Изобретение относится к обработке металлов делением, в частности к изготовлению цельнокатаных железнодорожных колес.
Целью изобретения является экономия металла за счет уменьшения припусков на обточку реборды, повьшение качестве колес за счет снижения брака по закату.
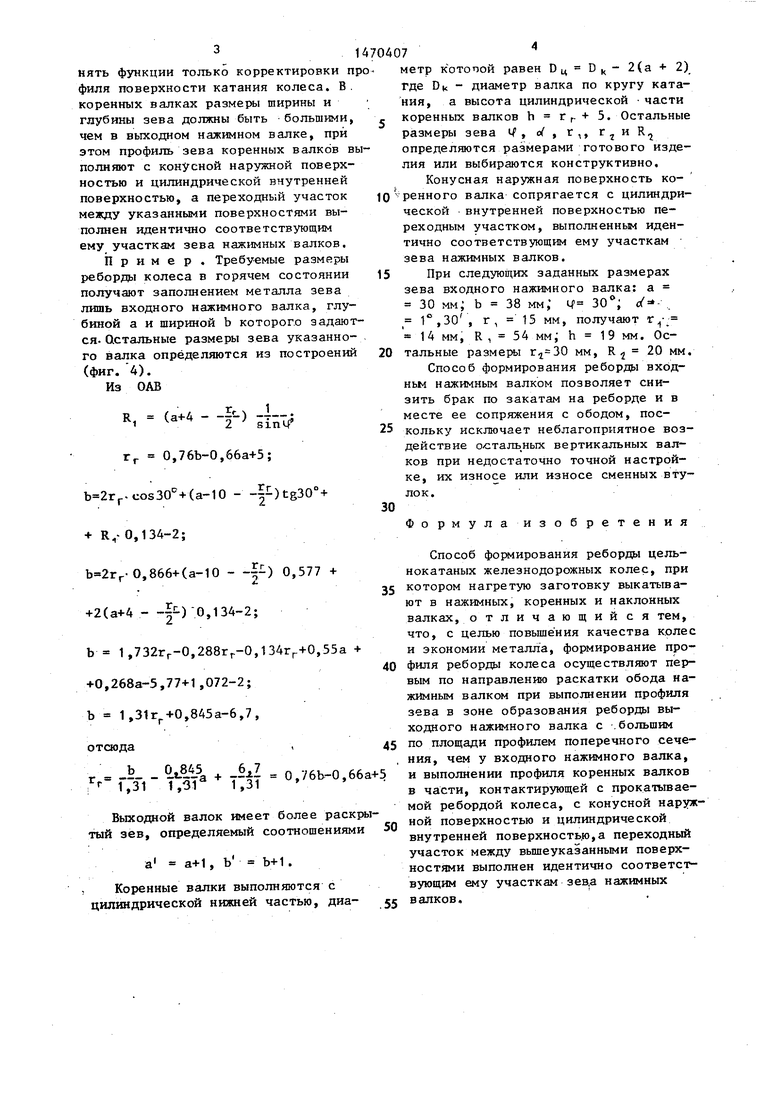
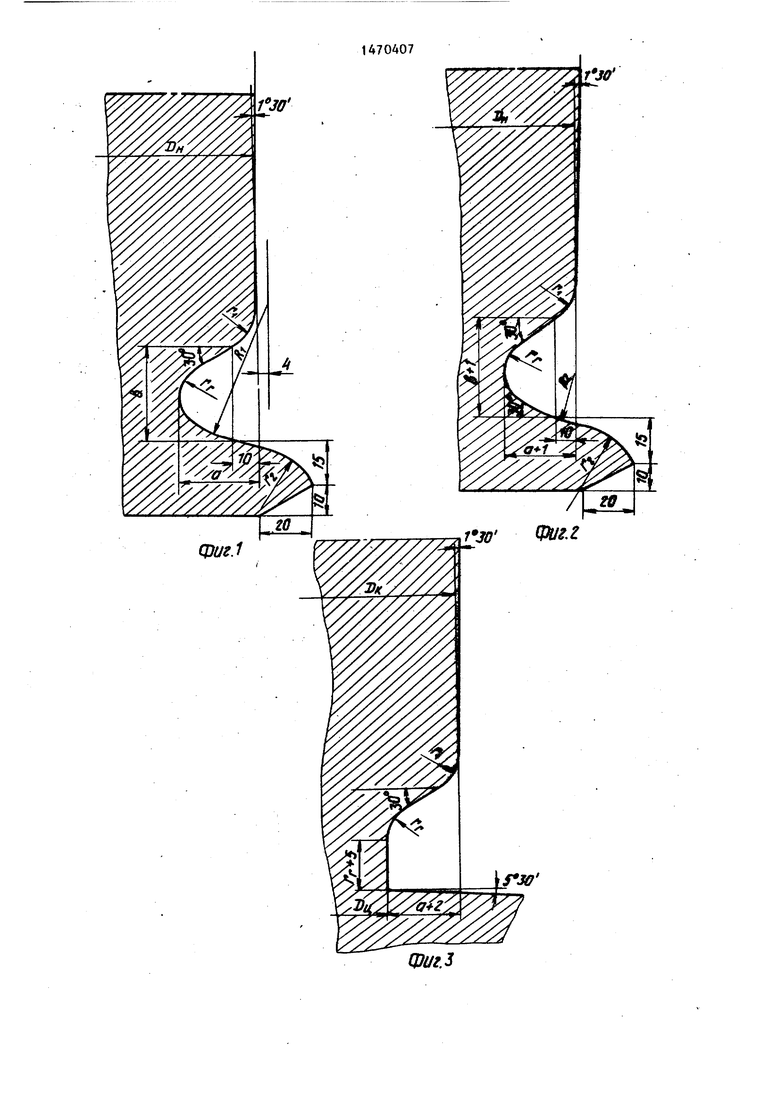
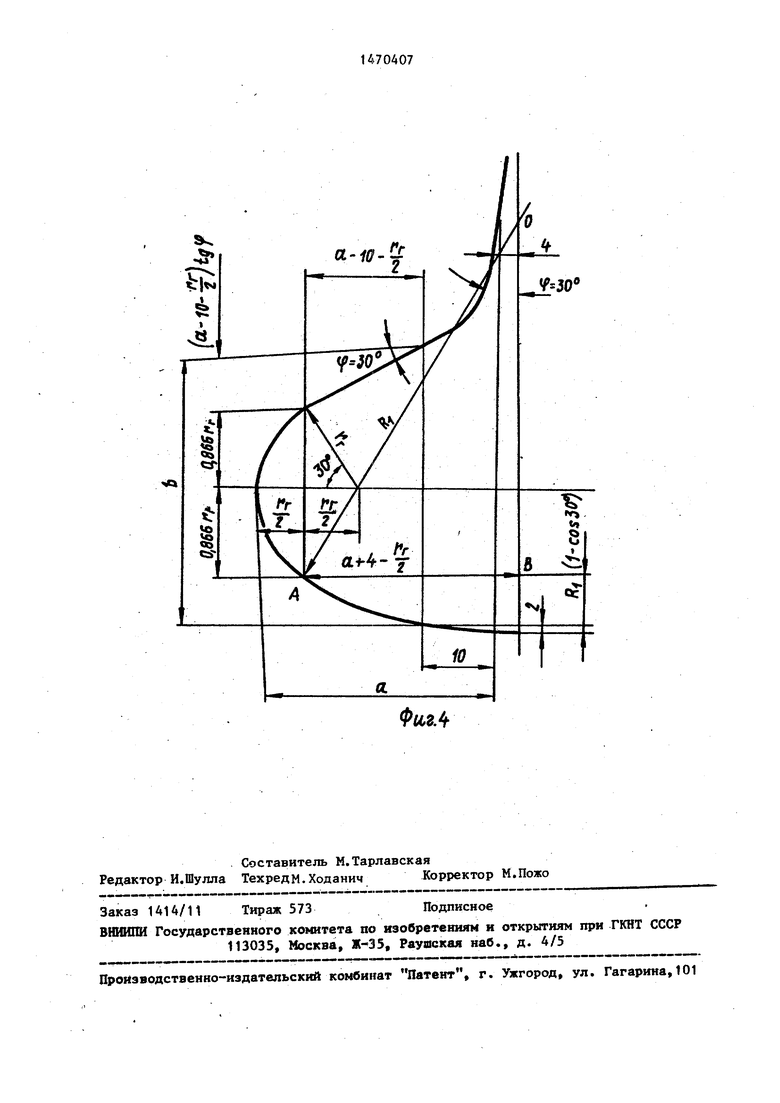
На фиг. 1 изображен профиль зева входного нажимного валка, поперечное сечение; на фиг. 2 - профиль зева выходного нажимного валка, поперечное сечение; на фиг. 3 - профиль зева коренного валка, поперечное сечение; на фиг. 4 - схема построения зева нажимных валков.
Получение реборды цельнокатаных железнодорожных колес осуществляют по принципу одного формующего валка, согласно которому отформованная колесная заготовка прокатывается в колесопрокатном стане . В процессе прока.т- .ки реборда . формируется при заполнении металлом зева лишь одного входного по направлению вращения заготовки наживного валка. При этом профиль в зоне образования реборда: остальных валков выполняется большим по площади профилю входного нажимного валка. В выходном нажимном валке размеры глубины а и ширины Ъ зева должны превышать аналогичные размеры входного валка не менее, чем на 1 мм, что позволит выходному нажимному валку выпол
О 4: О
нять функции только корректировки пр филя поверхности катания колеса. В. коренных валках размеры ширины и глубины зева должны быть большими, чем в выходном нажимном валке, при этом профиль зева коренных валков выполняют с конусной наружной поверхностью и цилиндрической внутренней поверхностью, а переходный участок между указанными поверхностями выполнен идентично соответствующим ему участкам зева нажимных валков.
Пример. Требуемые размнры реборды колеса в горячем состоянии получают заполнением металла зева лишь входного нажимного валка, глубиной а и шириной b которого задаются. Остальные размеры зева указанного валка определяются из построений (фиг. 4).
Из ОАВ
R.
-- - -г и
0,76Ь-0,66а+5;
Гг
Ь 2Гг-созЗО +(а-10 - -|)tg30° + + R,-0,134-2;
Ь 2гг-0,866+(а-10 - -|-) 0,577 + +2(а+4 - -|)-0,134-2;
b 1,732гг-0,288гг-0,134гг-+0,55а 4-0,268а-5,77+1 ,072-2; b 1 ,,845а-6,7.
отсюда
b 0.845
- -
6iZ
0,76Ь-0,66а+
f,Tl 1,ЗГ 1,31
Выходной валок имеет более раскрытый зев, определяемый соотношениями
а a+l, b b+1.
Коренные валки выполняются с цилиндрической нижней частью, диа
5
0
5
0
5
0
5
50
получают 0с- R 2 20 мм.
метр кЪтопой равен Оц D - 2(а 2) где DK - диаметр валка по кругу катания, а высота цилиндрической части коренных валков h г + 5. Остальные размеры зева i, о( , г,, определяются размерами готового изделия или выбираются конструктивно.
Конусная наружная поверхность ко- ренного валка сопрягается с цилиндрической внутренней поверхностью переходным участком, выполненным идентично соответствующим ему участкам зева нажимных валков.
При следующих заданных размерах зева входного нажимного валка: а 30 мм; b 38 мм; 4 (( I ,30, г, 15 мм, 14 мм, К, 54мм; h 19мм. тальные размеры мм,
Способ формирования реборды вход- ньм нажимным валком позволяет снизить брак по закатам на реборде и в месте ее сопряжения с ободом, поскольку исключает неблагоприятное воздействие о-сталь ных вертикальных валков при недостаточно точной настройке, их износе или износе сменных втулок.
Формулаизобретения
Способ формирования реборды цельнокатаных железнодорожных колес, при котором нагретую заготовку выкатывают в нажимных, коренных и наклонных валках, отличающийся тем, что, с целью повышения качества колес и экономии металла, формирование профиля реборды колеса осуществляют первым по направлению раскатки обода нажимным валком при выполнении профиля зева в зоне образования реборды выходного нажимного валка с .большим по площади профилем поперечного сечения, чем у входного нажимного валка, и выполнении профиля коренных валков в части, контактирующей с прокатываемой ребордой колеса, с конусной наружной поверхностью и цилиндрической внутренней поверхность,ю,а переходный участок между вьш1еуказанными поверхностями выполнен идентично соответствующим ему участкам зев,а нажимных валков.
иг1
1470A07
У Л7
rJG
ф1/г.З
чП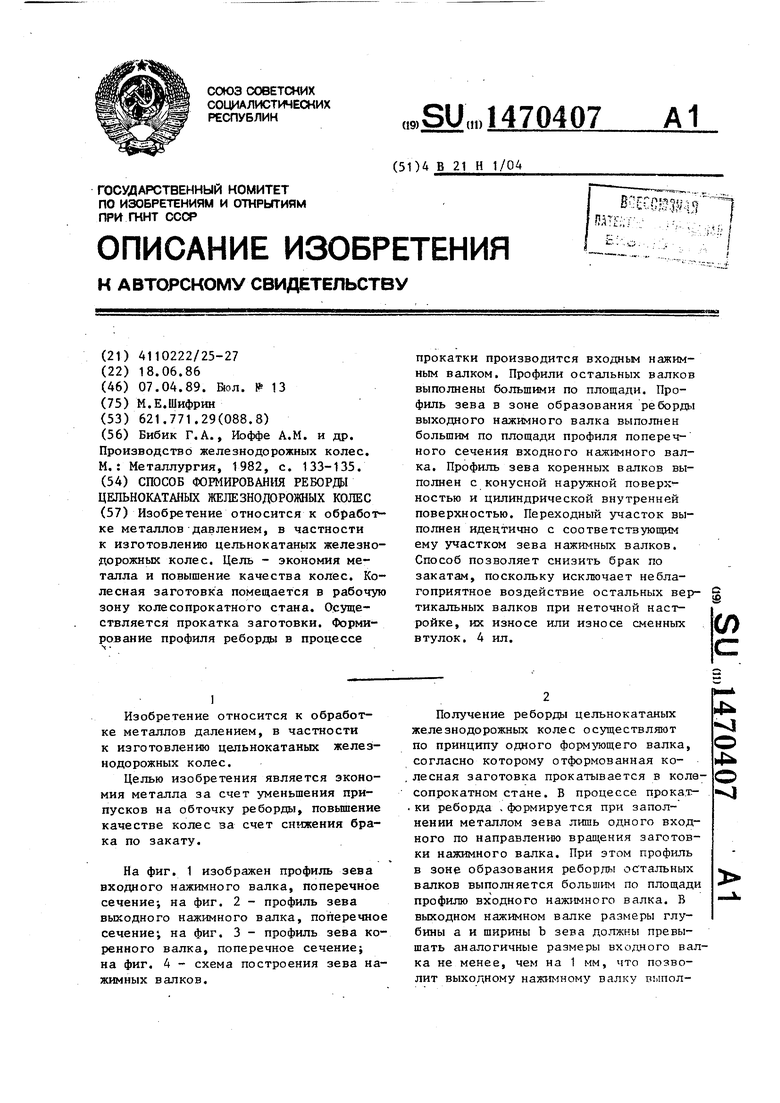
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОКАТАНЫХ КОЛЕС | 1991 |
|
RU2010654C1 |
| Способ формовки заготовок колес | 1986 |
|
SU1449236A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ТИПА КОЛЕС | 1994 |
|
RU2073577C1 |
| Выходной нажимной валок колесопрокатного стана | 1977 |
|
SU654342A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 1995 |
|
RU2080200C1 |
| Способ прокатки железнодорожных колес | 1992 |
|
SU1831401A3 |
| Способ прокатки железнодорожных одноребордных колес малого диаметра | 1990 |
|
SU1779454A1 |
| Способ прокатки изделий типа колес | 1986 |
|
SU1456273A1 |
| Способ прокатки железнодорожных колес | 1975 |
|
SU645740A1 |
| Способ получения заготовок изделий типа железнодорожных колес | 1989 |
|
SU1682021A1 |
Изобретение относится к обработке металлов давлением, в частности, к изготовлению цельнокатаных железнодорожных колес. Цель - экономия металла и повышение качества колес. Колесная заготовка помещается в рабочую зону колесопрокатного стана. Осуществляется прокатка заготовки. Формирование профиля реборды в процессе прокатки производится входным нажимным валком. Профили остальных валков выполнены большими по площади. Профиль зева в зоне образования реборды выходного нажимного валка выполнен большим по площади профиля поперечного сечения входного нажимного валка. Профиль зева коренных валков выполнен с конусной наружной поверхностью и цилиндрической внутренней поверхностью. Переходный участок выполнен идентично с соответствующим ему участком зева нажимных валков. Способ позволяет снизить брак по закатам, поскольку исключает неблагоприятное воздействие остальных вертикальных валков при неточной настройке, их износе или износе сменных втулок. 4 ил.
| Бибик Г.А., Иоффе A.M | |||
| и др | |||
| Производство железнодорожных колес | |||
| М.: Металлургия, 1982, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
