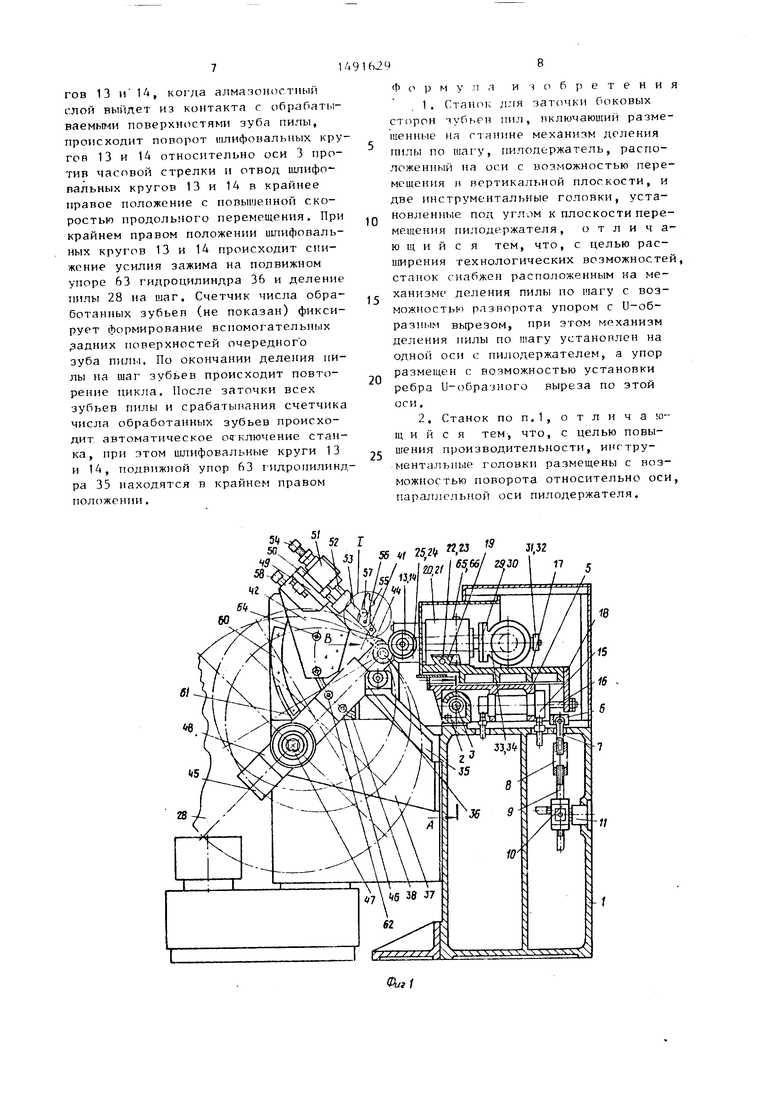
На фиг. 1 изображен станок, вертикальный разрез; на фиг. 2 - разре А-А на фиг. 1 по оси поворота шлифовальных головок; на фиг. 3 - .узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - вид В на фиг. 1 .
Станок для заточки боковых сторо зубьев пил содержит станину 1 с закрепленным в верхней плоскости кронштейном 2, в расточках которог установлена ось 3 с опорами 4 качения (фиг.2) поворота суппорта 5. Суппорт 5 в торцовой поверхности имеет жестко закрепленный кронштейн 6, который с помощью ,винта 7 и гайки 8 связан со штоком 9 гидроцилиндра 10 поворота суппорта 5. Гидроцилиндр 10 установлен шарнирно на кронштейне 11, жестко связанном со станиной 1.
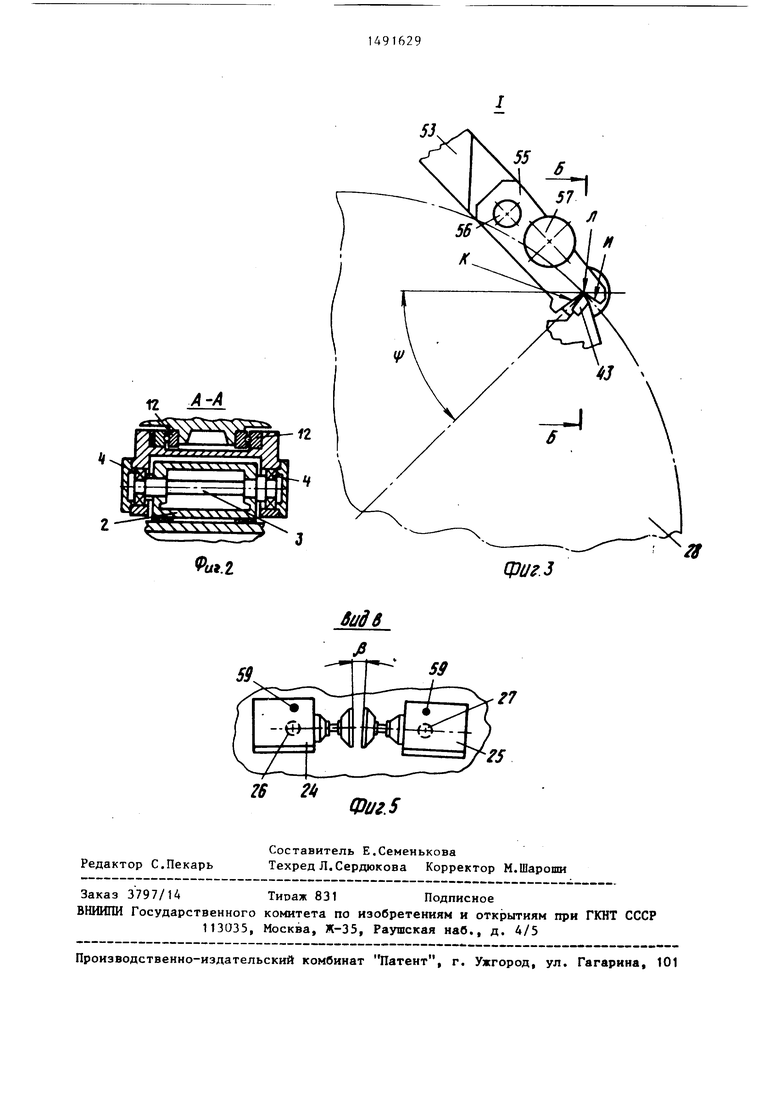
В верхней плоскости суппорт 5 имеет замкнутые направляющие 12 качения (фиг.2) продольного перемещения шлифовальных кругов 13 и 14 и гидроцилиндр 15, шток 16 которого связан с кареткой 17 суппорта 5 планкой 18. Каретка 17 в верхней части имеет поперечные направляющие 19, несуцие две шлифовальные голон- ки 20 и 21 и два соосно расположенных винта 22 и 23. Шпиндельные группы 24 и 25 шлифовальных головок 20 и 21 имеют возможность поворота относительно осей 26 и 27 (фиг.5) для установки торцов шлифовальных кругов 13 и 14 под различными угла- .ми р к вертикальной плоскости, параллельной торцовым поверхностям диска пилы 28 (фиг.З). На осях 26 и 27 (фиг.5) установлены кронштейны 29 и 30 приводов 31 и 32 главного движения. Шпиндельные группы 24 и 25 имеют гибкую связь с приводами 31 и 32 главного движения с помощью поликлиновой передачи 33,34,
0
5
629
К боковой стенке станка закреплен кронштейн 35, несущий гидроцилиндр 36 фиксации пилы 28 в цикле. К этой же стенке прикреплена тумба 37 с
круговым пазом 38 и кронштейном 39 (фиг.4). В расточке кронштейна 39 установлена втулка 40, имеющая коническое отверстие и наружную базиру ющую поверхность Ж. Коническое отверстие Е втулки 40 предназначено для базировки технологической оправки (не показана) при сборке станка, наружная базирующая поверхность Ж втулки 40 является базой расточки кронштейна 41 механизма 42 деления пилы 28 на шаг зубьев 43 и кронштейна 44 пилодержателя 45. Пилодержа- тель 45 имеет плиту 46, жестко связанную с кронштейном 44, относительно которой с помощью рукоятки 47 в радиальном направлении имеется возможность перемещения салазок 48 с установленной пилой 28.
Механизм 42 деления пилы 28 на шаг зубьев 43 имеет жестко связанную с кронштейном 41 плиту 49, имеющую направляющие 50, сопряженные с цилиндром 51, щток 52 которого соединен с толкателем 53. Гидроцилиндр 51 имеет регулируемый упор 54 верхнего положения толкателя 53, определяющий шаг зубьев пилы 28. Упор 55 (фиг.З), установленный на оси 56 толкателя 53, имеет U-образный вы5 рез, поверхности И и К которого образуют ребро Л. Откидной упор 55 толкателя 53 снабжен.кнопкой 57 фиксации.
Наладка станка и работа осущест0 вляются следующим образом.
Одна из основных операций при наладке станка состоит в установке ребра Л (фиг.З) U-образного выреза упора 55 в ось К (фиг.4) поворота
5 пилодержателя 45 и механизма 42 деления. Для этого используется технологическая оправка (не показана), которая имеет U-образный выступ и коническую поверхность, сопрягаемую
0 с коническим отверстием Е (фиг.З) втулки 40. Ребро пересечения U-образного выступа технологической оправки находится в оси симметрии. Установив упор 55 в положение ориен5 тации зуба 43 пилы 28 и зафиксировав упор 55 кнопкой 57, радиальным перемещением толкателя 53 с помощью винта 58 добиваются совмещения ребра Л упора 55 с ребром пересечения
5
и-обр аз но 14) выгтупа техиологичс сксм оправки. На корпус с г идропилин/пзл 51 и плите 49 в месте стыка наносится риска совмещения, и технологическая оправка убирается. При этом шток 52 гидроцилиндра 51 должен находиться в крайнем нижнем положении. В дальнейшем при установке затачиваемой пилы 28 с различными угловыми параметрами и габаритными размерами пила 28 ориентируется относительно шлифовальных кругов 13 и 14 поворотом пилодержателя 45 относительно оси М, при этом вершина зуба 43 всегда совмещается с это осью. Дадее в зависимости от величины углов поднутрения торцы шлифовальных кругов 13 и 14 разворачиваются на расчетный угол р(фиг.5). Фиксация шпиндельных групп 24, 25 осуществляется винтами 59. Установив упор 55 толкателя 53 в положени Ьриентации зубг 43 пилы 28 винтом 58 добиваются единой риски, совмещения на корпусе гидроцилиндра 51 и плите 49, при этом толкатель 53 должен находиться в крайнем нижнем положении. Пилодержатель 45 разворачивается относительно втулки 40 на требуемый расчетный угол ч , который устанавливается по ш але 60 и нониусу 61. Фиксация пилодержателя 45 осуществляется винтами 62. Затем установленную пилу 28 на пилодержа- тель 45 перемещают в радиальном направлении до совмещения вершины зуба 43 пилы 28 с ребром Л упора 53 толкателя 53. При этом подвижной упор 63 (фиг.4) гидроцилиндра 36 дожен находиться в крайнем отведенном положении. После ориентации зуба 43 пилы 28 производится ее зажим подвижным упором 63. Упор 55 отбрасывается и фиксируется кнопкой 57. При крайнем нижнем положении штока 32, несущего толкатель 53, с помощью винта 58 лезвие толкателя 53 совмещается с передней поверхностью зуба 43 пилы 28. Механизм 42 делени устанавливается в требуемое положение паворотом вокруг втулки 40 с последующей фиксацией винтами 64. Таким образом, при работе станка толкатель 33 будет подавать очередной зуб 4 под заточку в строго определенное положение относительно продольного перемещения шлифовальных кругов.
Регулируемым упором 54 механизма 42 деления пи.аы 28 ил шаг устанавли10
20
916296
кяе тгя не.чичинл Х(ч,) гч.чклтеля 53, (бсспечивакипггс jKiTioTy механизма при делении.
Поворотом ппифоПсЧ-мьных головок 20 и 21 относительно оси 3 с помо- гайки В угтпь авлипиется требуемое положение шлифовальных кругов относительно имеющего определенное положение зуба 43 пилы 28 по высоте. Регулируемым упором (не показан), установленным на поверхности суппорта 5, фиксируют установленное по высоте положение шлифо,g ва.чьных кругов 13 и 14. Регулируемом упором (не показан), установленным на верхней плоскости станины 1, устанавливают величину зазора между торцовыми поверхностями шлифовальных кругов 13 и 14, и обработанными поверхностями зуба 43 пилы 28 при обратном ходе шлифовальных кругов 13 и 14 с повьш1енной скоростью. Перемещением шлифовальных го25 ловок 20 и 21 с помощью двух соосно расположенных винтов 22 и 23 устанавливается необходимая величина ширины зуба 43 пилы 28. Фиксация шпиндельных головок 20 и 21 производится винтами 65 и 66.
Принцип работы станка заключается в получении заданных углов поднутрения на зубе 43 перемещением параллельно торцбвым поверхностям диска пилы 28 двух шлифовальных кругов
35 13 и 14, торцы которых развернуты на расчетный угол fo . При этом зуб 43 пилы развернут так, что передняя поверхность зуба составляет с направлением перемещения шлифовальных
0 кругов определенный угол. Заточка зубьев пилы осуществляется в автоматическом цикле, съем всего припуска с зуба пилы осуществляется за один ход шлифовальных кругов. Установка,
5 ориентация и снятие пилы после заточки осуществляется вручную.
С нажатием кнопки Пуск цикл .поворотом по часовой стрелке вокруг оси 3 с помощью гидроцилиндра 10
50 шлифовальные круги 13 и 14 занимают, рабочее положение и с рабочей скоростью перемещаются влево по направляющим 12 продольного перемещения,. Происходит формирование вспомо55 гательных задних поверхностей зуба 43 пилы 28, при этом гидроцилиндр 36 фиксации пилы 28 в цикле развивает наибольшее усилие зажима. В крайнем левом положении шлифовальньгаэ кру30
гов 13 и 1А, когда алмазоностный слой выйдет из контакта с обрабатываемыми поверхностями зуба пилы, происходит поворот шлифовальных кругов 13 и 1А относительно оси 3 против MacoBofi стрелки и отвод шлифо пальных кругов 13 и 14 в крайнее правое положение с повышенной скоростью продольного перемещения. При крайнем правом положении шлифовальных кругов 13 и 14 происходит снижение усилия зажима на подвижном упоре 63 гидроцилиндра 36 и деление пилы 28 на шаг. Счетчик числа обработанных зубьев (не показан) фиксирует формирование вспомогательных задних поверхностей очередного зуба пилы. По окончании деления пилы на шаг зубьев происходит повторение пикла. После заточки всех зубьев пилы и срабатывания счетчика числа обработанных зубьев происходит автоматическое о гключение станка , при этом шлифовальные круги 13 и 14, подвижной упор 63 гидропилинд- ра 35 находятся в крайнем правом положе1П1И.
60
5
0
5
Ф о р м у л ,ч и ч С1 б р е т е н и я
2, Станок по п.1, о т л и ч а ю- щ и и с я тем, что, с целью повышения производительности, ингтру- менталып11е головки размещены с возможностью поворота относительно оси, парао и елы1ой оси пилодержателя.
2223
19
1в
15
-16 - б
JU V
за л
-f
аг.2
St/дв
59
ЦЗиг.
Фиг. 5
