Устройство относится к отраслям народного хозяйства, где нрнмёняются импульсные снстемь программного управления, и, в частности, к металлорежущим станкам с программным управлением, и может быть применено для записи программы на магнитную ленту по шаблону детали, макету ее .поверхности или но другой детали.
Известны устройства для записи на магнитную ленту программ управления станком, содержащие генераторы и формирователи импульсов, переключающие схемы, магнитные головки и пульт управления станком.
Однако такие устройства записи применяются в основном при записи .программ для мерновой обработки деталей с низким качеством обработанной поверхности, малой точности изготовления деталей и Пониженной производительности станка в процессе обработки деталей по программе пз-за значительных отступлений при заииси программы от требуемых режимов резания.
Предлагаемое устройство отличается тем, что в нем генераторы .перемещения координатного стола по осям X (влево, в-право) и У (вперед, назад) подключены к соответствующим входам переключающих схем, другие входы которых соединены со следящим по шаблону детали пальием, расположенным в пиноли стайка, а каждый выход соединен со
входами формирователей импульсов, соответствующих одному из направлений перемещения по Л и по J, выходы которых связаны через усилители заииси с агнитными головками и пультом управления станком.
Такая конструкция устройства позволяет обеспечить запись программ с повышенной точностью обработки деталей, значительно улучшить чистоту обработанной поверхности и уменьшить нагрузки в системе «следящий палец- шаблон детали.
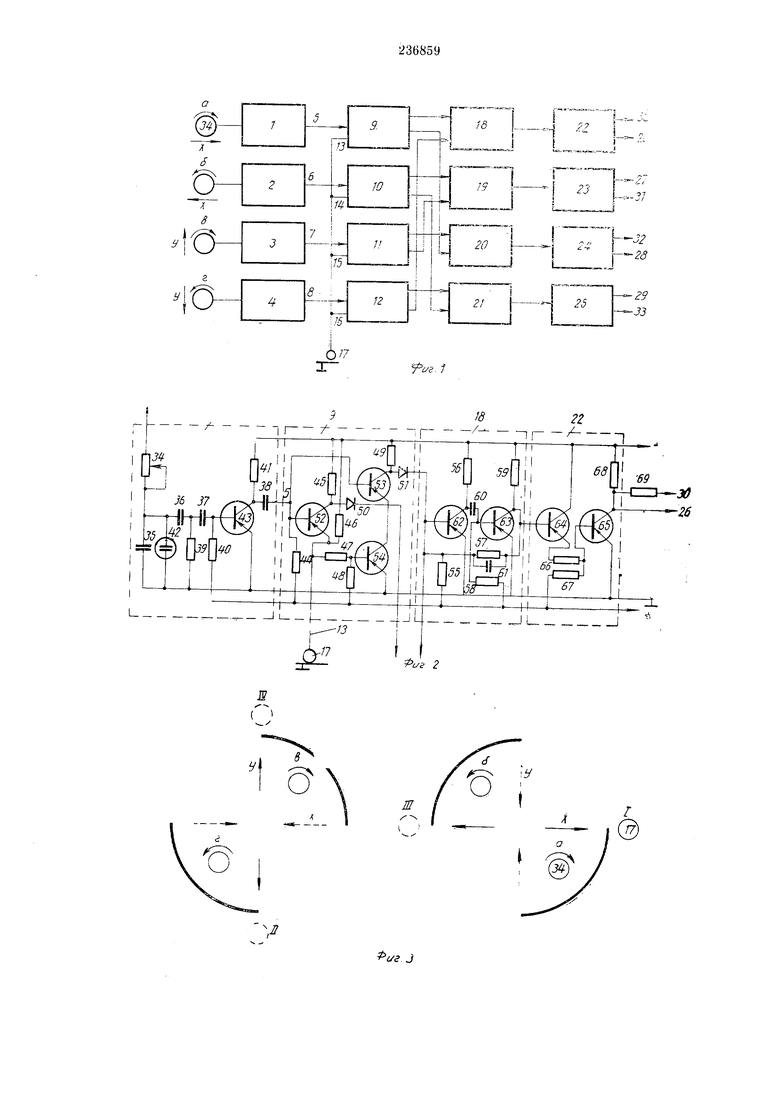
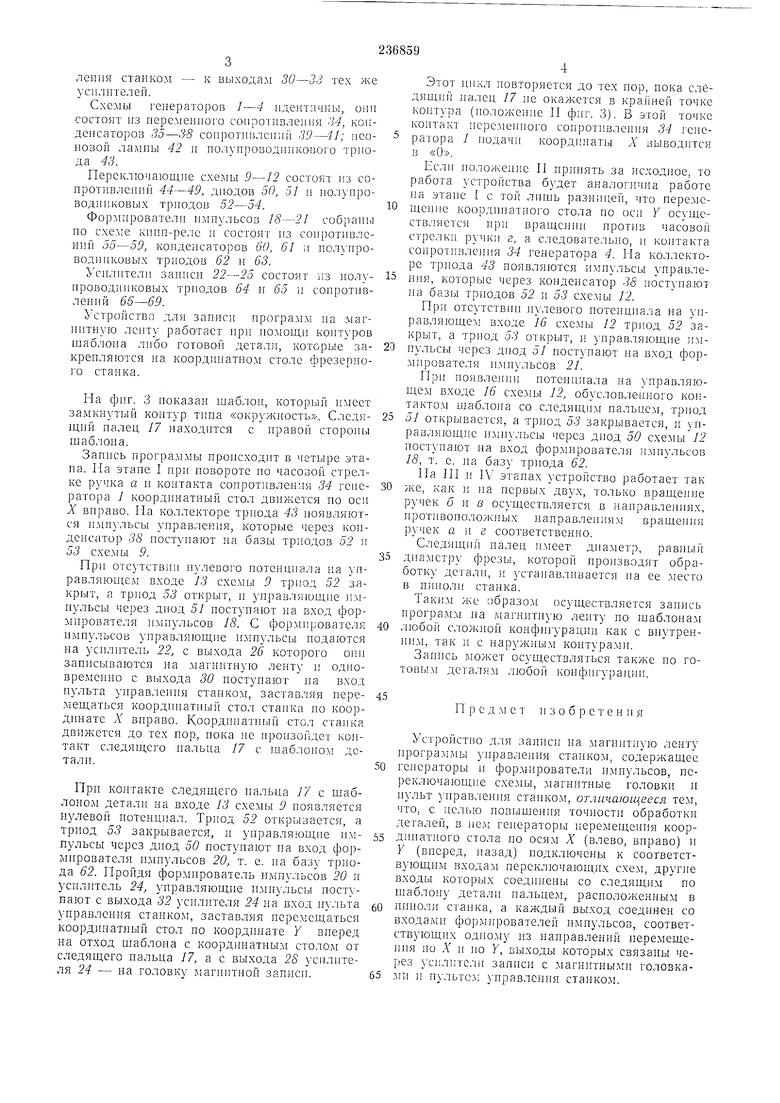
На фиг. 1 приведена прпнципиальная схема ycrpoiicTBa; на фиг. 2 - схема коммутации генераторов; на фиг. 3 - схема движения координатного стола станка при обходе замкнутого контура тина «окружность следящим пальце по шаблону деталн.
Устройство для записи программ содержит генераторы импульсов /-4, задающие перемещеи1 е координатного стола станка: по координате Л - вправо и влево, по координате У - вперед и назад; подключенные соответственно к выходам 5-8 генераторов импульсов переключающие схемы 9-Г2, соединенные также с выходами 13-16 от следящего пальца 17; формирователи импульсов 18- 21, соединенные с усилителями записи 22-25. Усилители записи 22-25 подключены своими выходами 26-29 к головкам магн1 тной записи но координатам X и У, а иульт управленля станком - к выходам 30-33 тех же усилителей.
Схемы генераторов /-4 идентичны, онн состоят нз Tiepc:,ieHHoro сопротивлеиня 34, конденсаторов 35-38 сопротивлений 39-41; неоновой лампы 42 и полунро8одннко1зого трнода 43.
Переключающие схемы 9-12 состоят нз сопротивлений 44-49, дподов 50, 51 п нолупроводинковых трнодов 52-54.
Формирователи пмнульсов /6-21 собраны по схеме кпнп-реле и состоят пз сонротпвленпй 55-55, конденсаторов 60, 61 и нолунроводннковых триодов 62 и 63.
Уснлнтелп заинси 22-25 состоят из иолупроводипковых трнодов 64 н 65 и сонротпвленНЙ 66-69.
Устройство для заниси протра.лщ на магнитную лепту работает прн помощи контуров щаблона либо готовой детали, которые закрепляются иа коордннатпом столе фрезериото станка.
На . 3 показан щаблон, который имеет замкнутый коптур тнпа «окружность. Следящнй палец 17 находптся с правой стороны щаблона.
Заннсь программы нропсходпт в четыре этапа. На этапе I нри повороте но часовой стрелке ручка а и контакта сопротивления 34 генератора 1 коордннатный стол движется по оси X вправо. На коллекторе трнода 43 ноявляются н.миульсы управленпя, которые через конденсатор 38 поступают иа базы триодов 52 и 53 схе.мы 9.
Нрп отсутствии пулевого потенцна.та на управляющем входе 13 схемы 9 триод 52 закрыт, а триод 53 открыт, п управляющие ILMпульсы через днод 51 поступают на вход qbopмирователя 1ьмнульсов 18. С фор.мирователя пмпульсов управляющие пмпульсы подаются па успл1гтель 22, с выхода 26 которого они заппсываются на магнитную ленту н одновременно с выхода 30 поступают па вход пульта управлення етапком, заставляя неремещаться коордпнатпый стол станка но коордпнате X вправо. Коордннатпый стол станка движется до тех пор, пока не иронзойдет контакт следящего пальна 17 с щаблоно: 1 деталн.
Нри контакте следящего пальца Г/ с шаблоном детали на входе 13 схемы 9 появляется нулевой потенциал. Триод 52 открывается, а трнод 53 закрывается, и управляюптпе пмпульсы через днод 50 поступают и а вход форынрователя пмнульсов 20, т. е. на базу триода 62. Нройдя формирователь пмпульсов 20 и усилитель 24, управляющие п.мнульсы поступают с выхода 32 усилителя 24 на вход пульта управления стаиком, заставляя перемещаться координатный стол но координате Y вперед на отход шаблона с коордннатпым столом от следящего пальца 17, а с выхода .25 усплителя 24 - па головку матннтпой запнсп.
Этот цнкл повторяется до тех пор, пока следящий иалец 17 не окажется в крайней точке контура (положение II фиг. 3). В этой точке коитакт нере.менного сонротивлення 34 генератора / подачн координаты X выводится
Б «О.
Если ио.тожение Н принять за исходное, то работа устройства будет аналогична работе па этане I с той лпшь разницей, что перемещение коордппатного стола по оси Y осуществляется вращсннн нротив часово стрелки ручки г, а следовательно, и контакта сопротивления 34 генератора 4. На коллекторе трнода 43 ноявляются нмнульсы управлення, которые через конденсатор 3S поступают на базы трподов 52 и 53 схемы J2.
Нри отсутствии нулевого нотенциала на }иравляющем входе l6 ехемы 12 триод 52 закрыт, а трнод 53 открыт, ц управляющие и.мпульсы через диод 51 поступают на вход форЛ1ирователя импульсов 21.
Нрп ноявлеиип нотенинала на унравляюн;ем входе 16 схе.мы 12, обусловленного коитакто.м щаблона со следящн.г пальцс.д, трнод 51 открывается, а триод 53 закрывается, и управляющ.ис илщульсы через диод 50 схемы 12 поступают па вход формнрователя импульсов 18, т. е. па базу триода 62.
На III и IV этапах устройство работает так же, как и па первых двух, только вращение ручек б н в осуществляется в нанравлеппях, противоположных направления.м вращения ручек а п г соответственно.
Следищи палец имеет диаметр, равный диаметру фрезы, которой производят обработку детали, и устанавливается на ее место в пииоли станка.
Таки.м же образом осуществляется заинсь програм.м па магн1ггп}ю лепту по щаблопам любой сложиой конфигурации как с впутрен П М, так и с паружиы.м контурамн.
Зат1ись может осуществляться также по готовы.м деталя.м любой конфигурацн.
Н р с д Л1 е т н 3 о б р е т е н и я
Устройство для записи на магннтную леиту ирогра.ммы уиравлеипя етанком, еодержащее теиераторы и формирователи импульсов, переключающие cxc-Aibi, .AiarHHTHbie головкц ц иульт управленпя стапко.м, отличающееся тем, что, с целью новыщепня точноети обработки деталей, в нем тенераторы перемещения координатиого стола по осям X (влево, вправо) и У (вперед, назад) подключены к еоответствующнм входа: 1 переключающих схем, другие входы которых еоедииепы со следящим но щаблону детали пальцем, расположенным в пиполи стайка, а каждый выход соединен со входами формирователей импульсов, соответствующих одпо. из направлений .перемещения но X н но У, выходы которых связаны через усилители записи е магнитны.ми головка.ми и пульто.м }-правлсиия станко.м.
6/7 .1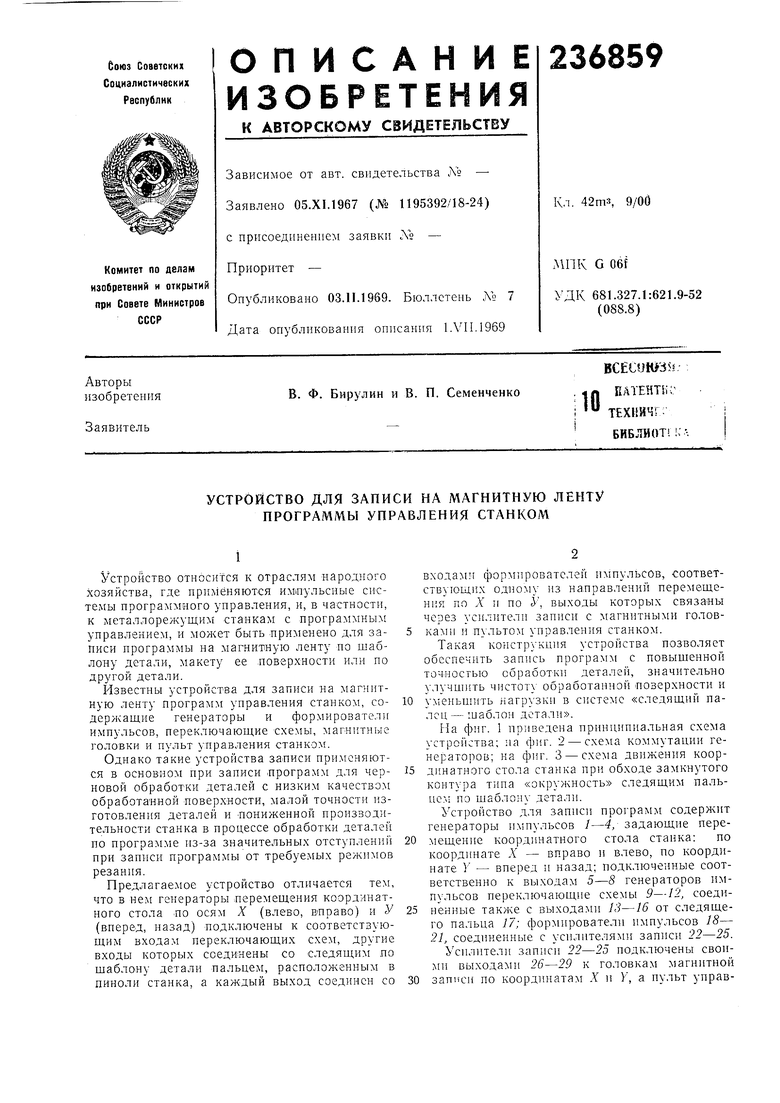
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАПИСИ ПРОГРАММЫ УПРАВЛЕНИЯ СТАНКОМ НА МАГНИТНУЮ ЛЕНТУ | 1972 |
|
SU333557A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ ЭЛЕКТРОИСКРОВОЙ УСТАНОВКОЙ | 1966 |
|
SU187502A1 |
| Система программного управленияМЕТАллОРЕжущиМ CTAHKOM | 1978 |
|
SU805262A1 |
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| Устройство для программного управления позиционного типа | 1983 |
|
SU1158976A1 |
| Следящая система для станковС пРОгРАММНыМ упРАВлЕНиЕМ | 1978 |
|
SU813369A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ, НАПРИМЕР, КООРДИНАТНО-СВЕРЛИЛЬНЫМ СТАНКОМ | 1971 |
|
SU310739A1 |
| Устройство для программного управления станком | 1985 |
|
SU1352458A1 |
| УСТРОЙСТВО для ЗАПИСИ НА МАГНИТНУЮ ЛЕНТУ | 1973 |
|
SU399828A1 |
| Фотоэлектрическое устройство для установления идентичности текстовых и иллюстрационных оригиналов, например географических карт, и репродуцированных изображений последних | 1960 |
|
SU141502A1 |