Изобретение относится к электронно-лучевой сварке, в частности к способам слежения за линией стыка. :
Известен способ слежения за линией сть1ка, при котором в процессе сварки периодически луч отклоняют вперед и разворачивают его поперек еще не оплавлениых кромок, при этом улавливают отраженные электроны, дающие сигнал, по которому з.атем, сравнивая его с опорным, судят о величине смещения луча относительно линии стыка.
Недостатком способа является то, что определение места положения луча производят на .расстоянии от сварочной ванны, а также то, что слежение возможно производить лишь при сварке в .определенном диапазоне параметров процесса
Наиболее близким по технической сущности и достигаемому эффекту является способ слежения за линией стыка при электронно-лучевой сварке, при котором в процессе сварки периодически |1зменяют пространственное положение луча, улавливают вторичную эмиссию, от зоны взаимодействия луча со свариваемой деталью.и сравнивают ее с onopHbiM сигналом.
Недостатком способа является узкий диапазон параметровпроцесса,при которых возможно осуществлять слежение за линией стыка.
Целью изобретения является расширение диапазона параметров процесса.
Поставленная цель достигается благодаря тому, что в способе слежения за линией стыка при электронно-лучевой сварке, при котором в процессе cBapkH периодически изменяют прост-. ранственное положение луча, улавливают вторичную эмиссию от .зоны взаимодействия луча со свариваемой деталью и сравнивают ее с опорным сигналом, изменение пространственного положения луча осуществляютего расфокусировкой, вторичную эмиссию проецируют в виде изобряжепия на плоскость
а в качестве опорного сигнала используют изображение сварочной ванны.
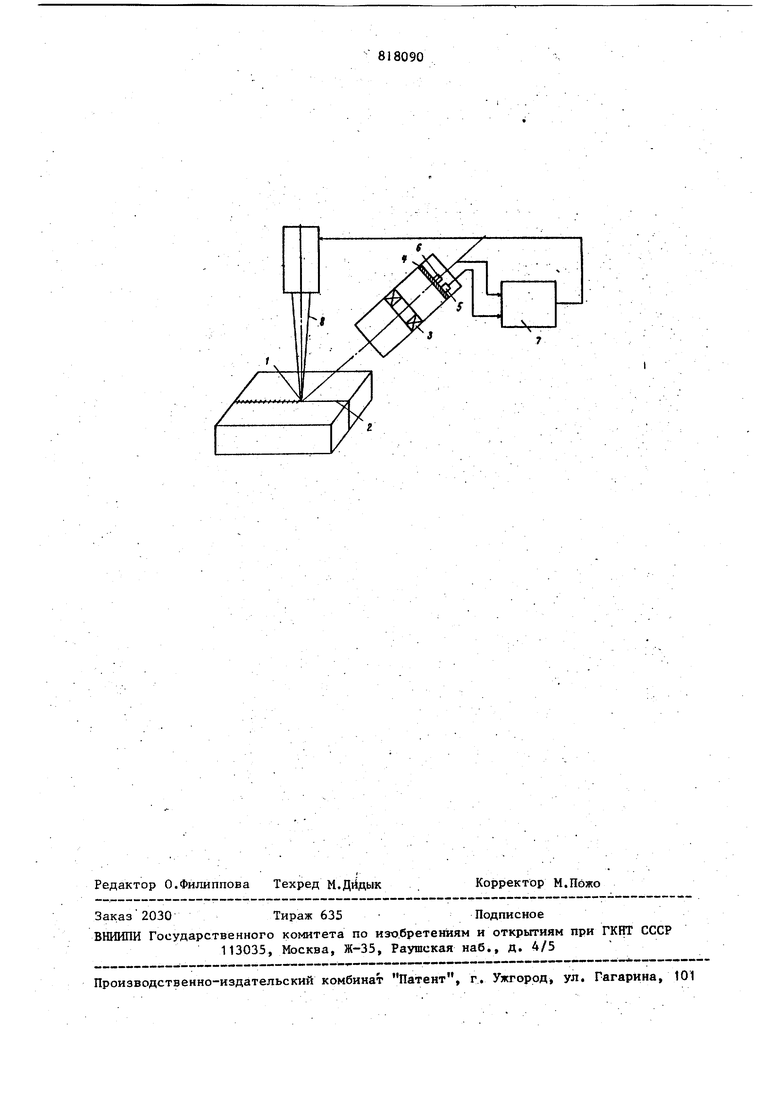
На чертеже показана схема для осуществления способа.
Схема включает сварочную ванну Т, возникающую при электронно-лучевой сварке стык 2, образованный свариВ)аемыми деталями, проецирующую систему 3, создающую изображения сварочной ванны 1: и стыка 2 на плоскости 4.,датчик 5, фиксирующий изображение сварочной ванны, датчик 6, фиксирующий изображение стыка усилйте ля 7, обрабатывающего сигналы с датчиков 5 и 6 электронного луча 8, воздействующего на детали.
Способ слежения за линией стыка при электронно-лучевой сварке осуществляют, следующим образом.
Электронно-лучевую сварку производят на рабочих режимах, при этом положение сварочной ванны 1,как опорного сигнала в виде вторичной эмиссии, контролируют путем .проецирования ее изображения при помощи проецирующей системы Э на плоскость 4. Система 3 состоит из одной или нескольких магнитных линз, а плоскость 4 представляет собой стеклянный экран, покры-тый люмннафором. Изображение сварочной ванны 1 фиксируют при помощи датчика 5, состоящего из двух фотодиодов, сигнал с которого поступает на усилител-ь, где он обрабатьшается И запоминается. Изображение стыка 2 свариваемых деталей при этом не просматривается. Затем периодически через 0,02-0,2 с на протяжении всего сварочного процесса изменяют пространственное положение электронного луча 8 путем его расфокусировки до диаметра 5-30 мм на время не более 1 мс. В момент расфокусировки электронного луча 8 на плоскости 4 возникает изображение стыка 2, положение которого фиксируют при помощи датчика 6, состоящего из.двух фотодиодов, сигнал с которого также поступает на усилитель 7. Изображение сварочной ванны I в этот момент времени отсутствует. Сигналь с датчиков 5 и 6 сравниваются с помощью средств, входящих в усилитель 7. 3 случае смещения стыка 2 от центра сварочной ванны I в усилителе 7 возникает сигнал рассогласования, который корректирует положение электронного луча 8 относительно стыка 2 свариваемых деталей до следующего момента поиска.
Ввиду того, что проецирующая система в данном способе действует избирательно по энергии вторичных электронов, то все электроны, энергия которых не соответствует упруго отраженным (тепловые, вторичные и т..д.) не попадают на плоскость. Это позволяет значительно увеличить соотношение сигнал-шум,а следовательно i повысить надежность работы системы совмещения электронного луча со стыком. Кроме того, при получении сигнала от стыка не требуется изменять ток электронного луча, что увеличивает надежность работы энергетического блока электронно-лучевой установки за счет устранения переходных процессов.
Для .опробывания способа было изготовлено устройство, установленное на электронно-лучевой установке типа ЭЛУ-18 с электронно-лучевой пушкой типа ЭП-60/30. В процессе сварки электронный луч с током 300 мА расфокусировали при помощи стабилизатора ускоряющего напряжения в течение 1 мс. Определялись координаты стыка . и с усилителя сигналов устройства управляли отклоняющей системой электронно-лучевой пушки.
Способ позволяет упростить систему обработки сигналов вторичной эмиссии и повысить.точность слежения за счет увеличения проециру,ющей системы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля отклонения стыка при электронно-лучевой сварке | 1984 |
|
SU1326414A1 |
| Способ слежения за стыком при электронно-лучевой сварке | 1989 |
|
SU1680468A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СОВМЕЩЕНИЯ СВАРОЧНОГО ЛУЧА СО СТЫКОМ ПРИ СВАРКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1837470A1 |
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| Устройство слежения за линией стыка при электронно-лучевой сварке | 1988 |
|
SU1539023A1 |
| Способ управления электронно-лучевой сваркой и устройство для его осуществления | 1987 |
|
SU1450943A1 |
| Устройство для слежения за стыком при электронно-лучевой сварке | 1987 |
|
SU1493422A1 |
| СПОСОБ ДИАГНОСТИКИ ФОРМООБРАЗОВАНИЯ ПРИ СВАРКЕ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127177C1 |
СПОСОБ СЛЕЖЕНИЯ ЗА ЛИНИЕЙ -СТЫКА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ, при котором в процессе сварки перйо-дачески изменяют пространственное положение луча, улавливают вторичную эмиссию от зоны взаимодействия луча со свариваемой деталью и сравнивают ее с опорным сигналом, о т л и - ч а ю щи и с я тем, что, с целью расширения диапазона параметров процесса, изменение пространственного положения луча осуществляют его рас- ' фокусировкой, вторичную эмиссию проецируют в виде изображени:н на плоскость , а в качестве опорного сигнала используют изображение сварочной ванны.
| Чвертко А.И | |||
| и др | |||
| Оборудованиедля электронно-лучевой сварки | |||
| Киев.:Наукова думка, | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
