тf
йТ, йТ ДТ дт:
лтг
дт
4Tt
йт;
дтГ дт
ДТ
дт
о о
+ +

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Устройство для регулирования ширины проката | 1980 |
|
SU929263A1 |
| Способ измерения натяжения полосы | 1988 |
|
SU1565557A1 |
| Устройство стабилизации натяжения проката на непрерывном стане | 1986 |
|
SU1397110A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Устройство для управления межклетевым охлаждением полосы на широкополосовом стане горячей прокатки | 1984 |
|
SU1217514A2 |
| Система регулирования температуры полосы на выходе стана горячей прокатки | 1981 |
|
SU971543A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
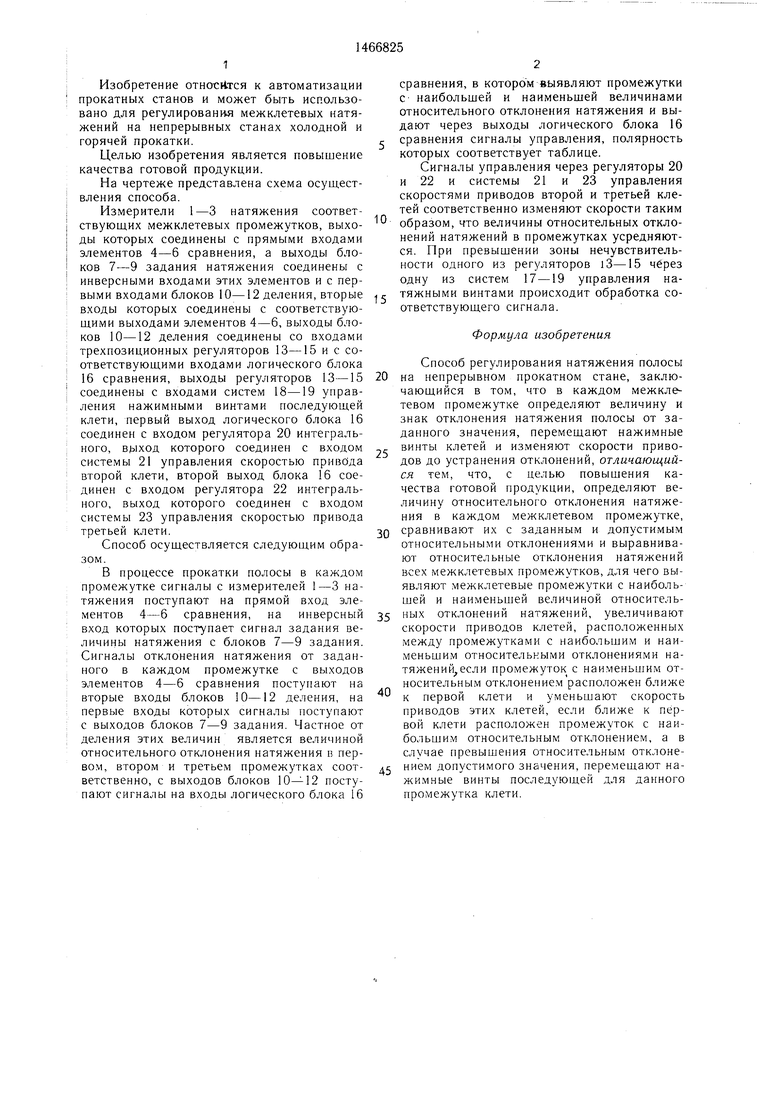
Изобретение относится к автоматизации прокатных станов. Цель изобретения - повышение качества готовой продукции. Величина натяжения полосы, измеренная в каждом межклетевом промежутке одним из измерителей I-3, сравнивается с заданием в элементах 4-6 сравнения. Разность величин измеренной и текущей поступает на один из входов соответствующих блок ов 10-12 деления, где делится на величину задания. Полученная величина, соответствующая относительному отклонению натяжения, поступает на входы логического блока 16 сравнения. В блоке 16 указанные величины сравниваются и выявляют промежутки с наибольшей и наименьщей величинами относительных отклонений. Выравнивают относительные отклонения натяжений всех межклетевых промежутков, для чего увеличивают скорости приводов клетей, расположенных между промежутками с наи- больщим и наименьшим относительными отклонениями натяжений, если промежуток с наименьшим относительным отклонением расположен ближе к первой клети, и уменьшают - если ближе к первой клети расположен промежуток с наибольшим относительным отклонением. 1 табл., 1 ил. S (Я
| Лямбах Р | |||
| В | |||
| и др | |||
| Автоматизация технологических процессов холодной прокатки листов | |||
| М.: Металлургия, 1981, с | |||
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
