Изобретение относится к сварочной технике и может быть использовано при изготовлении деталей методом сварки трением.
Целью изобретения является повышение качества сварных соединений за счет обеспечения стабильности толщины промежуточной прослойки.
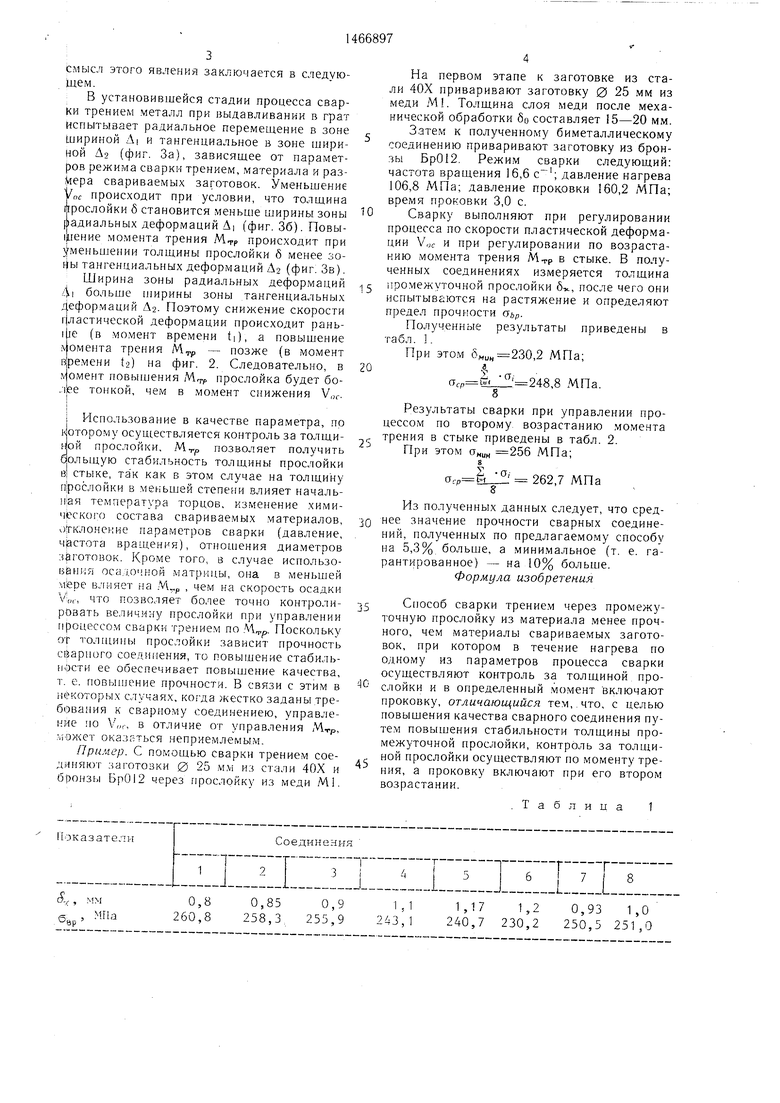
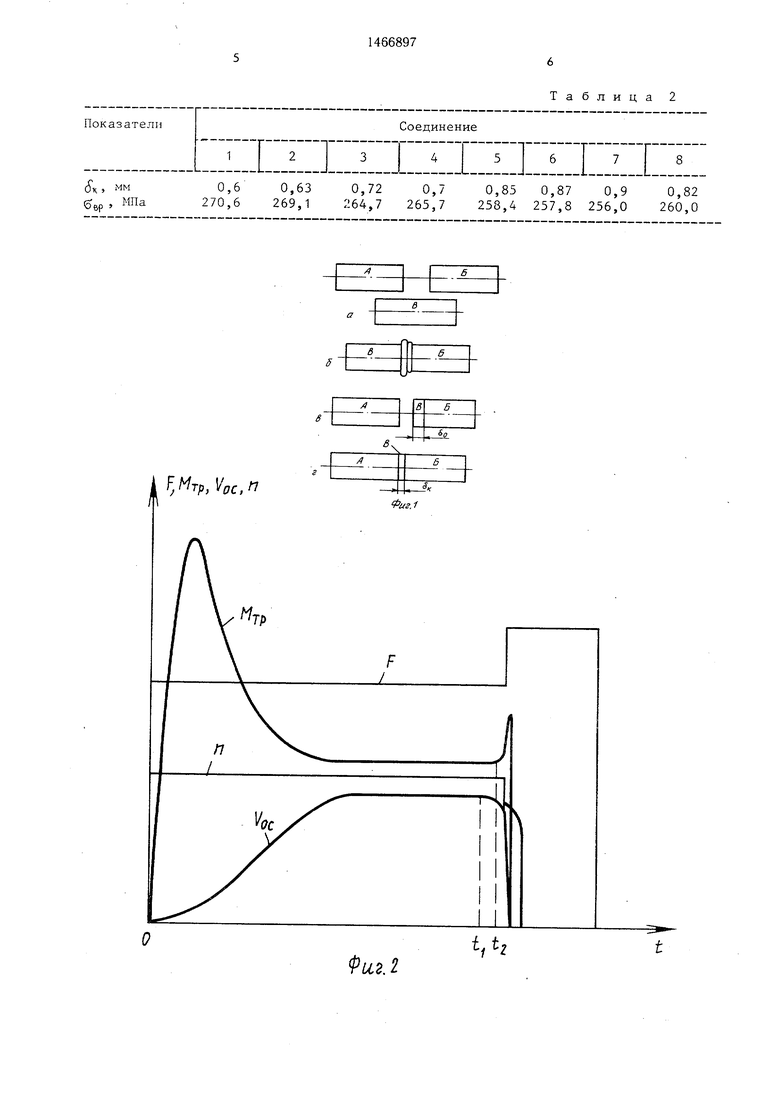
На фиг. 1 показана последовательность операций сварки заготовок из материалов А и Б через прослойку из материала В; на фиг. 2 - кривые изменения осевого усилия Р, частоты вращения щпинделя п, момента трения МТР и скорости пластической деформации Voc , на фиг. 3 - зоны радиального AI и тангенциального Д2 течения металла.
Предлагаемый способ заключается в сваривании заготовки из материала А и Б через прослойку из материала В (фиг. 1а).На первом этапе сваривают заготовки из материалов Б и В между г собой (фиг. 16). Затем грат удаляется и отрезается часть заготовки из материала В (фиг: 1в). Следующим этапом является приварка
заготовки из материала .А к прослойке из материала В и снятие грата (фиг. 1г). При сварке трением двух заготовок, к одной из которых приварена промежуточная прослойка определенной толщины из менее прочного иболее пластичного металла, чем материалы свариваемых заготовок, изменение пара- .метров МТР, Voc происходит сначала так же, как и при сварке заготовки с цельной заготовкой из материала прослойки: момент трения Мтр возрастает, достигает максимального значения, уменьшается и становится постоянным. Скорость пластической деформации Voc возрастает и тоже становится постоянной одновременно с .моментом трения Мтр- Однако в процессе сварки толщина прослойки уменьшается и вытеснение металла прослойки в грат становится более затруднительным, что вызывает уменьшение скорости пластической деформации V,,r и возрастание момента трения . Причем уменьшение Voc и возрастание М тр происходит неодновременно (фиг. 2). Физический
4
05 05
00 со
смысл этого явления заключается в следующем.
В установившейся стадии процесса сварки трением металл при выдавливании в грат испытывает радиальное перемещение в зоне шириной Д| и тангенциальное в зоне шири- ной Дз (фиг. За), зависящее от параметров режима сварки трением, материала и раз- Мера свариваемых заготовок. Уменьшение Voc происходит при условии, что толщина Прослойки б становится меньше ширины зоны })адиальных деформаций А, (фиг. 36). Повышение момента трения происходит при }| меньшении толщины прослойки б менее зо- йы тангенциальных деформаций Дз (фиг: Зв). Ширина зоны радиальных деформаций 4i больше ширины зоны тангенциальных 4еформаций 2. Поэтому снижение скорости г|ластической деформации происходит рань- liie (в момент времени t|), а повышение .|омента трения - позже (в момент в|ремени (2) на фиг. 2. Следовательно, в л омент повышения прослойка будет бо- . ijee тонкой, чем в момент снижения V,..
На первом этапе к заготовке из стали 40Х приваривают заготовку 0 25 мм из меди МЛ. Толщина слоя меди после механической обработки бо составляет 15-20 мм.
Затем к полученному биметаллическому соединению приваривают заготовку из бронзы Бр012. Режим сварки следующий: частота вращения 16,6 давление нагрева 106,8 МПа; давление проковки 60,2 МПа; время проковки 3,0 с.
Сварку выполняют при регулировании процесса по скорости пластической деформации „с И при регулировании по возрастанию момента трения в стыке. В полученных соединениях измеряется толщина промежуточной прослойки б:, после чего они испытываются на растяжение и определяют предел прочности оьр.
Полученные результаты приведены в табл. 1.
При этом б„и„ 230,2 МПа; ,,
(Т,
8
248,8 МПа.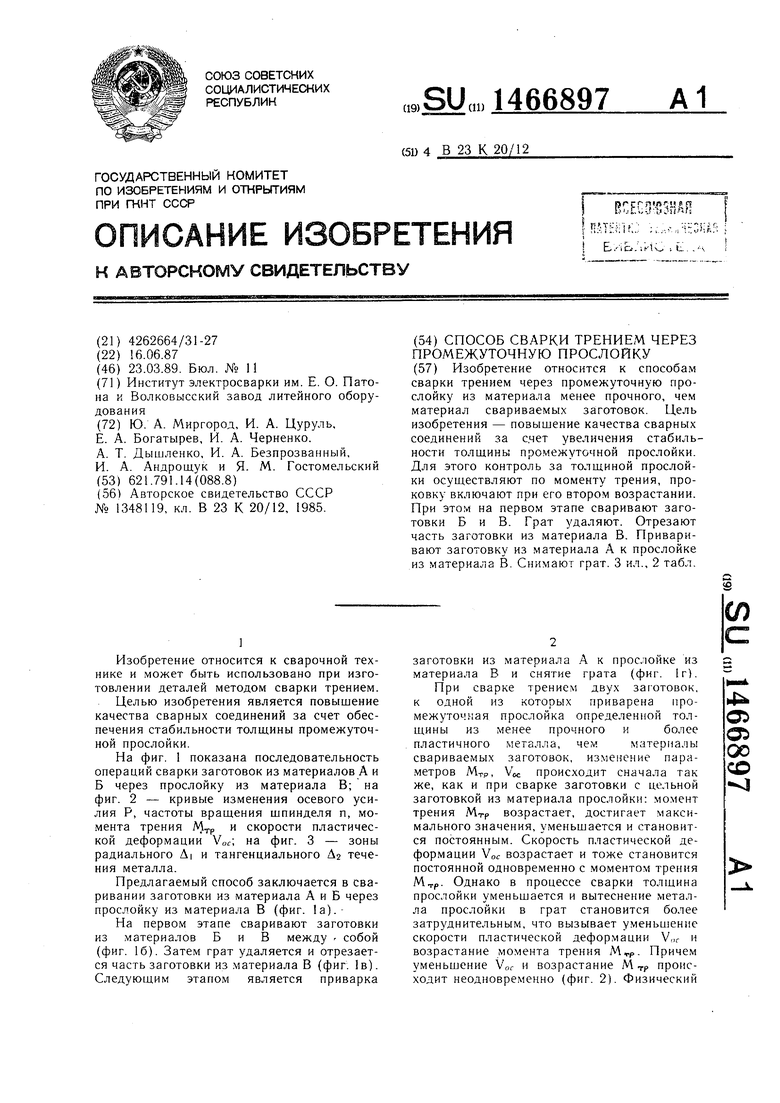
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| Способ сварки трением через промежуточную прослойку | 1985 |
|
SU1348119A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ сварки трением заготовок различного сечения | 1989 |
|
SU1637983A2 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456142C2 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2023 |
|
RU2817097C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ДЕТАЛИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2023 |
|
RU2815634C1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ДЛЯ МОНОБЛОКОВ ТУРБОМАШИН | 2010 |
|
RU2456143C2 |
| Способ сварки трением | 1989 |
|
SU1698018A1 |
Изобретение относится к способам сварки трением через промежуточную прослойку из материала менее прочного, чем материал свариваемых заготовок. Цель изобретения - повышение качества сварных соединений за с.чет увеличения стабильности толщины промежуточной прослойки. Для этого контроль за толщиной прослойки осуществляют по моменту трения, проковку включают при его втором возрастании. При этом на первом этапе сваривают заготовки Б и В. Грат удаляют. Отрезают часть заготовки из материала В. Приваривают заготовку из материала А к прослойке из материала В. Снимают грат. 3 ил., 2 табл.
I Использование в качестве параметра, по Которому осуществляется контроль за толщи- йой прослойки, Мтр позволяет получить фльщую стабильность толщины прослойки в| стыке, так как в этом случае на толщину прослойки в меньшей степени влияет начальная температура торцов, изменение химического состава свариваемых материалов, огклонение параметров сварки (давление, чЕ1стота вращения), отношения диаметров заготовок. Кроме того, в случае использования осадоп.ной матрицы, она в меньшей мере влияет на М,, , чем на скорость осадки ,я, что позволяет более точно контролировать величину прослойки при управлении г роцессом сварки трением по М /Поскольку от толщины прослойки зависит прочность С1йарного соеди(1ения, то повышение стабиль- 11.сти ее обеспечивает повышение качества, т. е. повышение прочности. В связи с этим в некоторых случаях, когда жестко заданы требования к сварному соединеннею, управление по „,, в отличие от управлен ия , может оказаться неприемлемым.
Пример. С помощью сварки трением соединяют заготовки 0 25 мм из стали 40Х и бронзы Бр012 через прослойку из меди Ml.
0
5
0
5
Результаты сварки при управлении процессом по второму, возрастанию момента трения в стыке приведены в табл. 2.
При этом а„и„ 256 МПа;
S
0. 262,7 МПа 8
Из полученных данных следует, что среднее значение прочности сварных соедине- ний, полученных по предлагаемому способу на 5,3% больше, а .минимальное (т. е. га - рантированное) - на 10% больше. Формула изобретения
Способ сварки трением через промежуточную прослойку из материала менее прочного, чем материалы свариваемых заготовок, при котором в течение нагрева по одному из параметров процесса сварки осуществляют контроль за толщиной прослойки и в определенный момент включают проковку, отличающийся тем,, что, с целью повышения качества сварного соединения путем повышения стабильности толщины промежуточной прослойки, контроль за толщиной прослойки осуществляют по моменту трения, а проковку включают при его втором возрастании.
.Таблица 1
,rp,Voc,n
fu3.2
Таблица 2
Фиг,1
Фиг. 5
| Способ сварки трением через промежуточную прослойку | 1985 |
|
SU1348119A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
