1
Изобретение относится к технологии изготовления арматурных каркасов трубчатой формы, в частности для анкеров .
Цель изобретения - повьшение прочности арматурного каркаса«
На чертеже изображено устройство для реализации способа.
Устройство содержит оправку 1 для формирования трубы 2 из металлической сетки 3, прижимной ролик 4 дорк 5, по которому перемещается труба 2; продольные синтетические нити шайбу 7, на которой установлена бобина 8 с синтетической нитью 9 для намотки спирали, комбинированный каркас 10, сформированньй из проволочной сетки 3 и синтетических нит(2й 6 и 9, узел 11 покрытия полимерным связующим с отвердителем5 подаюндае ролики 12, ножи 13 для отрезки комбинированного каркаса 10 на эаданньй размер, упор 4 и дисковые ножи 15,
Способ осуществляют в следующей последовательности операций.
Плоскую металлическую сетку 3,изготовленную из проволоки диаметром 1,5 мм,,с ячейкой 10 х 10 мм из ру лона (не показан), разматьгоают и пропускают через оправку 1, на выходе из которой сворачивают в трубу 2 с наружным диаметром 30 №4 которую используют одновременно в качестве элемента арматурного каркаса и цилиндрического приемного места,
Прижимным роликом 4, установленным над стыком трубы 2, удерж;квают ее от разворачивания. Кроме того,ролик 4 способствует первоначальному перемещению трубы 2 по дорну 5„
При выходе из оправки I ме:1кду про дольньми элементами сетки на боковой поверхности трубы 2 размещают продольные синтетические нити 6 диаметром 4 ш„ Этим обеспечивают параллельность размещения синтетических нитей 6 путем удержания их от смещения по окружности в пределах размеров ячеек сетки 3,
Одновременно с заданным шагом укладьюают на нити 6 по спира;|1:и аналогичную синтетическую кчть 9 и склеивают их между собой в местах контактаJ при этом продольныенити 6 с уложенными на них попереч;№ми нитями 9 перемещают з гори-зонтаггьном направлении совместно с трубой Здчто позволяет подавать в зону их кон
467204
5
0
0
0
5
такта полимерное связующее с отвер- дителем,, Это осуществляют путем предварительной пропитки поперечных нитей в смоле, а продольных - в от- вердителео Ни ги 6 и 9 с усилием прижимают к трубе 2 и формируют таким образом жесткий арматурный каркас 10, который затем пропускают через узел 11 покрытия, где его покрьшают полимерным связующим с отвердителем
Покрытый отвердевшей защитной пленкой арматурньй каркас 10 перемещают посредством вращения роликов 12 по дорну 5 до упора 14 и на расстоянии, равном 2 м, от которого каркас 10 отрезают алмазными дисковыми ножами 13, одновременно осуществляют загиб элементов каркаса 10 внутрь посредством выполненного скоса на ножах 3, Это способствует лучщему удержантгзю в каркасе 10 твердеющей смеси, которой он заполняется при введении в щпур (скважину), и повы- шает жесткость анкера в данной части шпура.
Упор 14 снабжен дисковыми ножами 15, посредством которых в хвостовой торцовой части каркаса 10 вьшолня- ют продольные прорези, необходимые для облегчения развальцовки торца каркаса iO,
Изменением скорости вращения роликов 12 регулируют Diar навивки спира- ли нитью 9 и размер ячеек между синтетическими нитями,,
Формула изобретения
Способ изготовленная арматурного каркаса дпя трубчатого анкера,включающий форг-шрование каркаса путем горизонтального перемещения продоль.ных синтетических нитей, укладывания на цродольные нити по спирали поперечных синтетических нитей и склеивания их между собой в местах контакте, отличающийся тем,что, с целью повышения прочности арматурного каркаса, сворачивают плоскую металли ескую сетку в трубу, а продольные гшти укладывают на трубе -между продольными элементами сетки,при этом продольные нити с уложенными на них поперечными нитями перемещают в горизонтальном направлении совместно с трубой и покрывают сформи-рованный каркас полимерным связующим с отвер;з -1телемо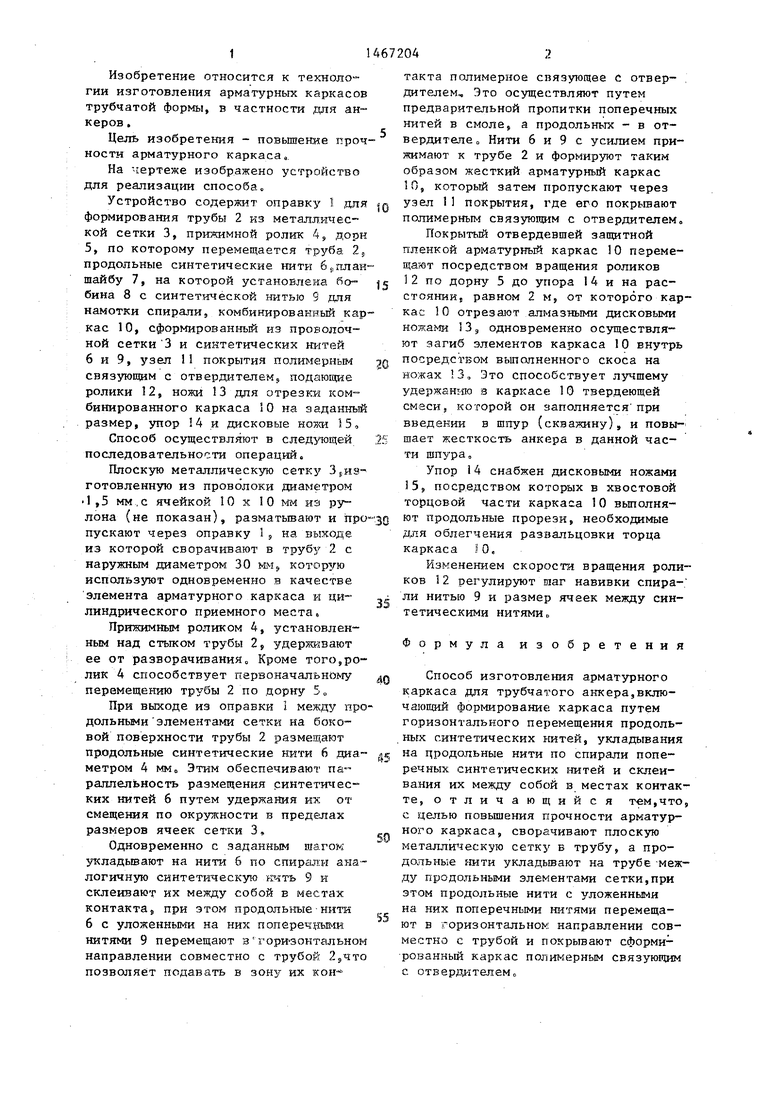
| название | год | авторы | номер документа |
|---|---|---|---|
| Анкер для крепления горных выработок | 1987 |
|
SU1511422A1 |
| Способ изготовления канатных анкеров | 1990 |
|
SU1751350A1 |
| Способ изготовления арматурного сетчатого каркаса | 1987 |
|
SU1500422A1 |
| РУКАВ НАПОРНО-ВСАСЫВАЮЩИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2141071C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| Способ образования анкеров на арматурных стержнях и устройство для его осуществления | 1986 |
|
SU1404619A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| МНОГОСЛОЙНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2506379C1 |
| ПРИБРЕЖНОЕ КРЕПЛЕНИЕ ИЗ ФАШИН И ГАБИОННЫХ ТЮФЯКОВ БИОПОЗИТИВНОЙ КОНСТРУКЦИИ | 2014 |
|
RU2565738C1 |
Изобретение относится к технологии изготовления арматурных каркасов трубчатой формы для анкеров и позволяет повысить прочность каркасов . При изготовлении плоскую металлическую сетку 3 посредством оправки 1 сворачивают в трубу (т) 2. При этом прижимным роликом 4 удерживают ее от разворачивания. При выходе из оправки 1 на Т 2 между продольными элеЧ ментами сетки 3 укладьшают продольные синтетические нити (СН) 6, Одновременно укладьшают на СН 6 по спирали поперечные СН 9 и склеивают их в местах контакта. Продольные СН 6 с уложенными на них поперечными СН 9 перемещают в горизонтальном направлении совместно с Т 2. Причем СН 6 и 9 с усилием прижимают к Т 2 и формируют жесткий арматурный каркас (АК) 10. Сформированный АК 10 пропускают через узел покрытия I1, где его пок- рьшают полимерным связующим с отвер- дителем. Готовый АК 10 перемещают роликами 12 по дорну 5 до упора 14 и отрезают ножами 13, и одновременно загибают его концевые элементы внутрь. Дисковыми ножами 15 на упоре 14 вьшолняют на торце АК 10 продольные прорези для облегчения его развальцовки. Шаг навивки спирали СН 9 регулируют скоростью вращения роликов 12о 1 ил. (Л о: К) о 1
| Агрегат для непрерывного автоматизированного изготовления сварных арматурных каркасов цилиндрических железобетонных изделий | 1961 |
|
SU142402A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Нетканные текстильные материалы | |||
| - М.: Легкая индустрия, 1964, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
