Изобретение относится к сварке в защитных газах и может быть использовано при отработке технологии сварки и разработке конструкций сварочных горелок и устройств, предназначенных для защиты сварного соединения от окисления.
Целью изобретения является повыщение степени достоверности суждения о фактических границах зоны газовой защиты при упрощении эксперимента.
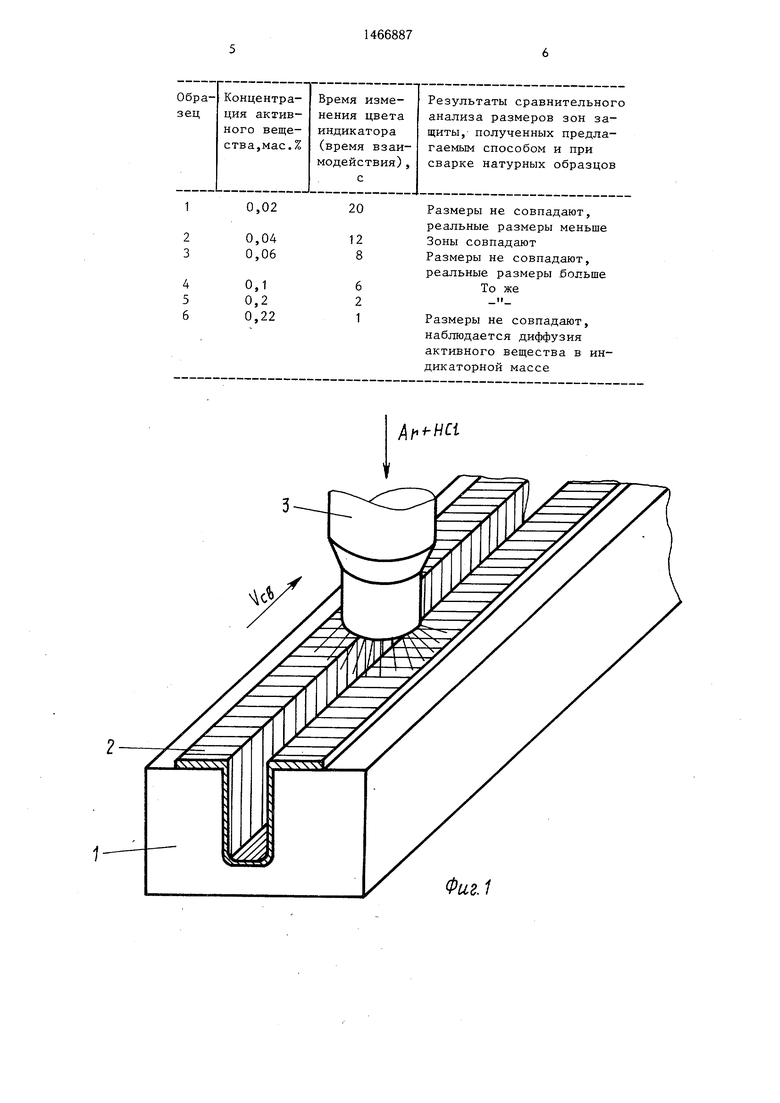
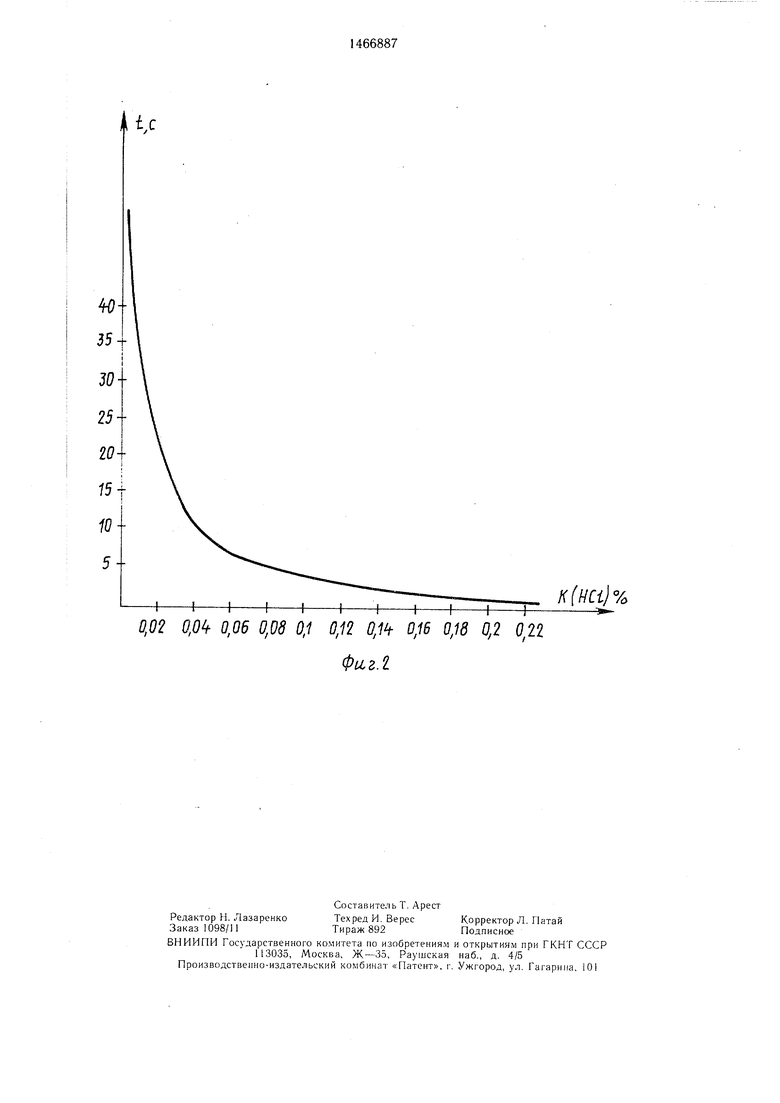
На фиг. 1 показана схема определения зон газовой защиты при отработке режимов подачи загцитного газа и конструкции газозащитных устройств применительно к сварке в щелевую разделку; на фиг. 2 - график зависимости времени взаимодействия активного вещества с индикатором (t) от концентрации активного вещества в защитное газе (К).
Способ осуществляется следующим образом.
На поверхность образца 1, который может быть натурным или изготовленным из любого доступного материала, наносится индикатор 2. Индикатор может быть в виде массы или же им пропитывается бумага, ткань. В защитный газ добавляется химически активное вещество в количестве, не превыщающем 0,2 мас.%. Газ с заданным расходом подается в горелку 3 и газозащитную приставку-хвостик (не показана), которые перемещаются со скоростью сварки (Vcj). Из горелки 3 и хвостовика защитный газ попадает на поверхность и кромки образца, активное вещество вступает в химическую реакцию с индикатором, в результате которой индикатор изменяет свой ц вет. При этом предварительно задается необходимая длина зоны газовой защиты, исходя из которой устанавливается время взаимодействия активного вещества с индикатором . Времени t соответствует конVcBкретная концентрация активного вещества в газе. Концентрация может определяться
О5 05 00 СХ)
;расчетным путем или по зависимостям, по- ;лученным экспериментально.
Взаимодействие активного вещества с индикатором ограничивается временем t, так как при определенной конструкции газозащитных устройств и режиме подачи защитный газ может достичь заданных областей на поверхности и кромках образца I позже, чем требуется. Так, например, при Iсварке в щелевую разделку защитный газ I может достигать поверхности сварного шва, jcnycTH некоторое время после его кристал- 1лизации, что не обеспечивает защиту от окисления. Поэтому количество активного вещества, содержащегося в единице объема защитного газа, должно обеспечивать из- .менение цвета индикатора только в течение времени t. При этом количество активного вещества не должно превыщать 0,2 мас.%, ;так как в противном случае происходит ;изменение цвета индикатора не только при I контакте с активным веществом, но и за счет его диффузии. Изменение цвета индикатора |3а счет диффузии активного вещества не обеспечивает точного опреде.тения раз.мером :зон газовой защиты и, таким образом, сни- ;Жает положительный эффект способа. Зоны защиты определяются по измене- ;нию цвета индикатора, а их размеры - по границе цветов. Способ позволяет также оценить время контакта защитного газа с поверхностью образца по интенсивности изменения цвета индикатора. При более длительном контакте цвет меняется интенсивней, при коротком контакте - слабее. Время контакта оценивается с достаточной точностью с помощью образцов-эталонов, на которых зафиксирована цветовая гамма индикатора при различном времени его контакта с защитным газом, содержащим ак- :тивное вещество в заданном количестве.
Пример. Проводят отработку режимов подачи защитного газа, конструкции сопла го- :релки и газозащитной приставки, обеспечивающих качественную защиту от окисления при сварке плавящимся электродом в щелевую разделку шириной 10 мм и глубиной 50 мм. При оптимальных режимах сварки скорость составляет мм/с, необходимая длина зоны газовой защиты 60 мм.
В качестве активного вещества используют хлористый водород. Применяется индикаторная масса следующего состава, %: глицерин 20-25; бромтимолов, синий 0,2- 0,3; спирт этиловый 9-10; каолин 35-40; вода остальное.
После приготовления индикаторная масса наносится кистью на поверхностью и кромки образцов (фиг. 1).
Исходя из времени взаимодействия активного вещества с индикатором
60 .„ с, по зависимости, полученной
экспериментально (фиг. 2), определяют необходимую концентрацию активного вещества в газе, обеспечивающую изменение цвета индикатора в течение 12 с, которая
составляет 0,04 мас.%.
Аргон, в котором содержится хлористый водород в количестве 0,04 мас.%, подается в горелку и газозащитную приставку, которые перемещаются над образцом со скоростью 5 мм/с.
При этом изменяют расход подачи газа в горелку и приставку, диаметр сопла, его конфигурацию, длину и щирину газозащитной приставки.
По изменению цвета индикаторной массы
изучают характер распределения газового потока на кромках образца и в щелевом зазоре и выбирают оптимальные режимы подачи газа и конструкцию устройств.
Кроме того, оценивают эффективность
предлагаемого способа при содержании различного количества активного вещества в защитном газе. Полученные результаты проверяют при сварке натурных образцов. Результаты экспериментов и сравнительного анализа приведены в таблице.
Изобретение позволяет определять реальные размеры зон газовой защиты, сократить время и расходы на разработку кон- структорско-технологических рещений, обеспечивающих качественную защиту от окисления сварного соединения.
Формула изобретения
Способ определения зон газовой защиты от окисления при сварке плавлением, при котором в защитный газ добавляют химически активное вещество, а о размерах зоны защиты судят по окрашиванию вещества- индикатора, которое наносят на исследуемый объект, отличающийся тем, что, с целью повыщения степени достоверности суждения о фактических границах зоны газовой защиты при упрощении эксперимента, вещество- индикатор наносят непосредственно на кромки подлежащих сварке деталей, активное вещество добавляют в защитный газ в количестве 0,02-0,2 мас.%, а время, необходимое для изменения цвета вещества-индикатора выбирают равным времени, необходимому для защиты от окисления.
Концентрация активного вещества,мае.%
Время изменения цвета индикатора (время взаимодействия) ,
Результаты сравнительного анализа размеров зон защиты, полученных предлагаемым способом и при сварке натурных образцов
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРОЧНОЙ ВАННЫ, СВАРОЧНОГО ШВА И ОКОЛОШОВНОЙ ЗОНЫ | 2015 |
|
RU2615103C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Устройство для защиты сварного шва | 1988 |
|
SU1620241A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2002 |
|
RU2219022C1 |
| Щелевое сопло к горелкам для дуговой сварки неплавящимся электродом в защитных газах | 1974 |
|
SU582928A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| Устройство газовой защиты сварного шва при лазерной сварке | 2020 |
|
RU2750387C1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2006 |
|
RU2304496C1 |
Изобретение относится к сварке в защитных газах и может быть использовано при отработке технологии сварки и разработке конструкций сварочных горелок и устройств, предназначенных для защиты сварного соединения от окисления. Цель изобретения - повышение степени достоверности суждения о фактических границах зоны газовой защиты при сварке. Кромки подлежащих сварке деталей и прилегающие к ним участки поверхности покрывают вещ,еством- индикатором. В защитный газ добавляют химически активное вещество в количестве, не превыщающем 0,2 мас.%. Границы зонь защиты определяют по изменению цвета вещества-индикатора. Время контакта защитного газа с поверхностью образца оценивают по интенсивности изменения цвета индикатора с помощью образцов-эталонов. 2 ил., 1 табл.
0,02
0,04 0,06
0,1 0,2 0,22
20
12 8
6 2 1
Размеры не совпадают, реальные размеры меньше Зоны совпадают Размеры не совпадают, реальные размеры больше
То же ||
Размеры не совпадают, наблюдается диффузия активного вещества в индикаторной массе
Фиг.1
ic
0,02 0,0 0,06 0,08 0,1 0,12 0,1 0,16 0,18 0,2 a,22
Фи.г.1
к(
| Устройство для исследования истечения защитного газа из сварочной горелки | 1977 |
|
SU660796A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ определения размеров зоны газовой защиты при дуговой сварке | 1985 |
|
SU1269941A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
