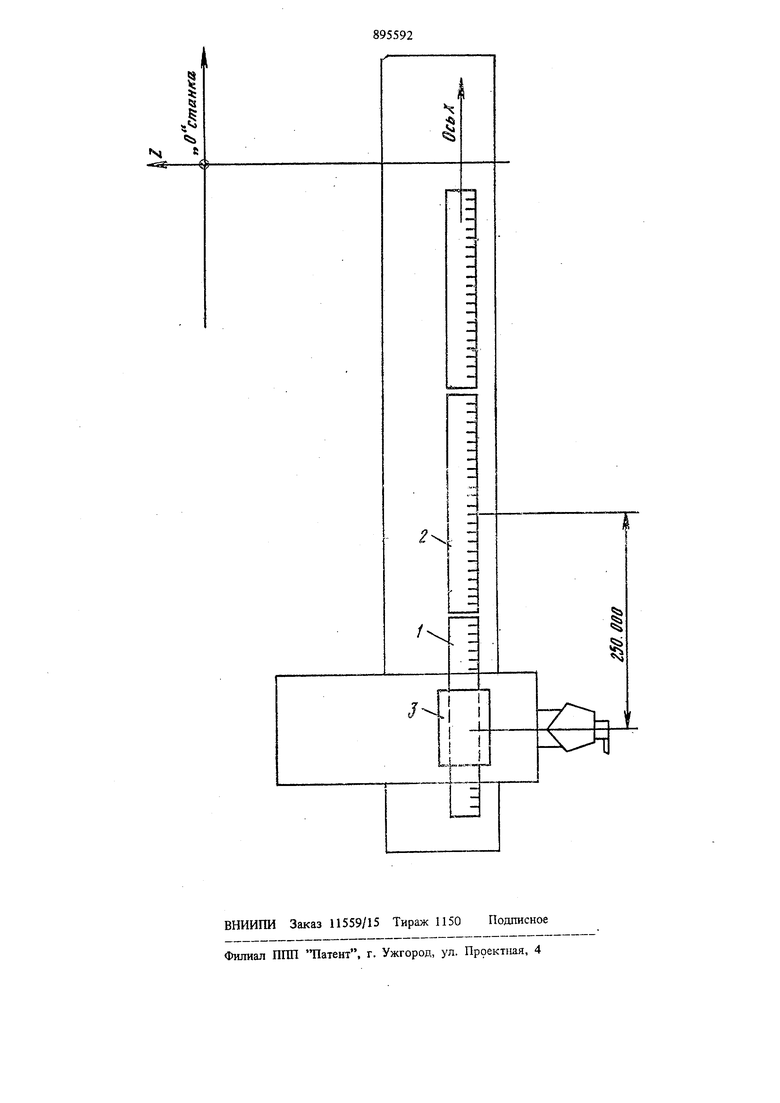
Изобретение относится к области автоматики и может найти применение в металлорежущих станках, в частности при монтаже индуктивных датчиков линейных перемещений. Известен способ установки линеек индуктив ного датчика, по которому одну из обмоток головки датчика запитывают синусоидальным напряжением, а к выходу линеек через усилитель подключают вольтметр. Перемещая каретк устанавливают головку приблизительно над серединой первой линейки. На станине укрепля ют механический упор, а на каретку - индика тор так, чтобы его щтифт касался упора 1. Медленно перемещая каретку в пределах 1-2 мм и наблюдая за показаниями вольтметра, находят ближайший нуль шага датчика. Устанавливают каретку в нулевую точку в направлении на упор, не двигая каретку, подводят индикатор к упору и устанавливают на нуль, затем производят перемещение каретки на расстояние 250 мм, к упору устанавливают блок плоскопараллельных концевых мер длиной 250000 мм, подводят измерительный штифт индикатора к торцу блока и, продол/кая движение каретки, устанавливают индикатор на нуль. Далее перемещают линейку до тех пор, пока вольтметр не покажет минимальное значение напряжения. Затягивают крепежные ВЮ1ТЫ второй линейки. Таким образом устанавливают в случае необходимости третью, четвертую и т. д. линейки. Этот способ обладает высокой трудоемкостью установки (стыковки) линеек, имеет большое вспомогательное время и низкую тачность юстировки. Кроме TorOj для установки линеек описан-, кым способом необходимо дополн ггельное оборудование, например генератор, усилитель и др., что значительно повышает трудозатраты на этой операции. Предлагаемый способ отличается тем, что в накопитель системы ЧПУ вводят информащ5ю с перфоленты на поиск нулей шага- в середине обеих ли)еек и ведут поиск по программе при пключен} ых датчиках положения нуля станка, при этом фиксацию нуля шага на регулируемой линейке выполняют перед юстировкой. 38 На чертеже изображены стыкуемые линейки 1шдуктивного датчика. Стыковку Л1шеек 1 и 2 производят следую щим образом. Вначале производят жесткое крепление первой линейки 1 и полужесткое второй л1-шейки 2 на неподвижной детали станка; устанавливают головку 3 датчика на суппорте, а носледний перемещают к середрше первой 1. Затем информацию с перфоленты вводят в накопитель системы ЧПУ со следящим приводом. На перфоленте первым кадром программируют выход станка в нуль. Вторым кадром - перемещение суппорта с головкой датчика на велич1шу 249,50 мм. Третьим кадром - выход станка в пуль, Четнертым-седьмым кадрами программируют контроль заданного засстояния между нулями щага датчика, зафиксированными в середине первой и второй лннеск т. е. повторяют операции стыковки (J.3 кадр) с делью контроля. При нажатии кнопки пуск производится поиск и фиксащш ближайшего нуля шага датчика. Этот поиск осуществляется в направлеНИИ нуля станка. Затйм суиткжт перемещается в данном случае на расстэят-цс 2-19,50 мм и, поскольку датч1тси положени;; продолжают оставаться нклгачеипмм з. rio Т1и:) заданного расстояния прогпподПся rfoncx пуля датяихЕ другой (рег;ЛУ|)уелчой) линейки, Б оередилл; с пцсз/одукягоц фгиссадййй упоьишухогс тага. Послй ;-;,:КОЖдекия ;:;уля ;,-;: ц1п;)1юй л;&гей КИ i::iiO Kc. rOJi:Ol.U;;;i ;|;Т1КС;и)усТСЯ ШДИКУХОг зм, у:ггпповкой аго аа п;:: ;ул)-;н:.:лыю vaopa. Гих;/-г фик:саи и .;yjfu ;ii:;i ;i /(ругой лиHciiKi; yci;;:;ai;-.;iB:ijnr ;сонне}- уи меру д;.и1ой /SuOCO Mft н Ш Дикатор указывает разиияу расстоя и1Я зaфnl :c iI.( нулями оагя /..v и in.iJiOHiibnvi i,i:i:vi:c JOivL if.i.yrqjjv: ipyryci лиа:.Г.ку чтобы штдикаьор ;;i.;.-;./Jb;B;i;i О. 1игл иэлсс CT.iKOHK;-: юсишую до в;г -1:шгы лакоялешшй jiOrpea-uiCi:; ллнеек. .; ill Oi-iiiiOif ЛТ KOiTf: лlfЬ CJWlCOBKIi, г, е. Moi.CK Myjici;: ;:;.й:;: ; . лчHeei: на у)асс1О5:н 1и 250 iк Друг от Дрзга, 11р Л сюходимости проязвсдят экоичательн ло юсТ1фовку, регулируемую линейку закрепляют. Апалопгаю производят стыковку остальных Л1шеек. Таким образом, переме1нение головки ifflдуктивного датчика и поиск за,цаниых нулей щага производится с помощью системьг программного управления, оснащенной следящим приводом, на ускоренном ходу, при этом поиск нулей щага в середина обеих линеек осуществляется при включенных датчиках положешш нулл станка. Поскольку фиксацию нуля щага на регулируемой линейке выполняют перед юстировкой, отпадает необходимость к нахождении точного размера, например 250000 мм. Все это в сочетании с другими признаками резко сокращает вспомогательное время стыковки гашеск, уменьщает объем нспользуемого оборудования, поскольку вместо дополнительных генератора, усилителя и др. иснользуют систему программюго управления. поставляемую со .станком, а трудозатраты снижаются. Кроме того, управление операцией стыков-. КИ л шеек: осуществляют автоматически, что позволяет получить высокую точность юстировкк, о р м у я а и 3 о б р е т е If и я Способ стыковки ллнеек индук явного датшка линейных перемен ., заключающийся ks фиксадии нуля ндага ж;дуктивного датчика i-ia одной .(пгнейке, фиксации заданного расстояттия и регулировке ну;гя шага второй линейкн по зад.анному расстся 1ию, о т л и ч а юд и и с я тем, ЧТО; с делью сокращения времени СТЫКОВКИ; в накопитель системы ЧПУ .вводят информацию на поиск нулей шага ,::ц;-ул сп-лкуемых линее1с и ведут поиск по ггрог)амме при включе)шых датчиках положеHijtx нуля отаика, при-; ем фиксацию нуля дага на регулируемой линейке нроизвор.ят ярк юстировке, Источиякн ккформадки, гу:инятг е во внимаииЕ при экспертизе 1, Рукоаодстио гш присоединению и установке системы и;нмеремий, Ит-ьдуктосин, Бош, ФРГ, 1974.
(S
,§
«is
fi
Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| НАВОРНО-ПРОГРАММИРУЮЩИЙ АППАРАТ | 1971 |
|
SU311779A1 |
| Полуавтоматический сверлильный станок с программным управлением для линейного сверления отверстий с постоянным шагом в деталях типа судовых стрингеров | 1960 |
|
SU134956A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Линия пайки погружением в расплавленый припой | 1986 |
|
SU1431904A1 |
| ЦИФРОВОЕ ПРОГРАММНОЕ УСТРОЙСТВО для УПРАВЛЕНИЯ подвижными УЗЛАМИ СТАНКА | 1972 |
|
SU332648A1 |
| Устройство для определения геометрических погрешностей траектории движения стола фрезерных станков с ЧПУ | 2016 |
|
RU2641939C2 |
| Автоматическая линия для механической обработки цилиндрических деталей | 1983 |
|
SU1135607A1 |
| ФОТОЭЛЕКТРИЧЕСКОЕ СЧИТЫВАЮЩЕЕ УСТРОЙСТВО | 1989 |
|
RU2030787C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ | 1992 |
|
RU2040774C1 |
| Базовая плита универсально-наладочного приспособления к станкам с чпу | 1980 |
|
SU887120A1 |
г-4 :
fl.-™L-i
