СЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения армированных червячных колес | 1987 |
|
SU1424953A1 |
| Изложница для центробежного литья биметаллических отливок | 1984 |
|
SU1282956A1 |
| Способ получения биметаллических отливок | 1985 |
|
SU1286343A1 |
| Способ изготовления биметаллических отливок червячных колес | 1985 |
|
SU1313555A1 |
| Способ получения биметаллических и армированных отливок | 1985 |
|
SU1412881A1 |
| Способ изготовления биметаллических червячных валов-колес | 1986 |
|
SU1417996A1 |
| Способ центробежного литья биметаллических заготовок | 1986 |
|
SU1359061A1 |
| Способ получения армированных отливок жидкой штамповкой | 1986 |
|
SU1397167A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Способ центробежного литья биме-ТАлличЕСКиХ зАгОТОВОК | 1979 |
|
SU806241A1 |
Изобретение относится к области литейного производства и может найти применение при производстве армированных червячных колес с зубчатым профилем у ступицы. Целью изобретения является увеличение коэффициента использования металла венечной части, упрощение технологии и повышение качества отливки. Способ включает установку двух полуступиц с зазором по средней плоскости червячного колеса, центробежную заливку расплава бронзы в зазор между полуступицами и смыкание полуступиц к средней плоскости червячного колеса. 1 ил.
Изобретение относится к области литейного производства и может найти применение при производстве армированных червячных колес с зубчатым профилем у ступицы.
Цель изобретения - увеличение коэффициента использования металла венечной части, упрощение технологии и повьшение качества отливок.
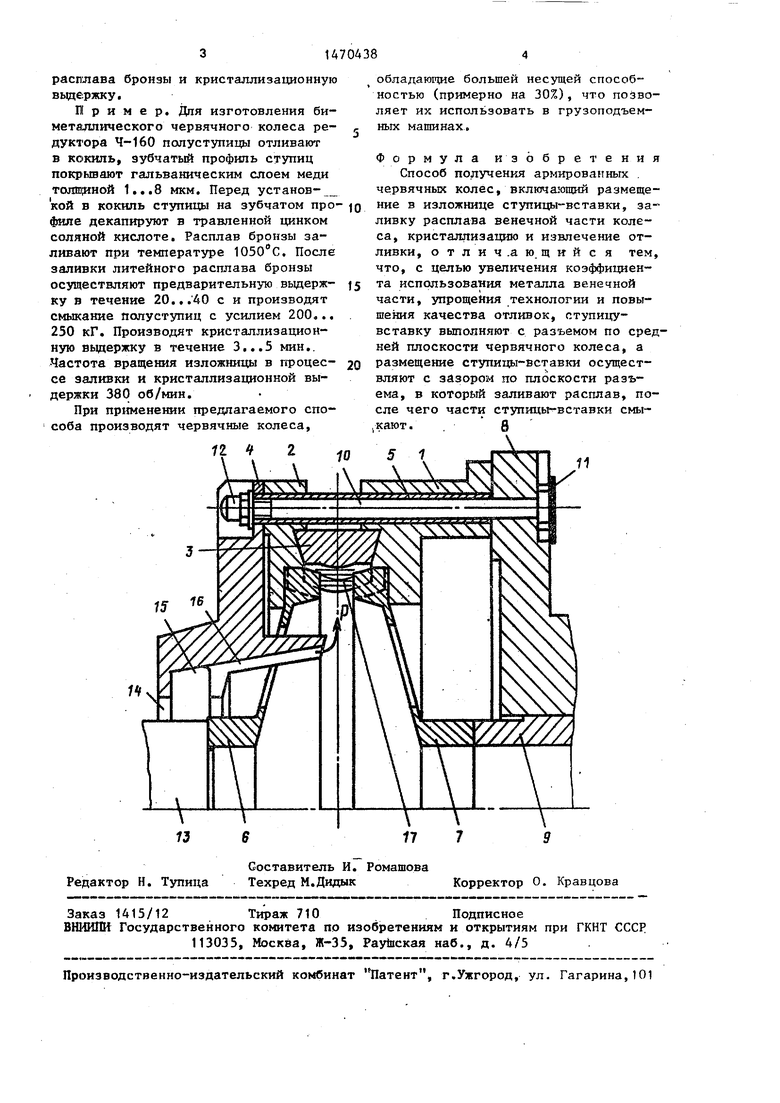
. На чертеже изображено устройство для осуществления предлагаемого способа .
Сущность изобретения заключается в заливке расплава бронзы вводом ее по средней плоскости червячного колеса в зазор между полуступицами и последукяцим смыканием :палустугащ, что позволяет избежать использование прибыли, усадочная раковина перемещается внутрь венечного обода, гарантируется сплошной контакт между бронзой и чугуном.
Способ осуществляют следуюпщм образом.
,
8 изложницу, состоящую из торцо- вык крьппек 1 и 2, зубчатых секторов 3, заЛивочной крышки 4 и направляющей колонки 5, устанавливают полу- ступшф 6 и 7. Изложницу с полуступицами устанавливают на планшайбу 8 . заливочной машинь5 (платшайба установлена на шпинделе 9) и посредством элементов крепления в виде тяг 10 контршайбы 11 и гаек 12 фиксируют на планшайбе 8. Б полуступицу 5 вводят толкатель 13, приводят изложнк- цу во вращение и через заливочное отверстие 14 в полость 15 подают расплав бронзы, который по кгналу 16 по стрелке Р попадает в зазор между полуступицами 17. Затем смыканием ролуступиц 6 и 7 к средней плоскости . колеса производят жидкую штамповку
расплава бронзы и кристаллизационную вьщержку.
Пример. Для изготовления биметаллического червячного колеса ре- дуктора полуступицы отливают в кокиль, зубчатый профиль ступиц покрывают гальваническим слоем меди
кой в кокиль ступицы на зубчатом про филе декапируют в травленной цинком соляной кислоте. Расплав бронзы заливают при температуре 1050 с. После заливки литейного расплава бронзы осуществляют предварительную вьщержку в течение 20... 40 с и производят смыкание папуступиц с усилием 200... 250 кГ. Производят кристаллизационную вьщержку в течение 3... 5 мин.. Частота вращения изложницы в процессе заливки и кристаллизационной выдержки 380 об/мин.
При применении предлагаемого способа производят червячные колеса,
72 2
гз
г
Q
5
0
обладаюрще большей несущей способностью (примерно на 30%), что позволяет их использовать в грузоподъемных машинах.
Формула изобретения
Способ получения армированных . червячных колес, включающий размещение в изложнице ступицы-вставки, заливку расплава венечной части колеса, кристаллизацию и извлечение отливки, отлич.аю. щийся тем, что, с целью увеличения коэффициента использования металла венечной части, упрощения технологии и повышения качества отливок, ступицу- вставку выполняют с разъемом по средней плоскости червячного колеса, а размещение ступицы-вставки осуществляют с зазором по плоскости разъема, в который заливают расплав, после чего части ступицы вставки смыкают. .и
f1
П
| Засловский М.Л | |||
| Производство армированных и биметаллических отливок | |||
| Сер | |||
| ТОЛП, М., ВИНИТИ, 1979, т | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
