(54) СПОССЖ ПР ЖАТКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки железнодорожных колес и устройство для его осуществления | 1987 |
|
SU1491603A1 |
| Способ прокатки железнодорожных колес | 1985 |
|
SU1442310A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОКАТАНЫХ КОЛЕС | 1991 |
|
RU2010654C1 |
| Способ прокатки железнодорожных колес | 1992 |
|
SU1831401A3 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ТИПА КОЛЕС | 1994 |
|
RU2073577C1 |
| Способ прокатки изделий типа колес | 1986 |
|
SU1456273A1 |
| Способ получения заготовок изделий типа железнодорожных колес | 1989 |
|
SU1682021A1 |
| Способ изготовления изделий типа колес | 1982 |
|
SU1016001A1 |
| Способ прокатки железнодорожных колес | 1981 |
|
SU978991A1 |
| Способ прокатки желзнодорожных колес | 1974 |
|
SU642059A1 |
. - -.. ;... I Маобрегёйве отяоеитсй к обработке метгишОв аайпеввем в может быть цсnOQbSOBfiHO nptt производстве жепезцодорожвых Koniec. :; :Известен;бйособ прокаткн женёзво доронаямх колее, при котором формуют, нвружнзгю поверхность обода кояеса н жим10лмй и коренными вацками, обжимают койе5сх по ширину начапшымв конусами накпонных вйпков,формуют внутре 111ою iioEiepxHOcTb б1бода с дними коцу самй наклркаызс вапков, оеуществяиот pacKaTigr ОбоДа я диска по диамет{ пер мещая коренные валки в йаправпенкй 6т центра зш-офов и ft}. Недостатком известного способа явяяетса ввух периодов прокатки, в первом вэ которых обод по шврвне в шфужвой поверхноств, а затем во втором первоДе провзводят раскатку обода в двска по диаметру, деформвруя вуутреувкао поверхность обода. Наличве двух перводов а|кжаткн увепвчввает машвнное , что сНвжает провзводятельность процесса, а также затрудняет осуществление автоматвзацив процесса управления станом. Нечетное визуальное фикс(фованве граниш двух периодов прокаткв фкводвт к образс«анвю закатов, на гребне впв к нёдокату гребня прв недостаточной продопжвтепьностй его выКаткв. UenblQ взобретенаа является повышение производвтельноств в качества пойЕучаемых кояев Пост 1ВпеНвая доствгается в предлагаемом способе за счет тотх, что форwoftigr noJaejMCHocTB обода, обжатве по щврвне, формовку в тренвей поверхноств ободе в расКатку обода в двска по двамет ру осуществляют одвовремеввО, прв этом скорость перемешенвя корен х Ваяков определяют-вз завнсвМОСТВд4| /..4, : ), гДе V - скорость перемешенвя коренных валков в наружного дваметра обода раскатываемого колеса, мм/с;
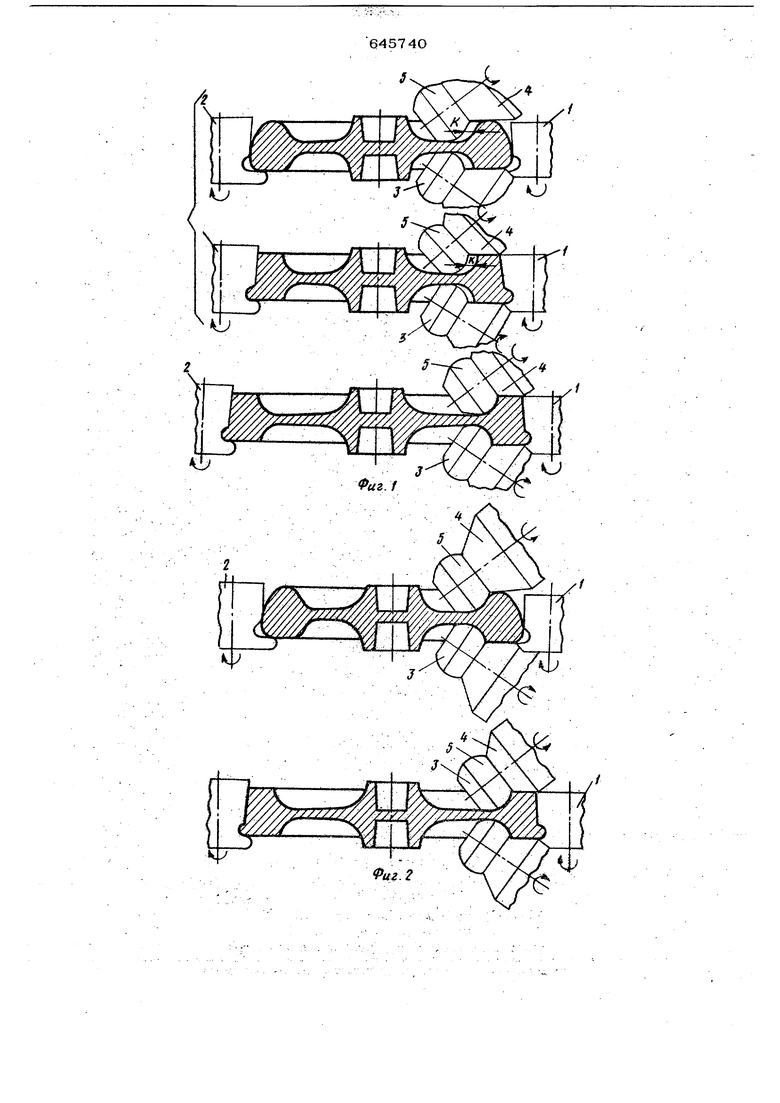
645740 ull - раскатываемая часть колеса, 35у наружный диаметр коиеса, MM i - время прокатки крпеса, с. На фнг. 1 схематично показана технопогия известного способа; на фиг. 2 то же, предлагаемого способа. Колесную заготовку обрабатывают нажимными 1 и коренными 2 вапками, а также наклонными валками 3, имеющими начальные 4 и средние S кощгса. Согласно предлага емому способу нагретую до температуры деформирования колесную заготовку после осайки между плитами, раэгонки и формовки на прес- сах подают на колесопрокатный стан. После подачи колеса в стан и подвода валкоа в рабочее положение включают эпектродвйГатель главвдх приводов. На жимные i и коренные 2 валки обрабатьшают наружщгю поверхность обода, наклонные валки 3 своими начальными конусами обжимают боковые поверхнооти a6onfi, а средними конусами 5 - вчу реннюю пойерхйость обода. При этом одновременно осуществляется раскатка обода и диска по диаметру. В извёст ком способе в первый период ftpoiCflj-ikH/ т.ё, в период деформаайй наружной поверхности (гребня и поверхности KaTfihпиа) и обода по ширине, собгаодаетеа газор К межад-сре дни ми коксами наК1ГОННЫХ валков и внутренней поверхно сть«о обида, который выб1фается только в MOMeair расасаткй диска и обода пи диа(4(ё1|. Этот момент начинаётса топь Ко и0спе оформления гребня, тй катшия и обода но гцирййе .В пред- пагавмо;мсл:особе зазор К т fipbtsm HiSH прбкаткй, что йости гает(1зя за счет перемещения коренных вавкоб со Скоростью, равной j /f-M;v Л V Й„J гда All раскатываемай часть колеса, определяемая как суммарное с жатие BiqrTpeHHefl поберхности обода при его рбск&укв ; i - - - .:.,:...:.,.--.-. - . , .,... ---g-V ;./ .; -. где iD вн и Ивн соответственно конечный и начальный йнутренние диаметры ббодд. Геймер осуществления способа. При прокатке аепьнокатанных колес диаметром 0950 мм при основном делении со стороны нажимных валков, равном 13От, противодавление.со стороны коренных Валков составляет 45 т. При этом скорость перемещения коренных валков соответствует величине V 8,4 мм/с. При прокатке колес диаметром : 01250 мм скорость перемещения коренцых валков V 9,1 мм/с, а противодавление коренных валков равно 38т. Применение преднагаемого способа позволяет повысить производительность яроцессй за счет сокращения времени цикла прокатки, обеспечить условия для автоматизации процесса управления ста- Hoif и у 1учшить качество прокатыёаемых колес. Формула изобр е т е н и я Способ прокатки железнодорожных колес, при котором формуют наружную поверхность обода колеса нажнмн1ыми и коренными вa Jкaми, обжимают колесо по Ширине иачальнь ми конусами наклонных валков, формуют вцутрейикяо поверх- нобть обода средними конусами наклонных вапков, осуществляют pacKaTJQr обода и янока fto диаметру, перел ещая к6рйййьгебалки в направлении от центра saroToBjsa, отличающийся там, что, с аелыю повышения произаоДйТёйькости н качества попучЕабмых копе форм0вку поверхности обода обжатие по ширине, формовву вщго ренней поверхности обода и рас&атку оббййГ и ййсёа п6 дна осуществляют одновременно ври этом скороезть переибщенйза коренных валков опредёнякиг из завиёимюети ), где j - cicopoeib перемещенадЕ коренных валЕОВ и наружного диаметра обода pacKarbiBaeKforo колеса, MM/CJ Afj- pacKa biieaeMaia часяь койвса мм;, / . : . DU- наружный таыещ колёса, мм} t времш прокатки &опеса с. Источники инфоркгааии привзт{ 1е во при дкспертаэе 1. Шифрин М, Ю., Содомоввч М, Я. Производство цельнокатанн& х колес и бандажей. М„ Метал1чгргйэаат, 10S4. с, 310.
