Изобретение относится к способам сварки и может быть использовано при изготовлении деталей методом сварки трением.Цель изобретения - повышение качества сварных соединений за счет обеспечения стабильности толщины промежуточной прослойки в случае использования прослойки из материала менее прочного, чем материалы свариваемых заготовок.
Качество сварных соединений при сварке трением через прослойку из материала менее прочного, чем материа- лы cBapiraaeMbix заготовок, зависит не только от качества соединения свариваемых материалов, но и от тол1чины промежуточной прослойки.
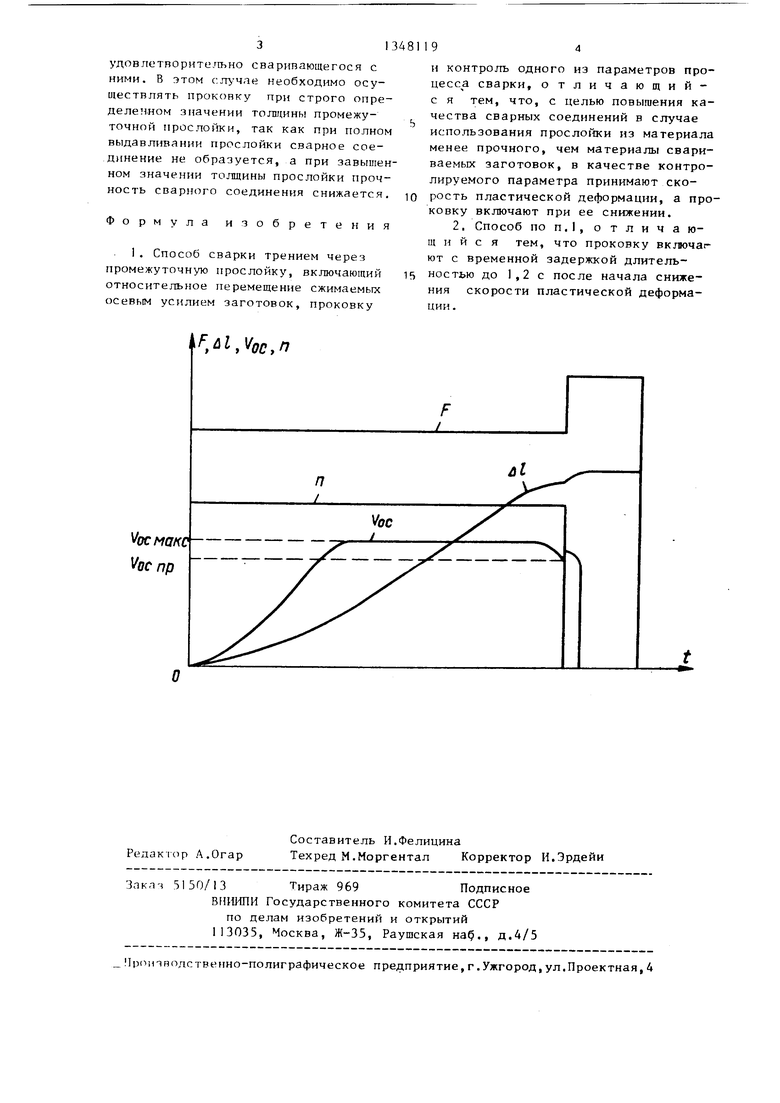
На чертеже приведены кривые изме- нения пластической деформации ul, скорости пластической деформаи,ии V Осевого усилия F и частоты вращения шпинделя п при снарке трением предлагаемым способом.При сварке трением двух заготовок к одной из которых приварена определенной толщины промежуточная прослойка из менее прочного и более пластичного материала, чем материалы сна риваемых заготовок, изменение параметров Ci I и Vj, происходит сначала так же, как и при сварке заготовки с цельной заготовкой из ма териала прослойки.
Однако в процессе сварки толщина -прослойки уменьшается и вытеснение материала просло1жи в грат становится более затруднительным, что приводит к пеньшению скорости пластичес- кой Деформации. Следовательно, о толщине промежуточной прослойки можно судить по скорости пластической деформации.
Согласно способу в процессе свар- ки измеряют скорость пластической деформации и при ее снижении осуществляют проковку, т.е. включают торможение вращающейся заготовки и одновременно повышают осевое давление. При таком способе сварки трением толцина промежуточной .прослойки в сварных соединениях не зависит от со стоянуш поверхностей свариваемых заготовок и начальной толщины промежу- точной прослойки перед сваркой и поэтому обладает большей стабильностью по сравнению со способом сварки трением, согласно которому проковку
осуществляют по достижении пластической деформации заданной величины.
Относительная величина скорости пластической деформации, по достижении которой осуществляют проковку, определяется экспериментально в каждом конкретном случае и зависит от свариваемых материалов, параметров режима сварки и конечной толщины промежуточной прослойки.
Целесообразно включить проковку с временной задержкой длительностью до 1,2 с после начала снижения скорости пластической деформации.
Величина 1,2 с определена зкспе- риментально, и ее превышение приводит к полному выдавливан1{ю прослойки Б грат. В этом случае если материалы заготовок не свариваются друг с другом, сварное соединение не образуется .
Пример. Производили сварку трением стали 40Х с антифрикционной бронзой Бр012 через промежуточную прослойку из меди Ml . Диаметрь свариваемых заготовок 25 мм. Сначала сваривали заготовки из стали ДОХ и меди Ml . То пцина Sj, слоя меди, образовавшегося после механической обработки, составляла 5-6 мм. Режим, при котором производили сварку полученной биметаллической заготовки с заготовкой из антифрикционной бронзы Бр012, был следующим: частота вращения п 16,7 ; давление нагрева PI,
120 МПа; давление проковки Р,
Р.
180 МПа; время проковки ,0 с; максимальная скорость пластической деформации V 8,4 мм/с; скорость пластической деформации, при которой производили проковку, VQC 8,1 мм/с; отношение Vnp/ ocMovc 0,965. При этом толщина медной просложи в стыке составляла ,20-0,25 мм, величина суммарной пластической деформации 8-9,5 мм, время нагрева t 2,2 с. Прочность сварного соединения &и 287,6 МПа и соответствует расчетной.
Предллгаемый способ сварки трением позволяет обеспечить высокое качество соединений материалов, которые между собой не свариваются (например, сталь и антифрикционная бронза) или свариваются плохо, через промежуточную прослойку из материала менее прочного, чем свариваемые, и
удовлетворительно сваривающегося с ними. В этом с , необходимо осуществлять проковку при строго определенном значении толщины промежуточной прослоГжи, так как при полном выдавливании прослойки сварное соединение не образуется, а при завышенном значении толщины прослойки прочность сварного соединения снижается.
Формула изобретения
1. Способ сварки трением через промежуточную прослойку, включающий относительное перемещение сжимаемых осевым усилием заготовок, проковку
f ..n
и контроль одного из параметров процесса сварки, отличающий- с я тем, что, с целью повышения качества сварных соединений в случае использования прослоГжи из материала менее прочного, чем материалы свариваемых заготовок, в качестве контролируемого параметра принимают скорость пластической деформации, а проковку включают при ее снижении.
2, Способ ПОП.1, отлича ю- щ и и с я тем, что проковку включаг- ют с временной задержкой длительностью до 1,2 с после начала снижения скорости пластической деформации.
осмакс
Vocnp
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением через промежуточную прослойку | 1987 |
|
SU1466897A1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| Осадочная матрица | 1988 |
|
SU1620251A1 |
| Способ сварки трением разнородных материалов | 1986 |
|
SU1357169A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ сварки трением заготовок различного сечения и машина для его осуществления | 1986 |
|
SU1366336A1 |
| Способ сварки трением | 1981 |
|
SU996141A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
Изобретение относится к сварке и может быть использовано при сварке деталей трением через промежуточную прослойку (П) из материала менее прочного, чем свариваемые. Целью изобретения является повышение качества сварных соединений за счет обеспечения стабильности толщины промежуточной П в случае использования П из материала менее прочного, чем материалы свариваемых заготовок.ДЛя этого важно осуществлять проковку при строго определенной толщине промежуточной П, так как при полном выдавливании П сварное соединение не образуется, а при завышении толщины П прочность сварного соединения падает. Согласно способу о толщине промежуточной П соединений судят по скорости пластической деформации, при снижении которой включают проковку. Целесообразно включать проковку с временной задержкой длительностью до 1,2 с после начала снижения скорости пластической деформации. Величина 1,2 с определена экспериментально и ее превышение приводит к полному выдавливанию П в грат. При этом исключается зависимость стабильности толщины П в соединении от состояния поверхности свариваемых заготовок и начальной толщины П перед сваркой. 1 з.п. ф-лы, 1 ил. § (Л со . X)
Редактор Л.Огар
Составитель И.Фелицина
Техред М.Моргентал Корректор И.Эрдейи
Закач 3150/13Тираж 969Подписное
В 1ИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская на., д.4/5
1роитнодстве гно-полиграфическое предприятие, г.Ужгород,ул.Проектная, 4
| Харченко Г.К., Игнатенко А.И | |||
| Прочность соединений с тонкой мягкой прослойкой | |||
| - Автоматическая сварка, 1968, 5, с.31-33 | |||
| СПОСОБ СВАРКИ ТРЕНИЕМ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1972 |
|
SU421456A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
