Известные устройства для подготовке, программы к металлорежущим станкам с программным управлением, содержащие чертежный прибор и магнитные головки, сдвинутые относительно друг друга на четверть шага синусоидального сигнала измерительной ленты н предназначенные для выдачи программирующего сигнала, имеют сложную схему устройства записи, в связи с чем их применение на практике ограниченоПредлагаемое устройство отличается применением транспортирного механизма с наконечником в виде иглы с роликом, которым обводят контур детали, вычерченной в увеличенном масштабе, и двух измерительных линеек с магнитными лентами, намагниченными сигналами определенной частоты- Указаниое отличие позволило значительно упростить устройство записи и повысить надежность его работы. Нанесение программы на магнитные ленты и.чмерительных линеек производится путем обвода вычерченного на чертеже в увеличенном масштабе контура детали специальным наконечником, укрепленным на транспортирном механизме. Для записи програм:.;ы вдоль каждой оси (и) используют две магнитные головки, сдвинуты ; ДГуг относительно друга на четверть шага синусоидального сигнала.
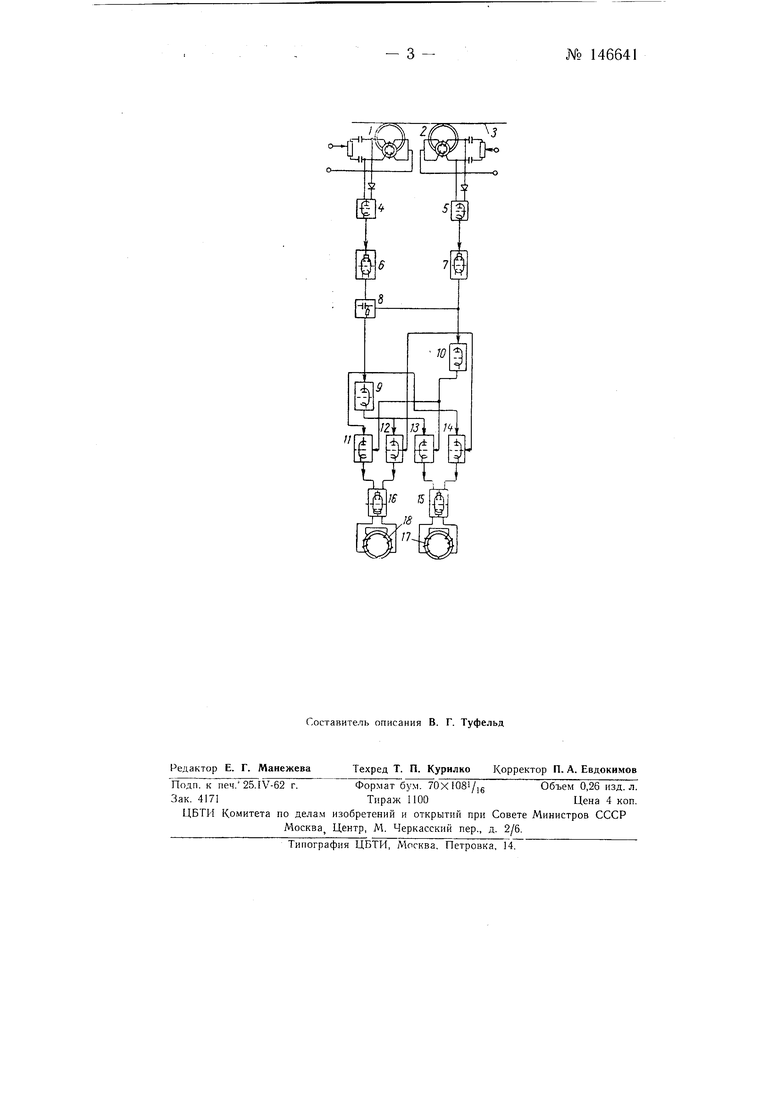
На чертеже изображена принципиальная блок-схема устройства для записи программы по одной из осей координат.
Магнитные головки / и 2 снимают сигнал с магнитной ленты . одной из измерительных линеек, например, по оси и передают его в усилители постоянного тока 4, 5, формирователи 6, 7, дифференцируюп ее устройство 8, инверторы 9, 10 и клапаны //, 12, 13, 14.
№ 146641- 2 -
Накопления импульсов, записанных .программой для движения исполнительного органа вперед, происходят в опоре 15, а назад- в блоке 16. Выдача сигналов вперед и назад осуществляется также отдельными магнитными головками вперед-головкой 17 и назад-головкой 48.
Чертеж обрабатываемой детали вычерчивается в увеличенном масштабе для того, чтобы исключить влияние ручной обводки контура на точность записи. Та ч, например, при увеличении масштаба чертежа в десять раз необходимо применять измерительные линейки с плотностью сигналов в десять раз меньшей, чем при обводке контура детали, вычерченного в натуральную величину. При такой записи программы обработка будет производиться повышенной точностиВ заключении промышленности отмечается, что предлагаемое устройство может найти ш)1рокое применение для составления программы к металлорежущим станкам с программным управлением.
Предмет .изобретения
Устройство для подготовки программы к металлорежущим станкам с программным управлением, содержащее чертежный прибор и магнитные головки, сдвинутые относительно друг друга на четверть шага синусоидального сигнала измерительной ленты и предназначенные для выдачи программирующего сигнала, отличающееся тем, что, с целью упрощения устройства записи, в нем применены транспортирный механизм с наконечником, например, в виде иглы с роликом, предназначенный для обяодки контура детали, вычерченной в увеличенном масштабе, и измерительные линейки с намагниченными определенной частотой магнитными лентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| Универсальное моделирующее устройство для заполнения програмирующих магнитных лент | 1958 |
|
SU123391A1 |
| УСТРОЙСТВО для ЗАПИСИ НА МАГНИТНУЮ ЛЕНТУ ПРОГРАММЫ УПРАВЛЕНИЯ СТАНКОМ | 1969 |
|
SU236859A1 |
| Устройство индикации и управления для станков | 1985 |
|
SU1290262A1 |
| Многоканальное устройство для программного управления | 1978 |
|
SU750438A1 |
| Способ стыковки линеек индуктивного датчика линейных перемещений | 1979 |
|
SU895592A1 |
| УСТРОЙСТВО для ЗАПИСИ ПРОГРАММЫ УПРАВЛЕНИЯ СТАНКОМ НА МАГНИТНУЮ ЛЕНТУ | 1972 |
|
SU333557A1 |
| ВСЕСОЮЗНАЯ ПДПНТКО-ТЕХНННЕСНАЯьНЬЛРЮТЕКА | 1971 |
|
SU302724A1 |
| Нулевая измерительная головка | 1986 |
|
SU1357697A1 |
| СПОСОБ ФОРМИРОВАНИЯ СИГНАЛОВ КОРРЕКЦИИ | 1973 |
|
SU389490A1 |