И mfipp 1 ение от IK-MI я к прокатному производству, а конкретно к про- фнхцровка-ч опсрн1. - Вс1Л1 ев четырех- Нсячкоьпх (,и 1 ем ,MIP миро ополосных станок iорячей и холодной прокатки,
Цель ичоРротемин - .юг чмсние выхода годного прокат путем снижения обрывности Р Mecia сварных пшов .
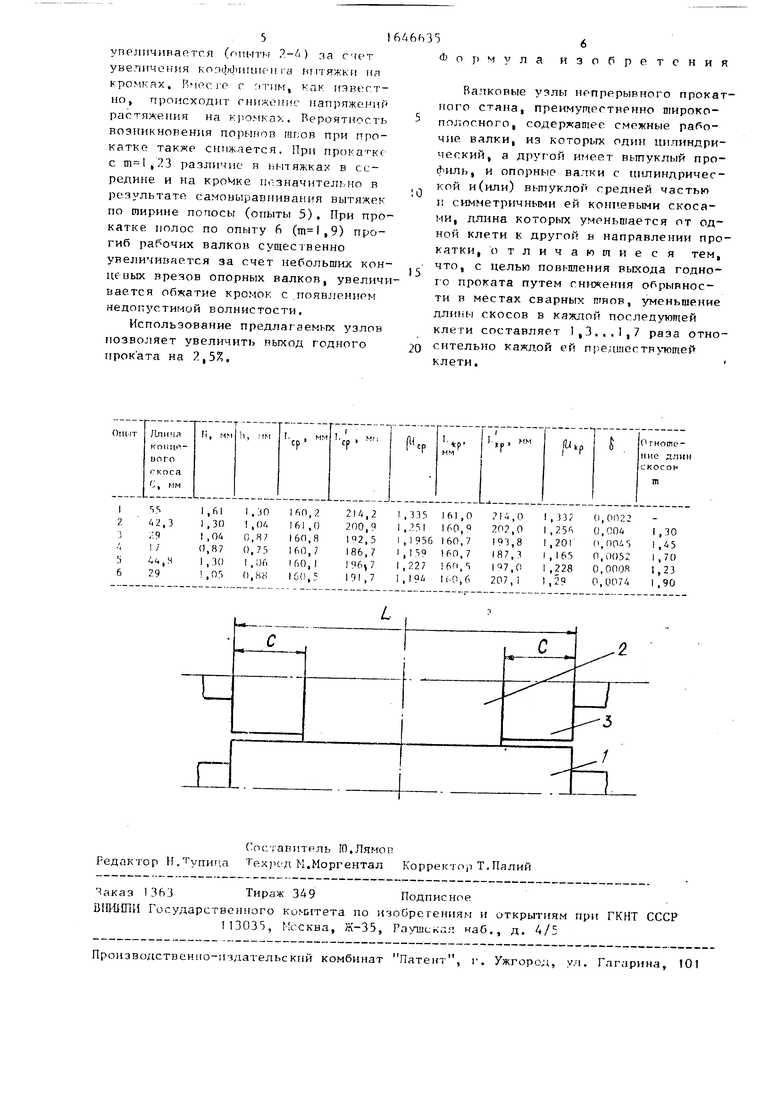
На чертеже представлена схема смежной пари опорного и рабочего валко ч одного и валковых ум ion для непрерывного широкополое ног и стана.
налконпх KormneK ix кнарто, имеютих опорные валки с концевыми
скосами, длина которых уменьшается от первой по ходу прокатки клети к последней, согласно изобретению, уменьшение длины скосов в каждой посподуюр1ей клети составляет 1,3.,. 1,7 раза относительно длины скосов в каждой предыдущей клети.
Валковый узел каждой клети содержит дпа рабочих 1 и два опорных валка 7. Один из рабочих валков имеет цилиндрический профиль бочки, а другой - выпуклый. Опорные валки имеют цилиндрический или выпуклый профиль средней части бочек и симметричные концевые скосы 3.
СП) Јь
ОЭ
о со ел
Уменьшение длины скосов бочек опорных валков в указанном направлении до клетям стана обеспечивает соответствующее увеличение жесткости краевых участков бочек рабочих валков, что позволяет изменять коэффициент mi- тяжкн полосы на кромке от первой к последней клети с большей интенсивностью, чем в средней части ширины полосы.
Длина скосов в первой клети определяется конкретными условиями, а именно: стойкостью опорных валков выкрошкам, интенсивностью износа ра- бочей поверхности, поперечной разно- толщинностью полосы и составляет 2 C/L 0,1...О,5, где С - длина одного скоса; L - общая длина бочки.
Минимальное значение отношения длины скосов на предыдущем узле к последующему ,3 r.f-услов
чения не обеспечивает тре уемэ1 о снижения продольных растягивающих напряжений на кромках полосы ь сравнении с напряжениями посередине. При т; 1,7 снижается плоскостность прокатываемых полос в виде волнистости кромок.
R первой клети стана преимущественно используют опорные валки с концевыми скосами длиной 200... 300 мм в зависимости от типа стана. Во вторую клеть четырехклетьевого стана устанавливают опорные валки со скосами в 1,3...1,5 раза меньше, чем в первой, в третью клеть - п 1,4... 1,5 раза меньше, чем во второй, в чевертую клеть - в 1,5.,. 1,7 раза меньше, чем в третью клеть. Увеличение отношения m от первой и последней связано с уменьшением топщины попо- сы и прочности ее кромок, способствует снижению растягивающих напряжений на кромках, а следовательно, и снижении обрывов сварных швов,
Пример. Прокатку алюминиевой полосы толщиной 1,6 мм и шириной В 100 мм проводят в четырехвалковой клети с диаметром рабочих 70 им и опорных I00 мм валков с длиной бочек 1, )50 мм. Валки предварительно сма- аывают смазкой ИС-20 Неравномерность деформации последовательно, растягивающих продольных напряж - ний оценивают по разнице величин коэффициентов вытяжек в середине щирииы и на кромках полосы (на рас
0
г
стоянии 6 мм от кромки. Расстояние между керновыми отменами на исходных образцах равно 1 мм. Ичт отовлены опорные валки с различной длиной скосов. Во мсе-х с-тучачх рачннца в диаметрах onopnoiо валка в серепине бочки и на краю рач- H t О. 3. Образцы прокалывают с одиаковым средним обжатием (выгяжкои). Коэффициент яытяжки рассчитывают из выражений
/ .i
Hcp T4p/LepJ
U Kp/Lk-p
г
0
5
0
5
0
5
0
5
ГДР U.pH (U КР коэффициенты вытяжек соответственно в середине и на кромке полосы; Т.ср, L
. ,i Ь ,-рНОВНГ ri О
I;L ДИИ€
сп - расстоя- метками в седо и после г рпИрИНЫ ПРТ.ГЧЫ
к.чт: и; f yp I кр го же на кромке
Ы.ЛОСЫ.
Очнгснтольнум рпянину i чээффини- ч i -.- зитч1 ..чИ 1Ы Т Омке и п ib. ологи ппреде/пю i яырдхеншл
ЛfJKp- Cf
0 „..-... .
Про атку проводят в следующем поряд- с,
И /.одную полосу толп;иной I , 6 мм и шириной 100 мм прокптываюг в первом проходе при опорных валках с кон- цевыми врезами длиной С 55 мм (рабочие валки цилиндрически). Полученную в каждом проход полосу эате прокатынают р валковых узлах с опорными валкчми соответственно:
проход 2 - С 42,3 (m fc 1,30) проход 3 - С 29 Очи 1,45); npovon Ь - С 17 (т к 1,7).
Кроме того, в валковом узле с длиной око:OD мм попучены полосы ic ,3 MM, прокатаны в валколом зпе длипоА С -44,8 мл (т-1,23) и полосы с L -1,03 мм, которые прокатаны в валковом учур с ) мм (те-1 ,90), Во весу, прокодах полосы прокатывают пои усилии кН.
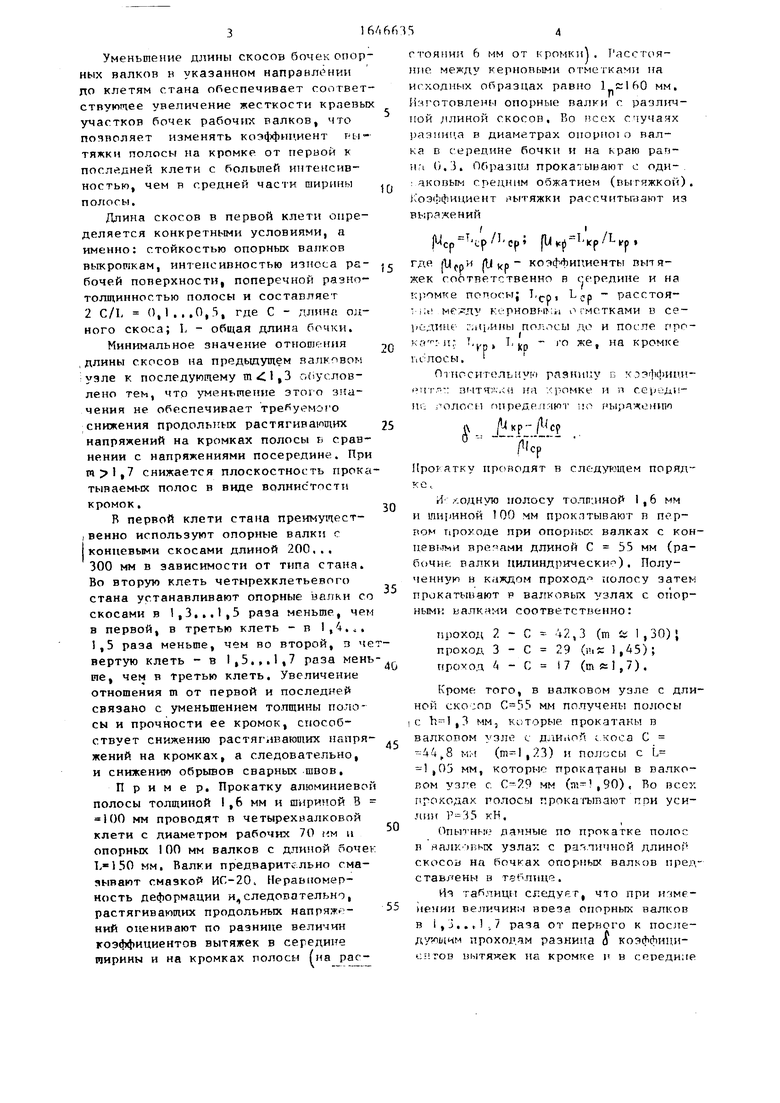
Опытны лан.чые но прокатке полос в налюьмх узла, с ра пичной длиной скосоа на бочках опорных валков представлены в теКшщ э.
Иэ габлицп сх:едург, что при изменении величина впета опорных валков в I,J..,,7 рача от первого к последующим прохолчм разнипа о коэффици- - гов вытякек на кромке и в середиле
516
увеличивается (опыты 2-4) за счет увеличения ког ффициен га шггяжки ия кромках. re г :ггим, как известно, происходит гмнженис напряжений растяжения на кромках. Вероятность возникновения порывов шгюв при прокатке также снижается. При прокатке с ,23 различие в ьытяжках в середине и на кроМке незначительно в результате самоьыравнивания вытяжек по ширине поносы (опыты 5). При прокатке полос по опыту 6 (,9) прогиб рабочих валков существенно увеличивается за счет небольших конце иых врезов опорных валков, увеличивается обжатие кромок с .появлением недопустимой волнистости.
Использование предлагаемых узлов позволяет увеличить выход годного
проката на 2,5%.
0
Формула изобретения
Вапковые узлы непрерывного прокатного стана, преимущественно широкополосного, содержащее смежные рабочие валки, из которых один цилиндрический, а другой имеет выпуклый профиль, и опорные валки с цилиндрической и(или) выпуклой средней частью и симметричными ей концевыми скосами, длина которых уменьшается от одной клети к другой в направлении прокатки, отличающиеся тем, что, с целью повышения выхода годного проката путем снижения обрывности в местах сварных швов, уменьшение длины скосов в каждой последующей клети составляет 1,3...1,7 раза относительно каждой ей предшествующей клети. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| Валковый комплект кварто | 1984 |
|
SU1212640A1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| Стан холодной прокатки труб | 1988 |
|
SU1646634A1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
| Четырехвалковая система | 1991 |
|
SU1780887A1 |
| Рабочий валок листопрокатной клети | 1981 |
|
SU984522A1 |
| Валковый комплект многовалкового стана | 1988 |
|
SU1546185A1 |
| Способ прокатки полос | 1990 |
|
SU1810139A1 |
