Изобретение относится к машиностроению и предназначено для управления процессом электронно-лучевой сварки преимущественно никелевых жаропрочных сплавов.
Цель изобретения - повышение качества сварных швов путем уменьшения нестабильности глубины проплавления.
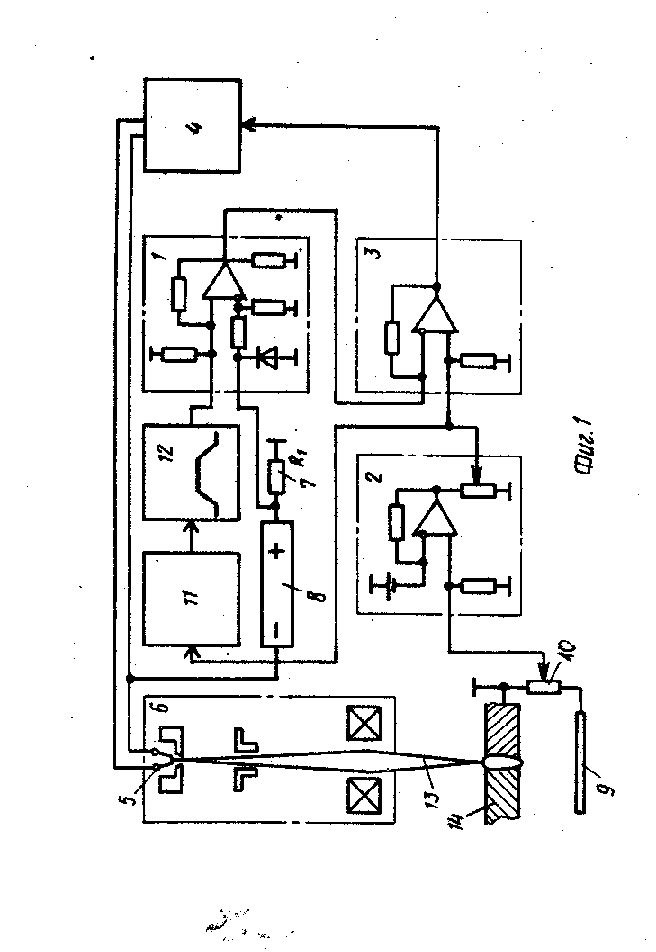
На фиг. 1 изображена функциональная схема реализации способа; на фиг. 2 показаны графики токов в различных точках устройства, поясняющие принципы работы схемы.
Устройство для осуществления способа электронно-лучевой сварки содержит стабилизатор 1 тока луча и компаратор 2 сквозного тока, выходы которых подключены соответственно к первому и второму входам сумматора 3. Выход сумматора 3 подключен к блоку накала 4 катода 5 пушки 6. Для контроля тока луча использован датчик 7 тока луча в виде резистора R1, установленного последовательно с источником 8 ускоряющего напряжения, подключенного к катоду 5.
Датчик 9 тока сквозного проплавления нагружен на переменный резистор 10, движок которого подключен к входу компаратора 2. К выходу компаратора 2 подключены последовательно соединенные одновибратор 11 и устройство 12 ввода-вывода, выход которого подключен к неинвертирующему входу стабилизатора 1, в то время как его инвертирующий вход связан с выходом датчика 7 тока луча. Электронный пучок 13 сваривает изделие 14.
Сущность способа заключается в следующем.
Задают ток луча исходя из технологических условий на данный материал и толщину. Обеспечивают его поддержание на заданном уровне источником 8 ускоряющего напряжения с помощью стабилизатора 1 тока луча посредством сумматора 3 и блока накала 4 катода 5. Значение тока луча, снимаемое с сопротивления R1 и подаваемое на инвертирующий вход в стабилизатор 1, поддерживается в стабилизаторе постоянным и служит эталонным напряжением сумматора 3.
Электронный пучок 13, проходя через изделие 14, попадает на датчик 9 тока сквозного проплавления, при этом величина сквозного тока поступает на компаратор 2. В компараторе 2 формируются прямоугольные импульсы управления Iупр из импульсов сквозного тока Iскв, как показано на участках а и b. Длительность импульсов управления Iупр задают равной длительности импульсов тока сквозного проплавления, амплитуду импульсов управления выбирают экспериментально из условия уменьшения провисания корня шва в виде капель и исходя из напряжения питания компаратора. Сигнал с выхода компаратора 2 подают на второй вход сумматора 3, на первый вход которого подают напряжение с выхода стабилизатора 1 тока луча. В процессе сварки контролируют ток луча, подавая его на один из входов стабилизатора 1, выделяя среднюю составляющую Iср тока луча. Неинвертирующий вход стабилизатора 1 подключен к устройству 12 ввода-вывода, выходное напряжение которого определяет величину тока луча Iл. Увеличение выходного напряжения устройства 12 ввода-вывода вызывает увеличение тока луча Iл. При появлении сквозного тока импульс компаратора 2 включает одновибратор 11, который выключает устройство 12 ввода-вывода, уменьшая ток луча. При отсутствии сквозного тока одновибратор переходит в исходное состояние, а устройство 12 ввода-вывода увеличивает ток луча.
При появлении сквозного тока ограничивают одновибратором 11 ток луча. Диапазон изменения напряжения на неинвертирующем входе стабилизатора 1 не превышает 2% и определяется временем ввода-вывода тока луча. Этим обеспечивают изменение тока луча в диапазоне от максимального до минимального значения.
Таким образом, стабилизатор 1 тока луча автоматически поддерживает заданное значение среднего тока луча, которое является эталонным напряжением сумматора 3. На входы сумматора 3 подают и в нем сравнивают две переменных величины, одна из которых медленно меняющаяся (средняя составляющая Iср тока луча, которую уменьшают, как показано на фиг. 2, на участках а и b, а вторая - импульс Iупр управления, которая изменяется на порядок быстрее. Разность этих величин с выхода сумматора выводят на блок накала, изменяя в обратной зависимости ток луча.
Способ управления электронно-лучевой сваркой и устройство для его осуществления были опробованы при сварке никелевого сплава типа ЭП 708 толщиной 8 мм. Сварка производилась на установке ЭЛУ-5, снабженной энергоблоком БЭП, при ускоряющем напряжении 60 кВ с заданным током луча 24 мА. При этом скорость сварки составляла 7 м/ч. Ток луча контролировался в стабилизаторе и ограничивался частотой 20 Гц, при этом диапазон колебаний тока не превышал 2% .
Достоинством способа является возможность сварки никелевых сплавов с обратным формированием шва с уменьшением нестабильности амплитуды глубины проплавления до величин не более 1% . Для сварки не требуется стабилизированного оборудования. Устройство не требует дополнительной регулировки при смене режима сварки. Система управления компенсирует внешние возмущения в виде помех по питающей сети. Система управления может работать как в режиме сквозного проплавления, так и без него. Обратное формирование шва стабильно без существенного провисания шва. При этом система управления не вносит дополнительных колебаний тока луча, благодаря двуступенчатому регулированию тока. (56) Заявка Японии N 57-39879, кл. В 23 К 15/00, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки материалов лучом заряженных частиц | 1981 |
|
SU1021087A1 |
| Способ контроля процесса сварки плавлением | 1983 |
|
SU1125861A1 |
| Способ электронно-лучевой сварки | 1982 |
|
SU1089863A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Способ слежения за линией стыка при электронно-лучевой сварке | 1979 |
|
SU818090A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1832614A1 |
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА | 2000 |
|
RU2192687C2 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |

Изобретение относится к машиностроению и предназначено для управления процессом электронно-лучевой сварки преимущественно никелевых жаропрочных сплавов. Цель изобретения - повышение качества сварных швов путем уменьшения нестабильности глубины проплавления. Измеряют ток луча и сквозной ток. При этом выделяют среднее значение тока луча и уменьшают его при появлении сквозного тока. Ток луча изменяют в соответствии с разностью между средним уменьшенным значением тока луча и нормализованными импульсами сквозного тока. Устройство содержит датчики сквозного тока и тока луча, стабилизатор, одновибратор, устройство ввода-вывода, компаратор сквозного тока, сумматор, блок накала катода пушки. Качественное формирование корня шва обеспечивается путем двухступенчатого регулирования тока луча. 2 с. п. ф-лы, 2 ил.