800
0
«3
а 700
&
600
123
Толщина оболочии, мм
Физ.З
5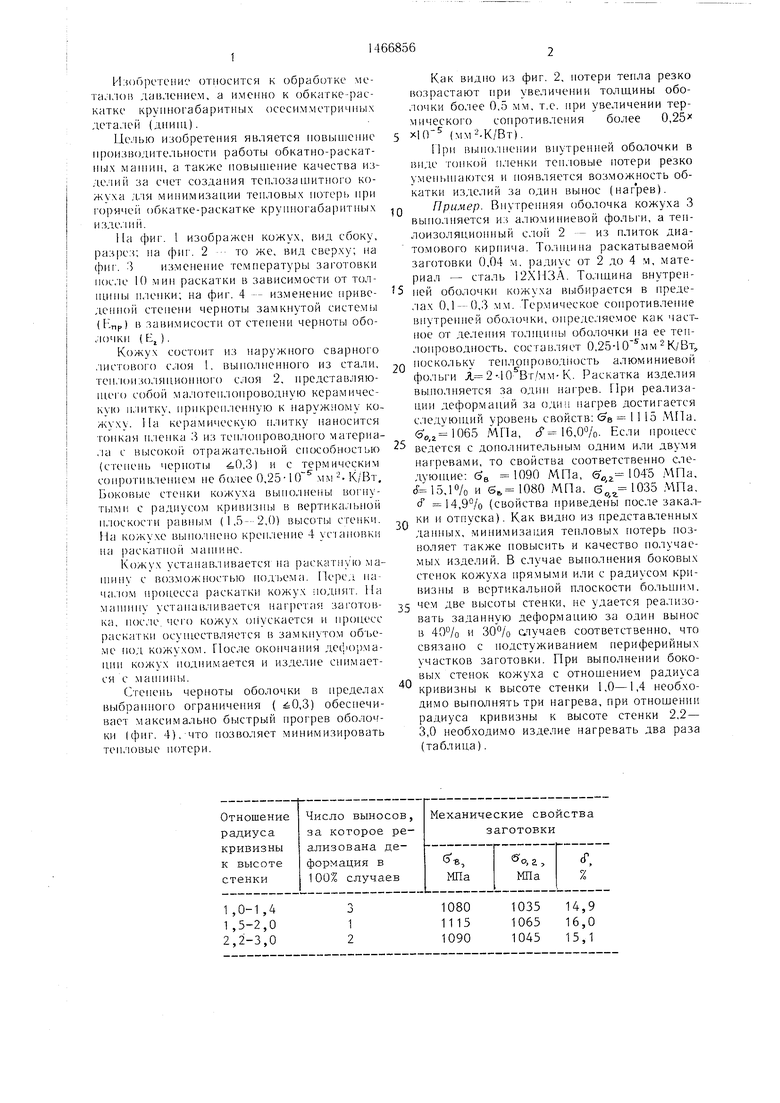
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1999 |
|
RU2168084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2148461C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ производства бесшовных труб из нержавеющей стали мартенситного класса типа 13Cr | 2020 |
|
RU2751069C1 |
| Способ изготовления обечайки-гасителя разрушений | 1986 |
|
SU1333513A2 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1994 |
|
RU2089321C1 |
| Способ изготовления обечайки-гасителя разрушений | 1986 |
|
SU1360941A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| РАСКАТНАЯ ГОЛОВКА | 1997 |
|
RU2139162C1 |
| Способ ковки раскатных колец | 2018 |
|
RU2699428C1 |


Изобретение относится к обработке металлов давлением, а именно к обкатке-раскатке крупногабаритных осесимметричных деталей (днищ). Цель - повышение произ- вОлТ,ительности работы обкатно-раскатных машин, а также повышение качества изделий за счет создания теплозаш,итного кожуха. Кожух устанавливается на раскатную машину и состоит из сварного листового кожуха 1, выполненного из стали теплоизоляционного слоя 2, изготовленного из керамической малотеплопроводной плитки, прикрепленной к кожуху. На теплоизоляшюнный слой нанесена тонкая пленка 3 из теплопроводного материала с высокой отражательной способностью (степень черноты 0,3) и с термическим сопротивлением не более 0,25-« хШ мм 2.К/Вт. Боковые стенки кожуха выполнены вогнутыми с радиусом кривизны в вертикальной плоскости, равным (1,5-2) асоты стенки. Процесс раскатки нагретой заготовки под кожухом позволяет за один нагрев изготавливать детали из стали марки 12ХНЗА с повышенными механическими характеристиками. 1 табл. 4 ил. S (Л
