Изобретение относитя к области автоматизации транспортирования и сортировки детсдЛей, например литерных колодок пишущих машин. Цель изобретения - автоматизация процесса подачи деталей, повышение надежности и снижение потребляемой энергии путем введения схемы контроля, включающей два датчика, расположенные на входе и выходе транспорт ного лотка, и логическую часть. На чертеже представлена схема предлагаемого устройства автоматической подачи деталей. Устройство автоматической подачи деталей, в частности литерных колодок, состоит из вибробункера 1 и транспортного лотка 2, по которому подаются детали 3 и приемно-распределительный механизм А. На входе деталей в транспортный лоток 2 расположен датчик 5, а на выходе датчик 6 наличия деталей. Датчик 5 соединен с входом элемента НЕ 7 и вторым входом элемента И-НЕ 8. Датчик 6 соединен с первым входом элемента И-НЕ 8 и входом эле мента НЕ 9. Выходы элементов НЕ 7 и соединены с входами элемента И-НЕ 1 выход которого соединен с входом R триггера 11, а выход элемента И-НЕ соединен с входом 5 триггера 11, в ход которого Q соединен с блоком 1 управления. Устройство автоматической подачи деталей работает следующим образом. При включении вибробункера 1 дет ли 3 движутся вплотную друг к другу по транспортному лотку 2 в направле ,нии по стрелке и поступают в приемно-распределительный механизм 4. Если транспортньй лоток 2 не заполнен деталями 3, с датчиков 5 и 6 в логическую часть схемы поступает соответствующий сигнало наличиидета лей. Как только транспортный лоток полностью заполнится деталями 3, да чики 5 и 6 подают электрический сиг нал в логическую часть схемы контрол Логическая часть схемы контроля ера батывает и подает сигнал в блок 12 управления вибробункера, который отключает вибробункер 1. Детали 3 продолжают движение в транспортном лотке 2. Как только транспортный лоток 2 освободится от деталей 3, дат чики 5 и 6 подают сигнал влогическ часть схемы контроля, которая вьфаба тывает сигнал в систему 12 управлении о включении вибробункера 1. Схема контроля работает следую1дим образом. Состояние I. При невыключенном вибробункере 1, но работающем блоке 12 управления и незаполненном деталями транспортном лотке 2 датчики 5 и 6 вырабатывают сигналы О, которые поступают на вхои/элементов И-НЕ 8, НЕ 7 и 9. С выхода элемента И-НЕ 8 вырабатывается сигнал 1 и поступает на вход 5 триггера 11. С выходов элементов НЕ 7 и 9 выраб тывается сигнал 1 и поступает на. входы элемента И-НЕ 10, с выхода которого сигнал О поступает на вход R триггера 11. На выходе триггера 11 устанавливается сигнал О, который удерживает блок 12 управления во включенном состоянии. Состояние I1. При начале движения деталей 3 вплотную друг к другу датчик 5 выдает сигнал 1, а датчик 6 - О, тогда на входы элемента И-НЕ 8 поступают сигналы О и 1, на вход элемента НЕ 7 - 1, а на вход элемента НЕ 9 - О. На выходе элемента И-НЕ 8 вьфабатывается сигнал 1, на выходе элемента НЕ 7 , а на выходе элемента НЕ 9 - 1. На входе элемента И-НЕ 10 поступают сигналы О и 1, на выходе этого элемента вырабатывается сигнал 1. В результате на входы 5 и R триггера 11 поступают сигналы 1. Триггер 11 остается в прежнем состоянии, т.е. с выхода снимается сигнал О блок 12 управления остается включеннь м. Вибробункер 1 продолжает работать. Состояние 111. Детали полностью заполняют транспортный лоток 2. С датчиков 5 и 6 на входы элементов НЕ 7 и 9 и И-Н1 8 поступают сигналы 1, с выхода элемента И-НЕ 8 на вход триггера 11 - О, с выходов элемента НЕ 7 и 9 на входы элемента И-НЕ 10 - О, с выхода элемента И-НЕ 10 на вход Р триггера 11 - 1. Триггер 11 переключается и с его выхода на вход блока 12 управления поступает сигнал 1. В результате блок управления 12 отключает вибробункер 1. . Состояние 1У. Вибробункер 1 отключен. Детали 3 продолжают движение 3 118 в транспортном лотке 2. С вибробункера 1 в транспортньп лоток 2 детали не подаются. С датчика 5 поступает сигнал О на входы элементов НЕ 7 и И-НЕ 8, а с датчика 6 - на элементы И-НЕ 8 и НЕ 9. С вькода элемента И-НЕ 8 на вход схемы триггера 11 поступает сигнал 1, с выхода элемента НЕ 7 на первый вход элемента И-НЕ 10 - 1, с выхода элемента НЕ 9 на второй вход элемента И-НЕ 10 - О, с выхода элемента И-НЕ 10 на вход R триггера 11 - 1. На выходе Q триггера 11 сохрани84ется сигнал 1, т.е. вибробункер 1 остается отключенным, Включение вибробункера 1 произойдет после того, как детали освободят транспортный лоток 2, т.е. с датчиков 5 и 6 поступит сигнал О. Применение предлагаемого устройства автоматической подачи деталей позволяет повысить производительность в 1,2 раза, повысить надежность работы всей системы и снизить расход электроэнергии в 1-, 5 раза, а также разгрузить рабочего, обслуживающего установку.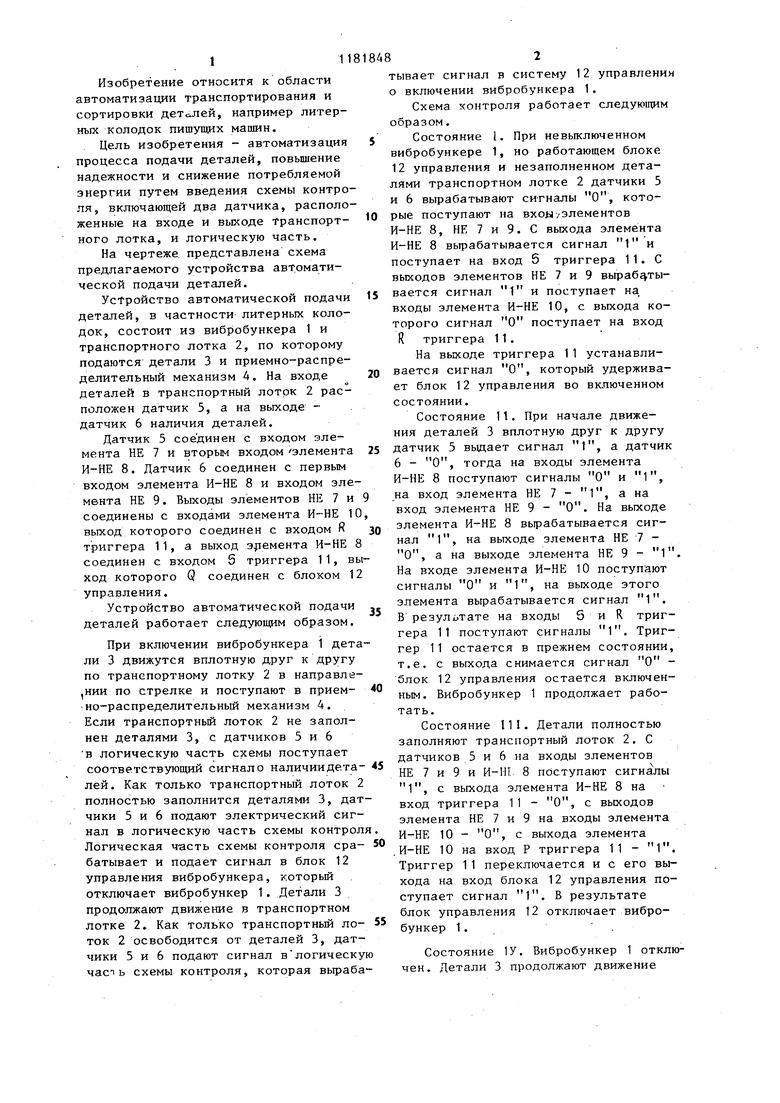
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и разбраковки деталей | 1987 |
|
SU1470363A1 |
| Устройство для контроля и транспортировки деталей | 1986 |
|
SU1416968A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| Устройство для управления сортировкой деталей | 1987 |
|
SU1532096A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 2005 |
|
RU2305619C1 |
| Устройство для разделения потока деталей | 1982 |
|
SU1105293A1 |
| Устройство для сортировки и ориентирования деталей с выступами | 1983 |
|
SU1169911A1 |
| Устройство для сортировки плоских деталей | 1986 |
|
SU1407595A1 |
| Устройство для счета деталей | 1986 |
|
SU1410077A1 |
| Устройство для поштучной выдачи деталей | 1985 |
|
SU1397243A1 |
УСТРОЙСТВО АВТОМАТИЧЕСКОЙ ПОДАЧИ ДЕТАЛЕЙ, преимущественно ли тарных колодок, содержащее вибробункер с блоком управления, транспорт.ный лоток и соединенньй с ним приемно-распределительный механизм, о тличающееся тем, что, с целью повышения производительности и экономии электроэнергии, оно снабжено двумя датчиками наличия деталей, расположенными соответственно на входе и выходе транспортного лотка и логической части схемы, вьтолненной на двух элементах НЕ, двух элементах И-НЕ и триггере, при этом выходы датчиков подключены к входам первого элемента И-НЕ и через соответствующие элементы НЕ - к входам второго элемента И-НЕ, вькод первого элемента И-НЕ соединен с одним входом триггера, а выход второго элемента И-НЕ - с другим входом триггера, прямой выход которого соединен с блоком управления вибробункера. ЭО 90 4 СХ)
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК | 0 |
|
SU186834A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
