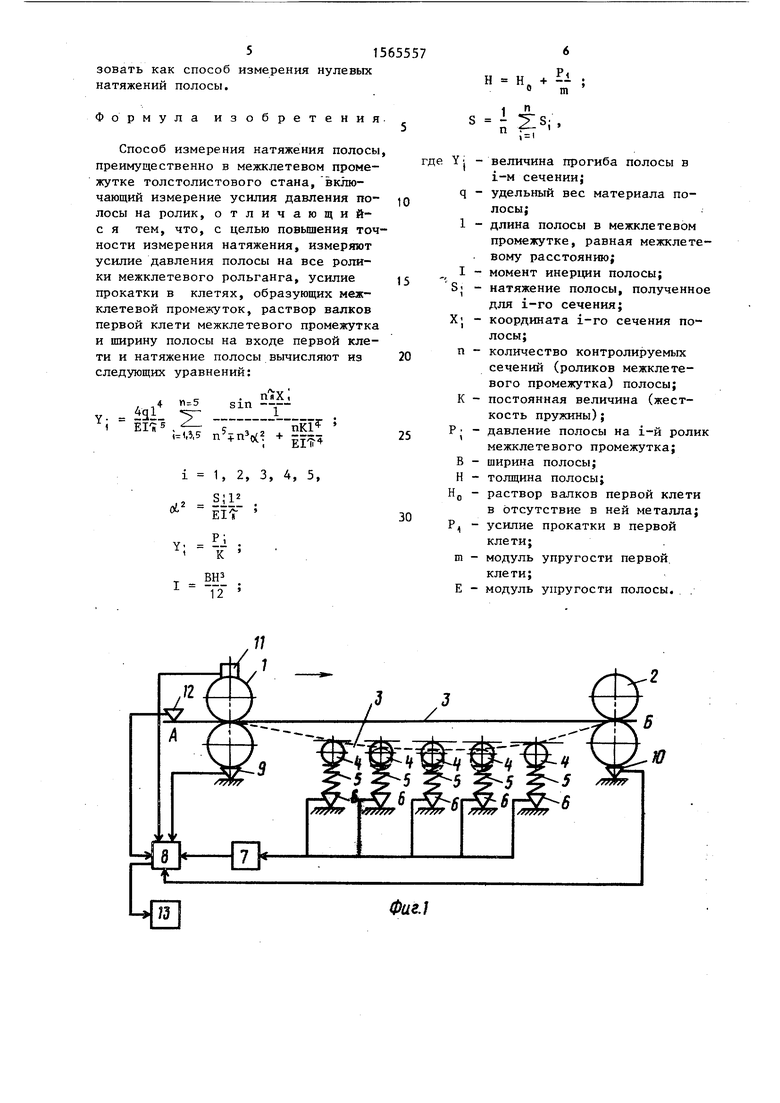
первой клети 1 (на схеме показан только один датчик) и измеритель 12 ширины толстой полосы на входе в первую клеть 1. К выходу блока 8 вычис- ления подсоединен индикатор 13.
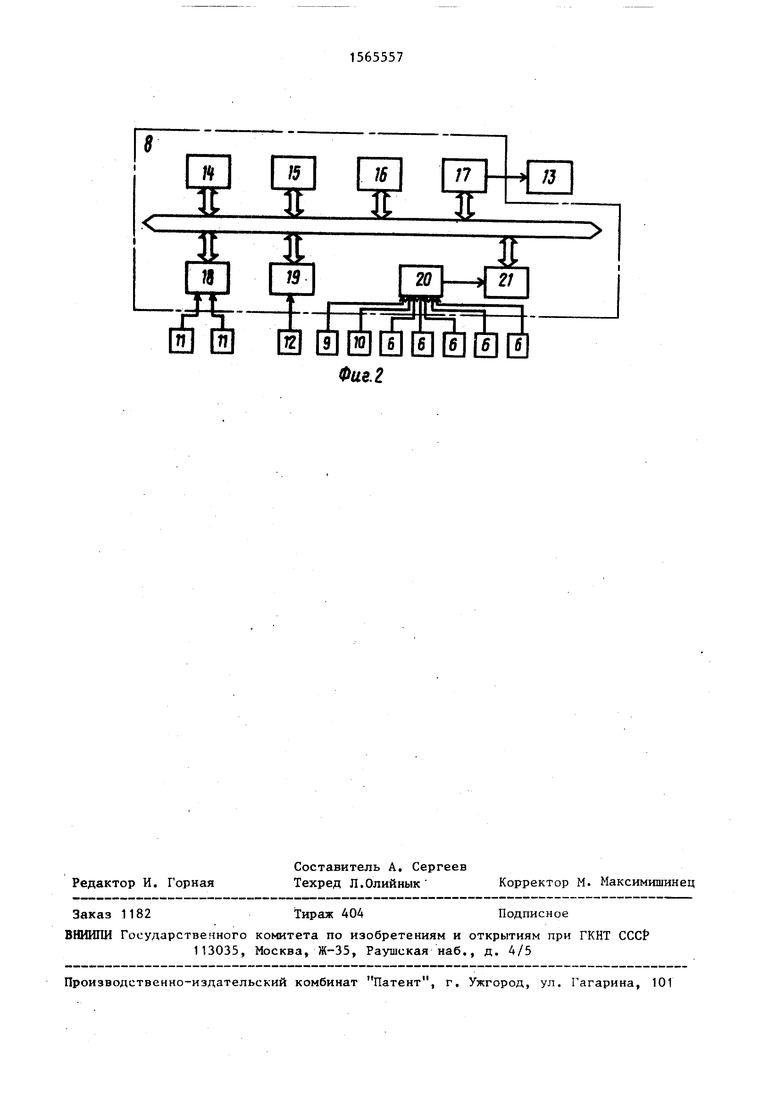
Блок 8 вычисления содержит (фиг.2) элемент 14 памяти, процессорный элемент 15, таймер 16, элемент 17 связи с цифровым индикатором 13, два элемента 18 и 19 ввода кодовых сигналов, коммутатор 20 аналоговых сигналов, аналого-цифровой преобразователь 21, каждый из которых, за исключением коммутатора 20 аналоговых сигна- лов, подключен к интерфейсной магистрали микропроцессорного комплекса. К входам первого элемента 18 ввода кодовых сигналов подключены датчики 11 раствора валков, а к входу второ- го элемента 19 ввода кодовых сигналов подключен измеритель 12, месдозы 9 и 10 соответственно первой 1 и второй 2 клетей и пять датчиков 6 давления полосы 3 соответственно на каж- дый из пяти роликов 4 межклетевого рольганга через коммутатор 20 аналоговых сигналов подключены к аналого- во-цифровому преобразователю 21.
Способ измерения натяжения толе- той полосы заключается в следующем.
После захвата полосы первой клетью 1 (фиг. 1) по величине сигналов с месдозы 9, установленной в этой клети и измеряющей усилие Р, прокатки металла, датчика 11 раствора валков перврй клети 1 и измерителя 12 в блоке 8 вычисления определяют толщину полосы Н и ее момент Т инерции, для чего используют следующие зависимости:
Н Н,
+ 2 m
I -
ВН3 Tf
где m - модуль упругости клети 1. После захвата полосы клетью 2, что фиксируют по появлению сигнала с месдозы 10, установленной в этой клети, и после начала изменения сигнала на выходе датчика 6 давления полосы на ролик 4, установленный по середине межклетевого промежутка, измеряют давление Р; полосы на каждый из роликов 4 межклетевого рольганга и определяют прогиб полосы Y- в се- .чениях, соответствующих положению
роликов 4 в межклетевом промежутке, в соответствии с зависимостью
, 11
К
где К - жесткость пружины 5, установленной под роликом 4. По вычисленным моменту 1 инерции полосы и прогибу Y; полосы в i-м сечении определяют натяжение S, для . каждого сечения i прокатываемой полосы, используя зависимость
n«Xj sin - -
, ,+
4gl у-
Е175Јд5 s 3n,2
n±npi. EI/fr
, о , j где d;
q 1
E Щ
n Eilf5
удельный вес полосы; длина полосы в межклетевом промежутке;
модуль упругости полосы; координата 1-го сечения полосы;
количество контролируемых сечений (роликов межклетевого промежутка) полосы. Величину натяжения S полосы определяют как среднюю величину вычисленных Sj по всем n контролируемым сечениям полосы
s-l
в полосе опа величину напряжения ределяют как
Ј s
т
Расчет всех параметров, необходимых для вычисления натяжения полосы, производится в блоке 8 вычисления, реализованном на базе микропроцессорных средств (фиг. 2), которыйткроме вычислительных операций, реализует и операции по вводу и преобразованию сигналов от датчиков устройства и выводу информации о величине натяжения на индикатор 13.
Применение способа позволит повысить точность измерения натяжения толстых полос при прокатке в черновых группах клетей широкополосных станов горячей прокатки. Кроме того, способ обладает достаточно высокой чувствительностью, что позволяет его исполь-
51565557
зовать как способ измерения нулевых натяжений полосы.
Формула изобретения
б н.н.,
- п
о 1 JL
Si.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения натяжения полосы наОТВОдящЕМ РОльгАНгЕ шиРОКОпОлОСНОгОСТАНА гОРячЕй пРОКАТКи | 1979 |
|
SU814502A1 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
| Способ определения вытяжки металла при прокатке в валках непрерывного стана | 1982 |
|
SU1071340A1 |
| Устройство для измерения распределения натяжения по ширине прокатываемой полосы | 1983 |
|
SU1126347A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Способ прокатки и транспортировки тонких полос по отводящему рольгангу широкополосного стана | 2020 |
|
RU2743386C1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1976 |
|
SU601062A1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
Изобретение относится к прокатному производству, а именно к измерению натяжения толстой полосы в непрерывных черновых группах клетей широкополосных станов горячей прокатки. Цель изобретения - повышение точности измерения натяжения. Натяжение толстой полосы определяют из выражения, описывающего прогиб балки, лежащей на упругом основании: YI = (4QL4/EIφ5)Σ((SIN(NφХI/L)/(N5±N3Α2+(NKL4/EIφ4))), где α2 = SIL2/EIφ
YI - величина прогиба полосы в I-м сечении
Q - удельный вес полосы
L - длина полосы в межклетьевом промежутке
E - модуль упругости полосы
I - момент инерции полосы
SI - натяжение полосы, вычисленное для I-го сечения
XI - координата I-го сечения полосы
N - количество контролируемых сечений полосы. Величины YI определяют из соотношения YI = PI/K, где PI - измеренное усилие давления полосы на I-й ролик межклетьевого рольганга
K - коэффициент жесткости пружины, установленной под роликом межклетьевого рольганга. Натяжение полосы определяют как среднюю величину натяжений, вычисленных для N сечений полосы. Способ позволяет повысить точность измерения натяжений, а также измерять нулевые натяжения толстой полосы. 2 ил.
Способ измерения натяжения полосы преимущественно в межклетевом промежутке толстолистового стана,включающий измерение усилия давления полосы на ролик, отличающий- с я тем, что, с целью повышения точности измерения натяжения, измеряют усилие давления полосы на все ролики межклетевого рольганга, усилие прокатки в клетях, образующих межклетевой промежуток, раствор валков первой клети межклетевого промежутка и ширину полосы на входе первой клети и натяжение полосы вычисляют из следующих уравнений:
П 5
- зГ. -г
EI 5 , -ттт
. пяХ, sin -1-
о,5 n +nv
nKlf
+ irF
,2, 3,
2 si12 А ЁгГ ;
Y, Li . к
вн3 i - 12 ;
5
0
5
0
где Y1 - величина прогиба полосы в
i-м сечении;
q - удельный вес материала полосы;
1 - длина полосы в межклетевом промежутке, равная межклетевому расстоянию; I - момент инерции полосы; S; - натяжение полосы, полученное
для 1-го сечения; Х| - координата 1-го сечения полосы;
п - количество контролируемых сечений (роликов межклетевого промежутка) полосы; К - постоянная величина (жесткость пружины); Р | - давление полосы на i-й ролик
межклетевого промежутка; В - ширина полосы; Н - толщина полосы; Н0 - раствор валков первой клети в отсутствие в ней металла; Р, - усилие прокатки в первой
клети; m - модуль упругости первой
клети; Е - модуль упругости полосы.
Фиг.1
П
15
Фие.2
| Способ присоединения добавительных трубок инжекторам любой системы | 1921 |
|
SU1700A1 |
| - И., 1985. | |||
