Фиг, г
Изобретение относится к обработке материалов резанием, а именно к устройствам- для закрепления деталей, ис- пользуемым на автоматическом металлорежущем оборудовании.
Цель изобретения - повышение надежности закрепления деталей.
На фиг. 1 изображено устройство общий вид; на фиг. 2 - устройство, продольный разрез.
Устройство состоит из корпуса 1 с вмонтированной в него гильзой 2 при- водного цилиндра, к которой прикреп- лены крьшки 3 и 4. Внутри гильзы 2 располагается неподвижный поршень 5. Сквозь поршень 5 проходит ступенча- тый шток 6, к свободному концу кото- рого прикреплен прихват 7. На гильзе 2 нарезана зубчатая рейка 8, взаимодействующая с валом - шестерней 9, к которому прикреплена подводимая
опора - поворотный профилированный кулачок 10,-рассчитанньлй таким образом, чтобы предотвращать заклинивание. В устройстве образованы две рабочие полости: правая 11 и левая 12. Поршень 5 закреплен относительно корпуса 1 с помощью штифта 13, про- ходящего через полость 14, выполненную в цилиндрической поверхности гильзы 2, при этом конец штифта 13 взаимодействует со стенками вьтолнен- ного в штоке 6 шпоночного паза 15. Рабочая поверхность 16 поворотного кулачка 10 выполнена по спирали Архимеда.
Устройство работает следующим образом.
При подаче масла в полость 11 устройства за счет неподвижного закрепления поршня 5 и разности в диаметрах ступенчатбго штока 6 (d, d) гильза 2 с закрепленнйми на ней крьш- ками 3 и 4 перемещается вправо, а стут1енчать1Й шток 6 с закрепленным на нем прихватом 7 - влево.
При этом возможны два варианта работы устройства.
Первый вариант, когда гильза 2, дойдя до неподвижного поршня 5, провернет вал-шестерню 9, установит кулачок 10 в рабочее положение и после этого ступенчатый шток 6 прихватом 7 . подожмет деталь к кулачку 10.
Второй вариант, когда ступенчатый шток 6 упирается в неподвижный поршень 5 и прихватом 7 перемещает деталь, прсле чего гильза 2 дойдет до неподвижного поршня 5 и установит кулачок в рабочее положение. При этом J деталь под воздействием усилия, развиваемого гильзой 2, которое значительно превьшает усилие, развиваемое атоком 6, смещается в требуемое положение.
При поступлении масла в полость 12 п1Тоисходит разжим обрабатываемой детали, кулачок 10 и прихват 7 возвращаются в исходное положение, при 5 этом деталь не смещается.
ФормулаизобретенияУстройство для закрепления дета- - лей, содержащее корпус с подводимой опорой и кинематически связанный с прихватсж и выполненный в виде гильзы, поршня и штока приводной цилиндр, отличающееся тем, что, с целью пов.ышения надежности зажима деталей, поршень закреплен относительно корпуса посредством штифта, а шток и гильза установлены с возможностью перемещения относительно поршня, при этом в цилиндрической поверх- ности гильзы выполнена предназначенная для размещения штифта полость, в штоке - шпоночный паз, стенки которого предназначены для взаимодействия со штифтом, причем подводимая опора выполнена, в виде профилированного по спирали Архимеда поворотного кулачка.и кинематически связана с гильзой приводного цилиндра.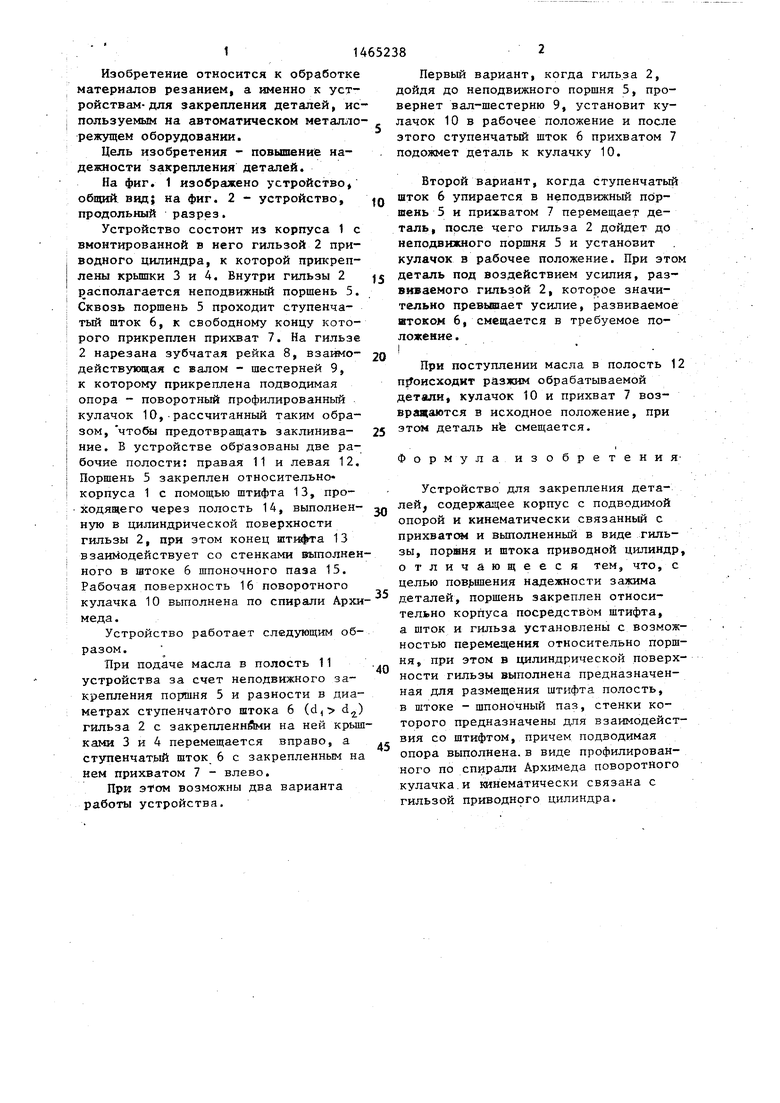
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ДВИГАТЕЛЬ | 2000 |
|
RU2176747C2 |
| ПЛАНЕТАРНЫЙ МОТОР-КОМПРЕССОР | 1993 |
|
RU2095578C1 |
| Распределительно-демпфирующий агрегат управления | 1991 |
|
SU1810230A1 |
| Станок для обработки оптических деталей | 1983 |
|
SU1151430A2 |
| ПОЛУАВТОМАТ ДЛЯ СНЯТИЯ ИЗОЛЯЦИИ С ЭЛЕКТРИЧЕСКОГО ПРОВОДА | 1991 |
|
RU2034389C1 |
| Самоцентрирующий патрон | 1983 |
|
SU1136894A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| ИНТЕГРАЛЬНЫЙ РУЛЕВОЙ МЕХАНИЗМ | 2000 |
|
RU2248901C2 |
| Барабан к станку для двухстадийной сборки покрышек пневматических шин типаър | 1972 |
|
SU448964A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
Изобретение относится к области обработки металлов резанием, а именно к устройствам для закрепления деталей на автоматическом металлорежущем оборудовании. Изобретение позволяет повысить надежность зажима деталей. В корпусе 1 с возможностью перемещения относительно поршня 5 установлены гильза 2 и ступенчатый шток 6. Поршень 5 неподвижно закреплен в корпусе 1 с помощью штифта 13, проходящего через полость 14 гильзы 2 и взаимодействующего со стенками шпоночного паза 15 в штоке 6.Подводимая опора выполнена в виде поворотного кулачка с профилированной по спирали Архимеда рабочей поверхностью. На штоке 6 закреплен прихват 7,а гильза 2 кинематически связана с подводимой опорой. При подаче масла в полость 14 гильза 2 перемещается вправо, а шток 6 с прихватом 7 - влево, производя закрепление детали с подводом к ней поворотного кулачка. 2 ил. i (Л с
Фи. 1
| Ансеров М.А | |||
| Приспособления для металлорежущих станков | |||
| - Л.: Машиностроение, 1975, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
