1
Изобретение относится к обработке металлов давлением, а именно к прокатке железнодорожных колес.
Известен нажимной валок колесопрокатного етаиа, состоящий из конического участка и кольцевого зева 1.
Недостатком известного валка является то, что обжатый в зеве металл течет к внутренней торцовой поверхности обода, образуя наплыв, что ведет к браку.
Известен выходной нажимной валок колесопрокатного стана, содержащий конический участок и кольцевой зев, имеющий форму гребня колеса 2.
Недостатко-м нажимного валка является то, что обжатие гребня выходным нажимным валком приводит к образованию нанлыва металла в месте сопряжения гребня колеса с внутренней торцовой поверхностью обода, который в дальнейшем раскатывается на начальном конусе нижнего наклонного валка, образуя закат по гребню. Закаты но гребню зачастую нрнводят к браковке этих колес.
Целью изобретения является повышение качества изделий путем уменьшения закатов по гребню.
Для достижения цели кольцевой зев вынолнен с глубиной, равной 1,03-1,12 высоты, гребня колеса.
2
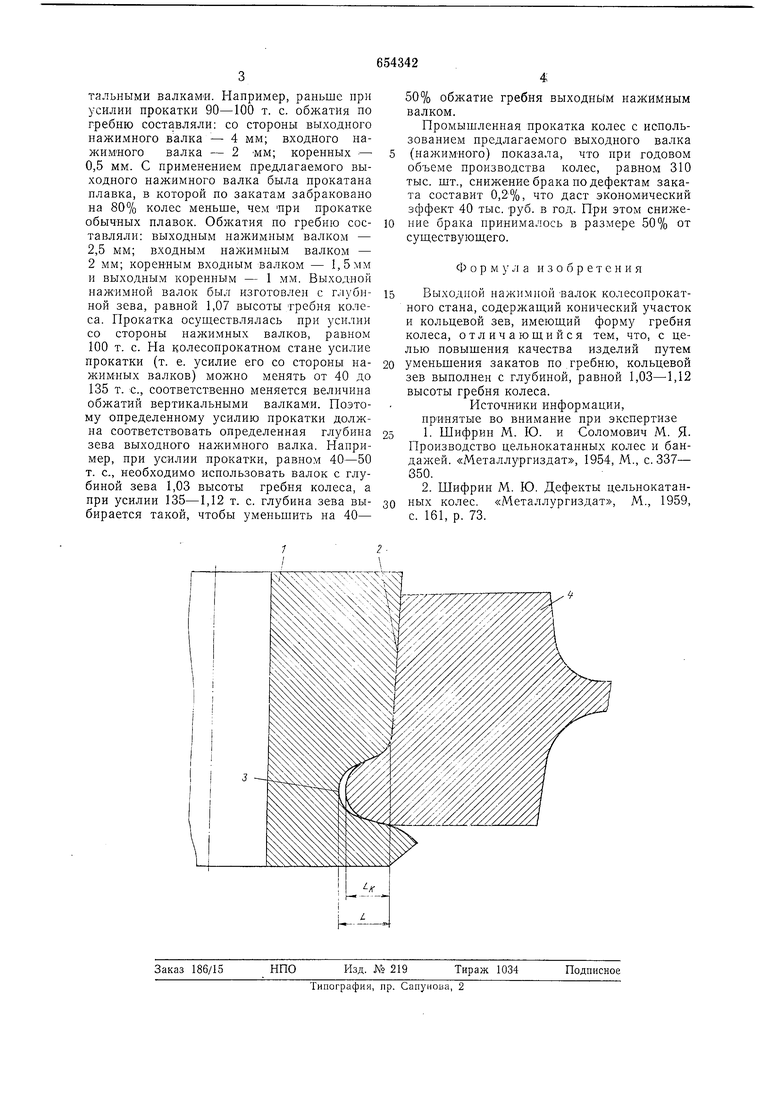
На чертеже схематично изображен выходной нажимной валок; разрез.
Валок 1 состоит из конического участка 2 и кольцевого зева 3, выполненного на
глубине L в теле валка, равной 1,03-1,12 высоты гребня LK колеса 4.
Это позволяет при прокатке уменьшить радиальное обжатие гребня выходным нажимным валком (так как вначале нажимной валок внедряется в колесо своим коническим участком, затрачивая на это часть усилия) и уменьшить величину наплыва, что либо ликвидирует появление закатов, либо уменьшает их глубину и позволяет
удалить их при обточке и получить годные колеса. В дальнейшем, когда обжатый выходным нажимным валком участок колеса подходит к коренному валку, гребень этого участка имеет большую высоту, чем глубина зева коренного валка. Однако так как усилия со стороны коренного валка на колесо в несколько раз (в 2-3 раза) меньше усилия со стороны нажимных валков и, кроме того, диаметр коренного валка также в несколько раз (в 2-2,5 раза) больще диаметра нажимных валков, несколько повышенное обжатие гребня коренным валком не приводит к образованию наплыва, т. е. предлагаемый выходной нажимной валок перераспределяет между ос
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ТИПА КОЛЕС | 1994 |
|
RU2073577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОКАТАНЫХ КОЛЕС | 1991 |
|
RU2010654C1 |
| Способ формирования реборды цельнокатаных железнодорожных колес | 1986 |
|
SU1470407A1 |
| Способ формовки заготовок колес | 1986 |
|
SU1449236A1 |
| Способ прокатки железнодорожных колес | 1985 |
|
SU1442310A1 |
| Способ прокатки железнодорожных колес | 1981 |
|
SU978991A1 |
| Способ прокатки изделий типа тел вращения | 1986 |
|
SU1458056A1 |
| Способ изготовления изделий типа колес | 1982 |
|
SU1016001A1 |
| Способ получения заготовок изделий типа железнодорожных колес | 1989 |
|
SU1682021A1 |
| Способ прокатки изделий типа колес | 1986 |
|
SU1456273A1 |
