Известны агрегаты для непрерывного автоматизированного нзго1овлення сварных арматурных каркасов цилиндрических железобетонных изделий. Однако они мало производительны и требуют применения добавочного оборудования для заготовки, профилирования и особенно правки продольной арматуры. При применении известных агрегатов для непрерывного автоматизированного изготовления арматурных каркасов цилиндрических железобетонных изделий очень высок удельный вес ручных операций, доходящий иногда до 70% от всего объс.ма работ. Арматурные каркасы изготовляются путем навивки спирали на поступательно движущиеся продольные прутки в агрегатах, состоящих из устройства для размотки мотков проволоки, устройства для правки продольных прутков, механизмов навивки спирали каркаса, подачи каркаса и резки его, а также сварочного оборудования и приемного устройства.
Недостатком известных агрегатов для непрер.ывного автоматизированного изготовления сварных арматурных каркасов цилиндрических железобетонных изделий является то, что они не обеспечивают одновременной качественной правки нескольких нитей продольной арматуры, размещенной по окружности.
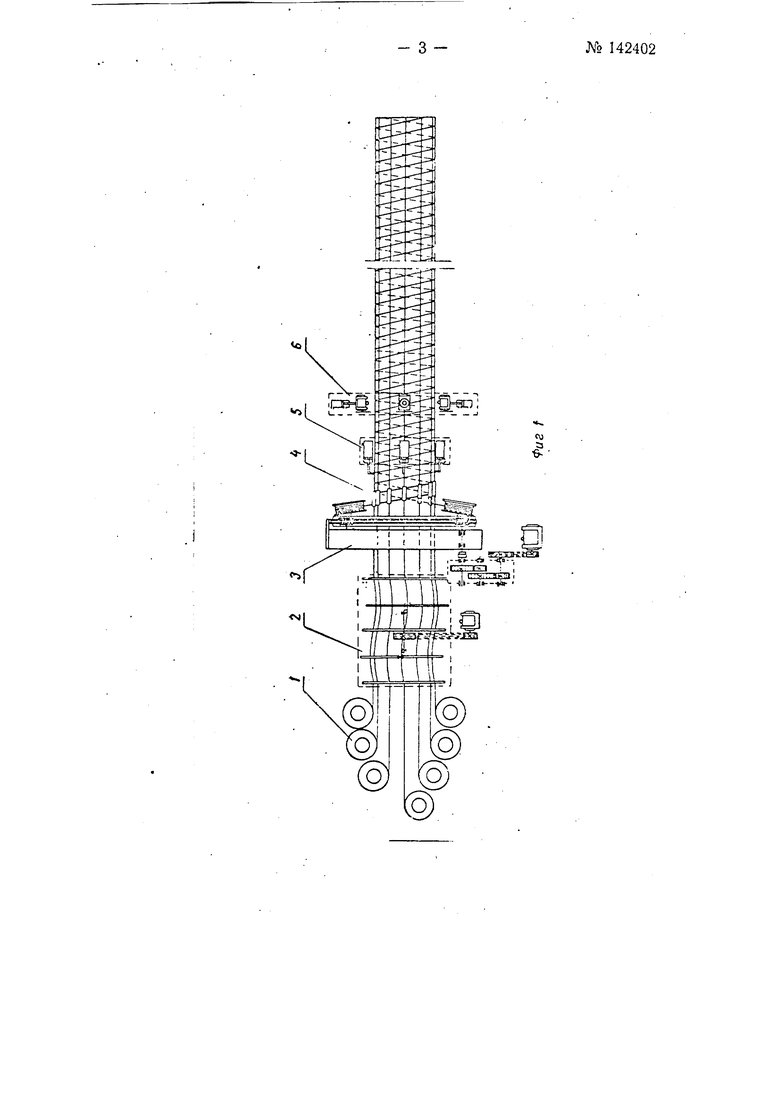
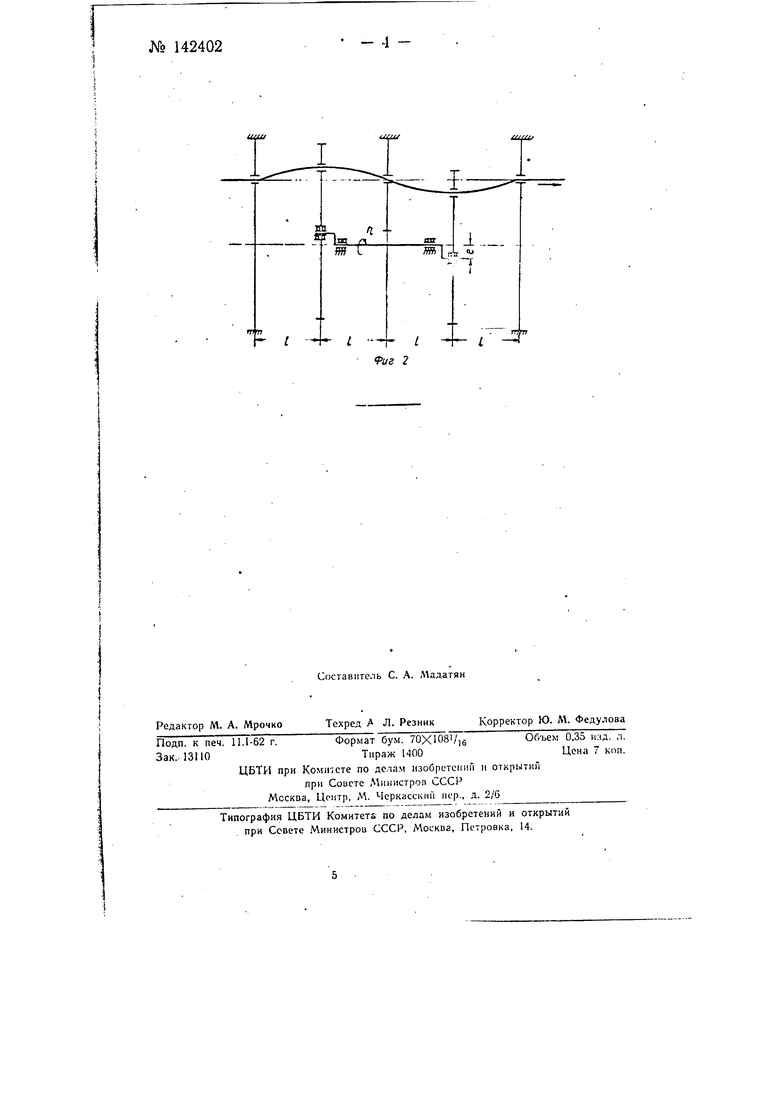
Агрегат, выполненный согласно изобретению, лищен этого недостатка. Сущность изобретения заключается в том, что предложенный агрегат имеет устройство для правки, состоящее из системы неподвижных и -подвижных дисков, соверщающих колебательные движения. , т ЛЬ 142402- 2 -На фиг. 1 изображена схема предложенного агрегата для непрерывного автоматизированного изготовления сварных арматурных каркасон цплиндрических железобетонных нзделин; на фиг. 2 - схема праиильного устройства. Описываемый агрегат состоит из устройства / для размотки мотстальной проволоки для продольнойарматуры каркаса, устройства 2 правки продольной арматуры, механизма 3 навивки спирали каркаса, сварочного оборудования (механизма 4 сварки), механизма 5 нодачи каркаса и механизма 6 резки каркаса. Устройство / для размотки мотков проволоки для продольной арматуры каркасов предусматривает размещение вращающихся катушек в количестве, соотпетстпуюн1ем наибольшему числу прутков продольной арм.тгуры для каркасов, подлежани1Х изготовлению на предложенном агрегате. Устройство 2 для правки продольной арматуры включает систему неподвижных и подвижных дисков, совершающих колебательные движения. Во время работы выпрямляемые нити продольной ар.м-атуры проходят через калибровочные плащки, размещенные на дисках. Параметры устройства для правки: 1)число двойных колебаний дисков в минуту п- 700-900; 2)расстояние между дисками/ 75-128 .ii.ti; 3)величина эксцентрицитета 3 - 8 ммДостоинством такого механизма является обеспечение вполне удовлетворительной правки при возможности удобной регулировки количества и расположения прутков продольной арматуры в соответствии с заданной схемой каркаса. Механизм 3 навивки спирали состоит из двух катушек с проволокой, установленных на вращающейся плапщайбе. Этим обеспечивается навивка спирали каркаса в две нитки с возможным регулированием шага спирали. Механизм 5 подачи обеспечивает шаговую подачу каркаса с возможностью регулирования щага подачи в необходимых пределах. Механизм 6 резки каркаса предусматривает рубку на любую заданную длину и имеет радиальное перемещение рабочих органов в плоскости, перпендикулярной к оси каркаса, что обеспечивает разрезку каркаса любого диаметра при разных сочетаниях прутков арматуры. Сварка арматуры в каркас предусматривается с односторонним подводом тока к электродам. Количество электродов соответствует количеству одновременно свариваемых пересечений спирали с продольной арматурой. Для съема каркаса с агрегата после его отрезки служит приемное устройство, смонтированное в предложенном агрегате. Предмет изобретения Агрегат для непрерывного автоматизированного изготовления сварных арматурных каркасов цилиндрических железобетонных 1 здел11Й навивкой спирали на поступательно движущиеся продольные прутки, состоящий из устройства для размотки моткой проволоки, устройства для правки продольных нрутко, мохашк моп папипки cniip;i.:in i4;i|iK;ica, подачи каркаса и резки его, сварочного оборудона1П1я н приомпого устройства, отличающийся тем, что, с целью обеспечения возможности одновременной качественной правки нескольких нитей продольной арматуры, размещенных по окружности, устройство для правки состоит из системы неподвижных и подвижных дисков, совершающих колебаельиые движения.
fff/
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU577071A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| Станок для изготовления арматурных каркасов | 1971 |
|
SU530937A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРЫ ПЛАСТМАССОВЫХ ТРУБ | 1992 |
|
RU2100198C1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Колонна композитобетонная | 2024 |
|
RU2828502C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |