Известны устройства, на которых запись на программирующие магнитные ленты производится с применением сложных электронных счетных машин. Такие устройства очень сложны по своей конструкции и неудобны в работе.
Предлагаемое универсальное устройство не имеет этих недостатков, так как позволяет обходиться без дорогих и сложных электронных счетных машин, достаточно точно, быстро и надежно наносить записи на программируюш;ие магнитные ленты, предназначенные для обработки деталей заданной формы и размеров на станках с программным управлением.
В ЭТОМ устройстве при помоши концевых мер устанавливаются упоры в соответствии с опорными размерами на чертеже детали. К упорам прижимается гибкая лента, фиксируемая в таком положении упорами, расположенными с противоположной ее стороны. Ролик, прижимаясь к гибкой ленте, сообщает перемещение салазкам, а измерительные системы через усилители подают импульсы на магнитные записывающие головки.
Для обеспечения равномерной периферийной подачи используются измерительные системы, каждое деление которых соответствует перемещению обкатных роликов вдоль фасонного профиля гибкой ленты, и применяется следящий привод, обеспечивающий неравномерное движение программирующей магнитной ленты, запись на которой осуществляется через равные промежутки времени.
Для записи программы обработки по элементарным кривым, например по архимедовой спирали, участкам, состоящим из сопряженных дуг окружностей и. прямых дуг эллипсов, эвольвент и т. п., без гибкой ленты, применен счетчик импульсов, позволяющий настроить устройство
№ 123391- 2 -
на последовательную запись соответствующих программ с помощью магнитной головки с достаточной для практики точностью.
С цеЛЪю Ht;IJiO4eHHH применения вычислительных мащин при нанесении записи на программирующие магнитные ленты, применена упругая лента, устанавливаемая по упорам в соответствии с опорными размерами детали, а пй ремещающийся по ленте ролик сообщает перемещение салазкам, связанным с измерительными системами, подающими импульсы на магнитные ленты, перемещаемые синхронно с движением салазок. С целью упрощения работы при воспроизведении сложных кривых, последние разбиваются на элементарные участки, последовательно записываемые на магнитную ленту совместно с командами на вспомогательные движения, необходимые для образования полной слож.ной кривой.
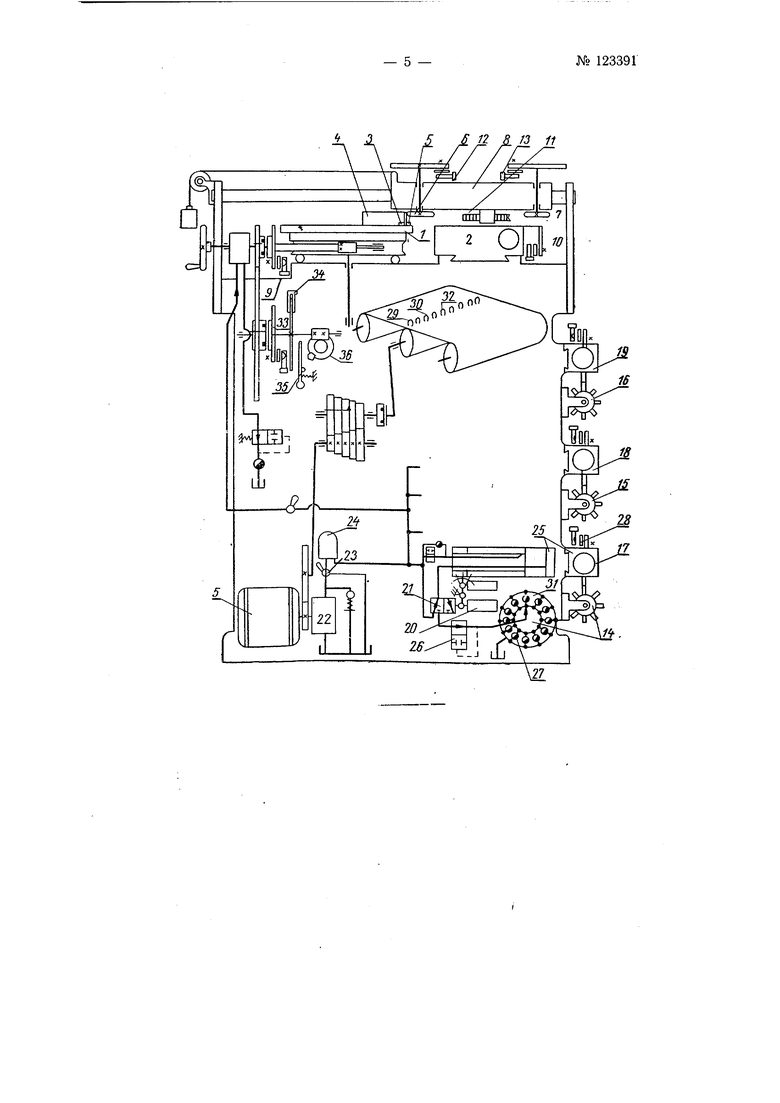
Схема предлагаемого устройства показана на чертеже. Устройство располагает вращающимся столом / с 72 радиальными калиброванными пазами (через каждые 5°) и салазками 2 с параллельными друг другу калиброванными поперечпыми пазами через каждые 5 мм. При помощи микрометрического штихмаса или концевых мер, устанавливаются упоры 3 в нужных пазах вращающегося стола (если обработка ведется в полярной системе координат) либо салазок 2 (если обработка ведется в ортогональной системе координат) в соответствии с опорными размерами на чертеже детали. К упорам прижимают гибкую стальную ленту 4, принимающую при этом профиль обрабатываемой фасонной поверхности- По другую сторопу от гибкой ленты в пазы вводят встречные упоры 5 до соприкосновения с ней. Лента получается зажатой с двух сторон между упорами и 5. Установив желательную скорость движения ленты и желательную скорость движения стола или салазок .2, включают электродвигатель 5. При этом ролик/5 или 7, прижимаясь,ПОД действием груза, к гибкой ленте, сообщает поперечное передвижение салазкам 5 синхронное с вращением стола либо с продольным перемещением салазок 2. Оптические (по системе Ф рранти), магнитные и другие по конст1рукции измерительные системы 9 или 10, а также 11 подают импульсы через усилители на магнитные записывающие головки, которые и записывают эти импульсы на соответствующих дорожках магнитной ленты. Скорости движения ленты и перемещения салазок можно взять в несколько раз большими, чем на металлообрабатывающем станке. Благодаря этому время записи на магнитную ленту будет в несколько раз меньще, чем мащинное время.
При необходимости обработки на станке с равномерной периферийной пЬдачей, используют измерительные системы 12 и 13, каждое деление которых соответствует перемещению обкатных роликов 5 и 7 на одну и ту же величину вдоль фасонного профиля гибкой ленты. Если импульсы измерительных систем 12 или 13 передать на одну из записывающих магнитных головок, а в дальнейшем, на металлорежущем станке пристроить следящий привод, который будет создавать неравномерное движение программирующей магнитной ленты с таким расчетом, чтобы ее перемещения на каждый записанный переменный по длине шаг совершался за одинаковые отрезки времени, то это обеспечит работу станка с равномс рной периферийной подачей. Часто необходимо сообщать несинхронизированные движения последовательно то одним, то другим, то третьим салазкам металлообрабатывающего станка. Таковы, например, последовательные перемещения при обработке ступенчатых валиков, уступчатых плоскостей, или координатные перемещения при работе «а сверлильных и расточных станках, а также .при об/работке фасонных поверхностей в несколько проходов, сначала нагрубо, сообщая детали уступчатую поверхность и лищь, под конец, начисто.
Для таких записей в моделирующем устройстве предусмотрены большой барабан на 36 позиций (на схеме не показан) и три барабана 14, J5 и 16 на 12 позиций каждый, а также салазки 17, 18 и 19, получающие движение от гидроприводов, управляемых этими барабанами.
Работа моделирующего устройства видйа на примере салазок 17. Пусть в одной из позиций большого барабана щтекер, вставленный при настройке в соответствующее гнездо барабана, нажмет на реле и подаст при этом ток в электромагнит 20. Последний переключит золотник 21 в положение II. При этом масло от лонястного насоса 22, пройдя кран 23 и фильтр 24, поступит в штоковую полость цилиндра 23 и переместит его влево (по схеме). Отработанное масло из нещтоковой полости цилиндра25 через золотник 21 и редукционный клапан 26 поступит через осевой и радиальный каналы барабана 14 в один из 12 дросселей .27, охватывающих барабан 14. Этот дроссель настроен на желательную скорость хода салазок 17 влево. В положении II золотник 21 включит прп помощи электромагнитной муфты привод движения магнитной ленты и одновременно включает цепь, подающую импульсы от измерительной системы 28, салазок 17 на магнитную головку 29, которая на движущейся магнитной ленте оставит записи импульсов, сопровождающих перемещение салазок 17. Одновременно магнитная головка 30 запнщет на лерте требуемые направления движения соответствующих салазок станка с программным управлением. Салазки будут двигаться до тех пор, пока выступ на них не упрется в упор в одном из 12 пазов барабана 14. Этот упор устанавливают при номощи микрометренного щтихмаса, либо при помощи концевых мер на требуемую длину хода. В конечном положении салазок 17 включится цепь электромагнита 20, а золотник 21 переключается в положение I, разорвав при этом цепь привода магнитной ленты и цепь, связывающую систему 28 с магнитной головкой 29. Масло от насоса 22 и из щтоковой полости цилиндра 25 будет поступать теперь через золотник .27 во внештоковую полость цилиндра 25 н цилиндр с салазками быстро отойдет вправо. Под конец это движение замедлится н салазки 17 подойдут к ynqpy в станине (на схеме он не показан), вернувщнсь таким образом в исходное положение. При этом (при помощи кранового механизма) включатся электрические цепи, которые повернут на одну позицию барабан 14 и большой барабан 31, который в новой позиции включит следующие салазки, таклсе настроенные на нужные длину и скорость хода. Произойдет автоматический цикл движения салазок: ход влево, возврат вправо, остапов, поворот барабана на одну позицию. На магнитной ленте появится запись импульсов перемещения с необходимой скоростью на заданную длину и запись направления соответствующих салазок станка с программным управлением.
Этот автоматический цикл записи программы бздет продолжаться и закончится, если это потребуется, включением вращающегося стола либо салазок 2, а также салазок 8 и записью программы на окончательную обработку требуемой фасонной поверхности.
Описываемое моделирующее устройство создает и другие возможности записи программы, например, запись программы обработки архимедовой спирали в полярной системе координат. Л1ожно также осуществить запись для обработки в полярной системе координат детали, состоящей из участков криволинейных, концентрических дуг окружностей и радиальных прямых. Для этого гибкую ленту необходимо настроить на криволинейные участки профиля, а для записи дуг окружности и радиальных прямых использовать салазки 17, 18 и 19, и, связав их измерительные системы с соответствующими головками 32 и 29, настроить салазки на длину хода, при которой их измерительные системы будут подавать требуемое количество импульсов. Наконец, если салазками 2 и 8 встроить эллипсограф, эвольвентограф и другие известные ме- 3 -№ 123391
№ 123391- 4 -
ханизмы, можно записать такие кривые, как дуги окружностей эллипсов, эвольвеит, парабол, гипербол и др., также не прибегая к помощи гибкой ленты. Наконец, желательно обойтись без настройки моделирующего устройства на автоматический цикл записи программы, в нем для этой цели предусмотрен счетчик 33 импульсов, очень цростой по конструкции и позволяющий быстро и надежно настраивать его на последовательную .запись на ленте различными магнитными записывающими головками, требуемого количества импульсов с требуемой скоростью.
На схеме видно, что на общей оси насажен диск 34 с 500 делениями, измерительная система 35 на 500 импульсов и червяк. Последний приводит во вращение червячное колесо, на оси которого сидит диск 36 со 100 зубьями. Установив на нужном делении дисков 34 и 36 кулаки, легко настроить устройство на передачу от измерительной системы 35 на магнитную записывающую головку требуемого количества импульсов.
Описанное моделирующее устройство можно изготовлять в разных модификаторах, например: без вращающегося стола 1, салазок 2 и 5При этом нельзя будет моделировать программу обработки фасонных поверхностей, но она во многих случаях не требуется; без барабанов 14, 15 к 16 и салазок 17, 18 и 19. При этом невозможно будет автоматизировать процесс моделирования программы. Кроме того, устройство можно сконструировать без счетчика импульсов или дать один лищь счетчик импульсов и т. д.
Предмет изобретения
1.Универсальное моделирующее устройство для заполнения программирующих магнитных лент, отличающееся тем, что, с целью исключения применения вычислительных мащин при нанесении записи на программирующие магнитные ленты, применена упругая лента, устанавливаемая по упорам В соответствии с оп-орными размерами детали, а перемещающийся по ленте ролик сообщает перемещение салазкам, связанным с измерительными системами, подающими импульсы на магнитные ленты, перемещаемые синхронно с движением салазок.
2.Моделирующее устройство по п. 1, отличающееся тем, что, с целью упрощения работы при воспроизведении сложных кривых, последние разбиваются на элементарные участки, последовательно записываемые на магнитную ленту, совместно с командами на вспомогательные движения, необходимые для образования полной сложной кривой.