Заявляемое изобретение относится к технологической оснастке сварочного производства и может найти применение при изготовлении горелок для дуговой сварки неплавящимся электродом в среде защитных газов, использующихся в различных отраслях промышленности.
Известны горелки, в том числе горелка для дуговой сварки в защитных газах (А.С. №592540, Кл. В23К 9/16, 1978), содержащие пакет сеток, установленный в сопле.
Недостатком такой конструкции является то, что плоская сетка или пакет плоских сеток не обеспечивает высокого качества сварного шва.
Наиболее близкой по технической сущности и достигаемому эффекту к заявляемой является головка горелки для дуговой сварки неплавящимся электродом в среде защитных газов (патент РФ №2070490, кл. В23К 9/167, 1996), содержащая цангу с отверстием под электрод и каналами для подвода газа и керамическое сопло, внутри которого размещен пакет защитных сеток. Кроме того, головка горелки содержит газозащитную приставку с расположенной внутри нее трубкой для подвода газа и еще одной сеткой. Газозащитная приставка позволяет избежать коррозии свариваемых поверхностей в зоне нагрева.
Недостатком известной горелки является сложность конструкции, выраженная в наличии двух газоподводящих трубок и размещении сеток в сопле и приставке.
Задача изобретения - упрощение конструкции с сохранением высокого качества сварного шва.
Решение поставленной задачи достигается тем, что в головке горелки для дуговой сварки в среде защитных газов, содержащей закрепленную в корпусе цангу с отверстием под электрод и каналами для подвода газа, сопло и перегородку, размещенную внутри сопла и сформированную из пакета сеток, сетчатая перегородка выполнена выпуклой по отношению к пламени сварочной дуги. Головка может быть дополнительно снабжена перегородкой из пакета сеток, расположенной между цангой и сетчатой выпуклой перегородкой и выполненной вогнутой по отношению к пламени сварочной дуги. При этом пакеты сеток выполнены из нержавеющей стали, включают 3-5 слоев сетки, а размер ячейки сетки равен 0,3-0,5 мм.
Заявляемая головка горелки для дуговой сварки в среде защитных газов схематически представлена на фиг.1 и 2.
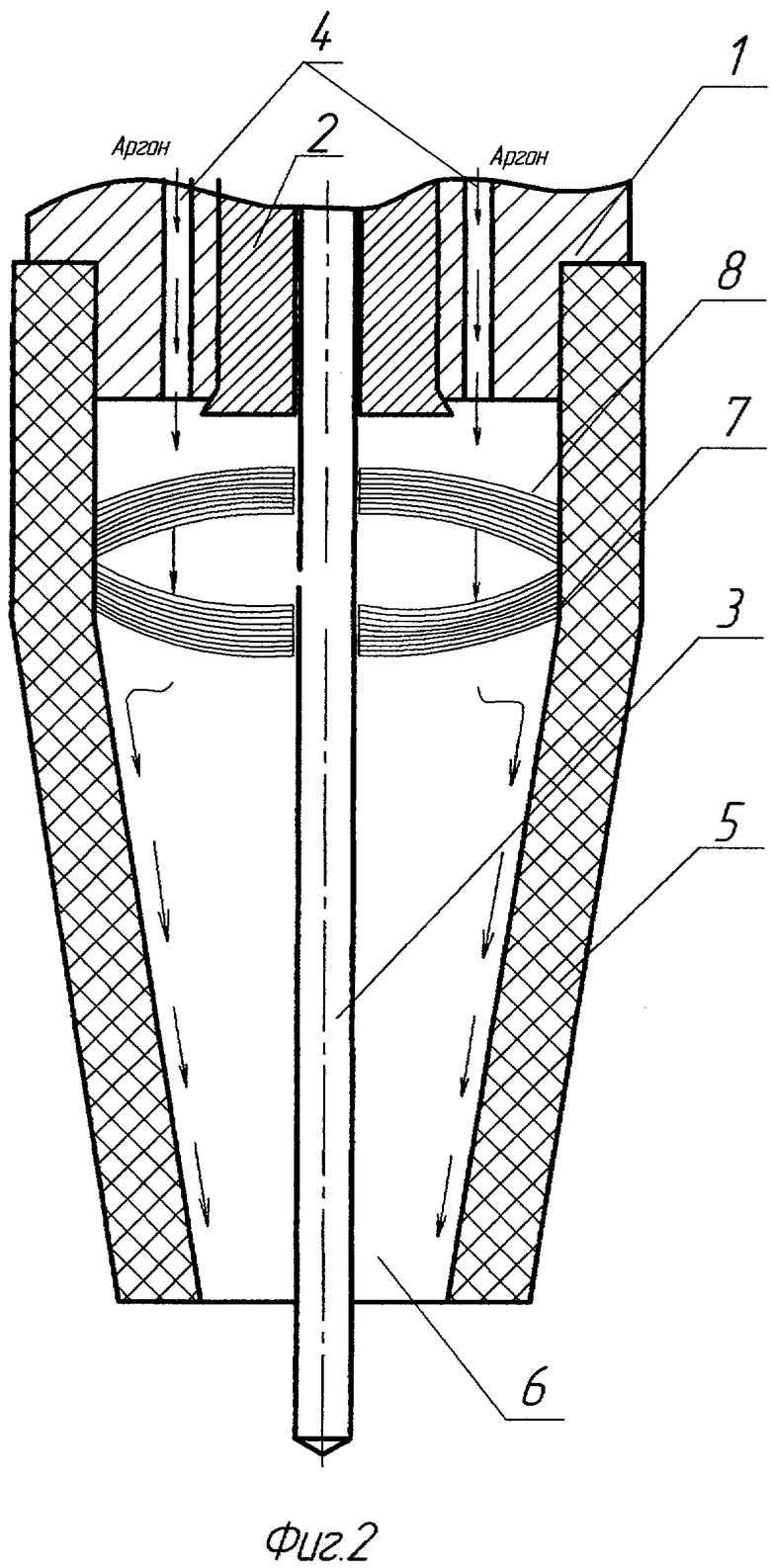
На фиг.1 представлена головка горелки, снабженная одним выпуклым по отношению к пламени сварочной дуги пакетом сеток.
На фиг.2 представлена головка горелки, снабженная выпуклым пакетом сеток и дополнительно вогнутым пакетом сеток.
Головка горелки для дуговой сварки в среде защитных газов содержит (фиг.1 и 2) закрепленную в корпусе 1 цангу 2 с отверстием под электрод 3 и каналами для подвода защитного газа 4, сопло 5 с выходным отверстием 6. Внутри сопла 5 размещена перегородка из пакета сеток 7 (см. фиг.1 и 2), выполненных выпуклыми по отношению к пламени сварочной дуги. При этом пакет включает 3-5 слоев сетки, а размер ячейки сетки равен 0,3-0,5 мм. На фиг.2 в сопле 5 дополнительно размещена перегородка из пакета сеток 8, расположенная между цангой 2 и сетчатой перегородкой 7 и выполненная вогнутой по отношению к пламени сварочной дуги.
Головка горелки для дуговой сварки в среде защитных газов работает следующим образом.
Защитный газ в процессе сварки непрерывно подается по каналам 4 цанги 2 в сопло 5 и проходит через пакет сеток 7 на выход 6. Ввиду того, что сетки выполнены выпуклыми по отношению к пламени сварочной дуги, пакет включает 3-5 слоев сетки, а размер ячейки сетки равен 0,3-0,5 мм, создается максимально однородное поле скоростей и равномерного распределения газа. Указанный эффект усиливается при использовании в конструкции (фиг.2) дополнительной перегородки из пакета сеток 8, размещенной между цангой и выпуклым пакетом сеток и выполненной вогнутой по отношению к пламени сварочной дуги. В этом случае образуется сварной шов очень высокого качества. Таким образом, использование предлагаемой головки горелки для дуговой сварки в среде защитных газов позволяет улучшить ламинарность газовой струи.
Для сравнения были испытаны головки горелки с плоской сетчатой перегородкой и головки с заявленными сетчатыми перегородками. Качество сварки оценивалось по количеству необходимых перезаварок сварного шва для устранения дефектов. При использовании головки горелки с плоской перегородкой количество необходимых перезаварок достигало 2 раз. При использовании заявленной головки, как правило, перезаварок не требовалось. Проведенные после сварки испытания (рентгеноконтроль, механическая прочность и вакуумная плотность) дали положительный результат по качеству сварного шва.
Следовательно, заявляемая головка горелки для дуговой сварки в среде защитных газов обеспечивает высокое качество сварных соединений при относительной простоте конструктивного исполнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Горелка для дуговой сварки в среде защитных газов | 1975 |
|
SU592540A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2014 |
|
RU2571677C2 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1983 |
|
SU1117164A1 |
| Горелка для дуговой сварки в среде защитных газов | 2016 |
|
RU2633197C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2007 |
|
RU2377105C2 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2573720C2 |
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU919830A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1982 |
|
SU1098709A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
Изобретение относится к конструкциям горелок для дуговой сварки неплавящимся электродом в среде защитных газов. Головка горелки содержит закрепленную в корпусе цангу с отверстием под электрод и каналами для подвода газа, сопло и перегородку, размещенную внутри сопла и сформированную из пакета сеток. Сетчатая перегородка выполнена выпуклой по отношению к пламени сварочной дуги. Головка дополнительно снабжена перегородкой из пакета сеток, расположенной между цангой и сетчатой выпуклой перегородкой и выполненной вогнутой по отношению к пламени сварочной дуги. Пакеты сеток выполнены из нержавеющей стали и состоят из 3-5 слоев. Размер ячейки сетки составляет 0,3-0,5 мм. Использование горелки позволит обеспечить высокое качество сварки при относительной простоте ее конструкции. 4 з.п. ф-лы, 2 ил.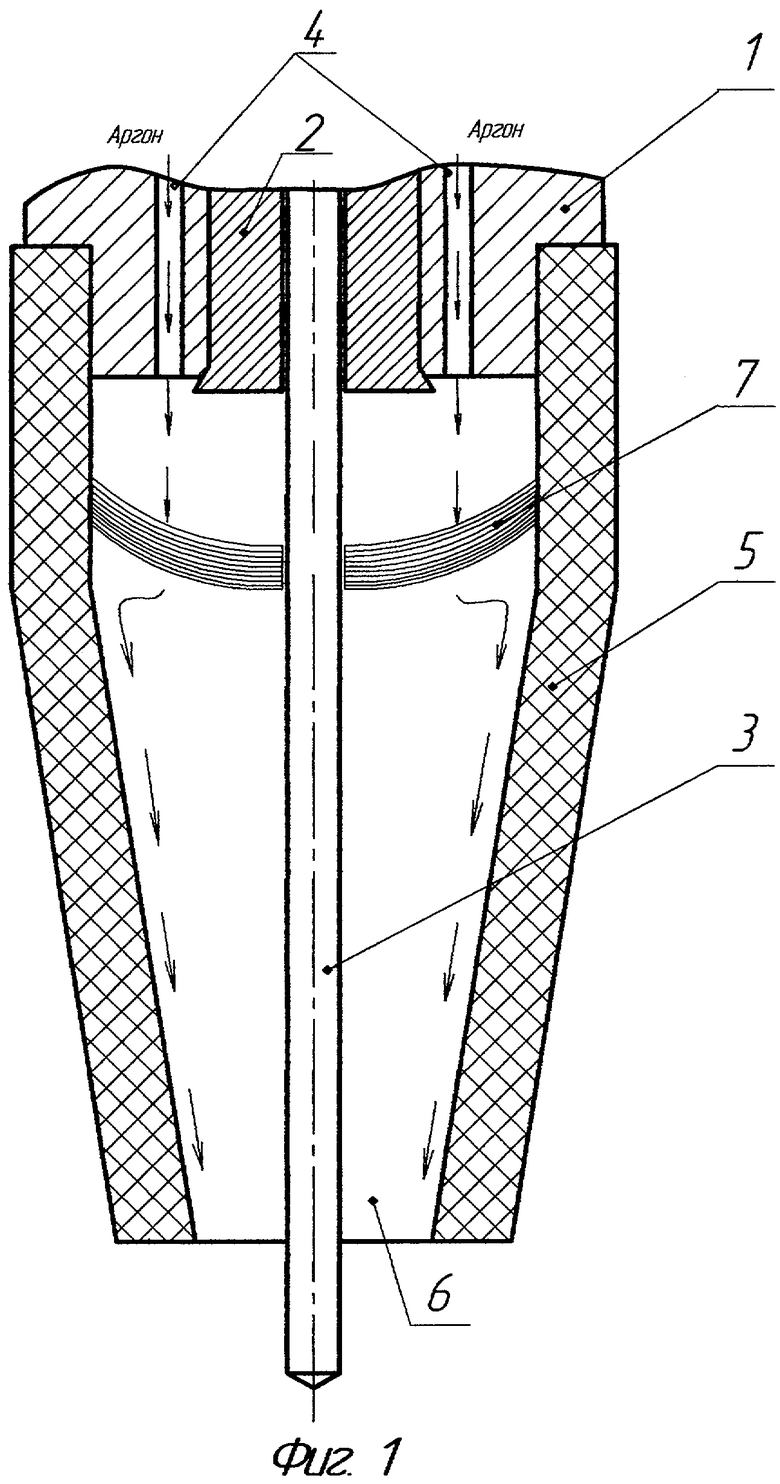
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1998 |
|
RU2145273C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2036058C1 |
| Газовая линза к горелкам для сварки в среде защитных газов | 1980 |
|
SU996130A1 |
| Газовая линза к горелкам для сварки в среде защитных газов | 1979 |
|
SU880653A1 |
| Горелка для дуговой сварки в среде защитных газов | 1975 |
|
SU592540A1 |
| US 4101751 А, 18.07.1978. | |||

