f
Изобретение относится к литейному производству и может быть использовано при отливке сердечников железнодорожных крестовин в двухслойные фор
МЫо
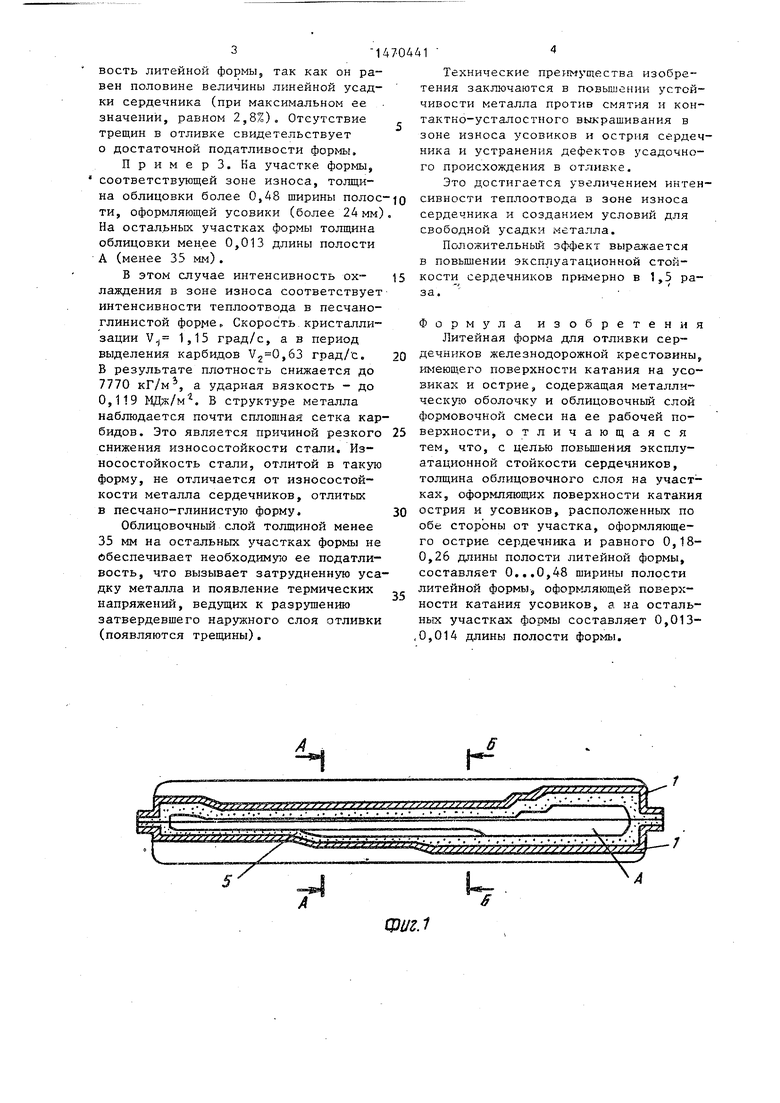
Цель изобретения - повышение эксплуатационной стойкости сердечников. На фиг,1 приведена литейная форма для отливки сердечника, продольный разрез; на фиг.2 - то же, вид сверху на фиг.З разрез А-А на фиг,1 (в пределах зоны износа); на фиг.4 - разрез на фиг„1 (за пределами зоны износа),
Литейная форма для отливки сердечника железнодорожной крестовины включает верхнюю и нижнюю полуформы, внутренние поверхности которых образуют полость АО Форма и размеры этой полости соответствуют конфигурации и размерам отливки сердечника. Нижняя и верхняя полуформы содержат металлические оболочки f и облицовочное покрытие 2. Поверхности 3 и 4 в нижней полуформе оформляют соответственно поверхности катания острия и усови- зоне износа сердечника. ,Эта зона имеет в зависимости от типоразмера сердечника определенную длину и распространяется равномерно в обе стороны от математического острия, которому в литейной форме соответствует вершина 5 поверхности 3.
Толщина облицовочного слоя на участках, оформляющих поверхности катания острия и усовиков в зоне их износа расположенной по обе стороны от участка, соответствующего математическому острию сердечника, составляет О,,,0,48 ширины полости литейной формы, оформляющей поверхности катания усовиков, а на остальных участках формы составляет 0,013... 0,014 длины полости формы, I ПримерКВ литейной форме для отливки сердечника типа Р50 марки 1/9 на участке, соответствующем зоне износа сердечника и включающем поверхности 3 и 4, оформляющие поверхности катания острия и усовиков, облицовка отсутствует, а на остальных участках формы толщина облицовки равна 0,013 длины полости А литейной формь}, что составляет 35 мм при длине полости 2,7 м (для данного типа сердечника) При этом в- зоне износа скорость .теплоотвода в интервале тем- певатур кристаллизации стали (16701
10
15
-
;
20 254704412
1420 К) V, 5,78 град/с, а в интервале температур выделения карбидов (1220-870 К) V, 2,52 град/с. Такая интенсивность теплоотвода обеспечи- I вает в рабочем слое (глубиной 12 мм) ,поверхностей катания острия и усовиков плотную мелкозернистую структуру с высоким значением ударной вязкости. Плотность металла равна 7834 кГ/м, а ударная вязкость (в литом состоянии) равна 0,335 МДж/м Благодаря высокой интенсивности охлаждения в структуре литого металла отсутствует карбидная фаза. Этим объясняется высокое значение плотности и ударной вязкости металла в рабочем слое сердечника в пределах зоны износа.
Испытания такой стали показывают, что ее износостойкость (оцененная по потере размеров) в 2 раза вьше износостойкости металла сердечников, отлитых в песчано-глинистую форму по известной технологии.
Облицовочный слой на остальных участках фбрмы (вне зоны износа) составляет половину величины линейной усадки сердечника (при- минимальном ее значении 2,6%) по длине. Это обеспечивает свободную усадку металла, о чем свидетельствует отсутствие трещин в отливке.
П р и м е р 2. Форма для отливки сердечника типа Р50 марки 1/9 имеет в зоне износа облицовочный слой, равный 0,48 ширины полости А в той части, которая оформляет поверхность катания усовиков, что при ширине этой полости 50 мм составляет 24 мм. Скорость кристаллизации V, / 1,73 град/с, а в интервале выделения карбидов Vt 1,54 град/с. При этом плотность металла равна 7800 кГ/м , а ударная вязкость 0,27 МДж/м.
Некоторое снижение плотности и ударной.вязкости объясняется уменьшением интенсивности теплоотвода при появлении облицовочного покрытия толщиной 24 мм. Износостойкость такой стали в 1,5 раза зьте износостойкости металла сердечников, отлитых в песчано-глинистую форму.
На остальных участках формы облицовочный слой равен 0,014 длины полости А, что при длине полости 2,7 м составляет 38 мм. Такой слой смеси обеспечивает необходимую податли30
35
40
45
50
5
-14
вость литейной формы, так как он равен половине величины линейной усадки сердечника (при максимальном ее значений, равном 2,8%), Отсутствие трещин в отливке свидетельствует о достаточной податливости формы,
П р и м е р 3. Ка участке формы, соответствующей зоне износа, толщина облицовки более 0,48 ширины полости, оформляющей усовики (более 24 мм), На остальных участках формы толщина облицовки менее 0,013 длины полости А (менее 35 мм).
В этом случае интенсивность охлаждения в зоне износа соответствует интенсивности теплоотвода в песчано- глинистой Скорость кристаллизации V. 1,15 град/с, а в период выделения карбидов ,63 град/ с. В результате плотность снижается до 7770 кГ/м, а ударная вязкость - до 0,119 МД5К/м. В структуре металла наблюдается почти сплошная сетка карбидов. Это является причиной резкого снижения износостойкости стали. Износостойкость стали, отлитой в такую форму, не отличается от износостойкости металла сердечников, отлитых в песчано-глинистую форму.
Облицовочньш слой толщиной менее 35 мм на остальных участках формы не йбеспечивает необходимую ее податливость, что вызывает затрудненную усадку металла и появление термических напряжений, ведущих к разрушению затвердевшего наружного слоя отливки (появляются трещины).
41 4
Технические преимущества изобретения заключаются в повышении устойчивости металла против смятия и кон- тактно-усталостного выкрашивания в зоне износа усовиков и острия сердечника и устранения дефектов усадочного происхождения в отливке.
Это достигается увеличением интен- сивности теплоотвода в зоне износа сердечника и созданием условий для свободной усадки металла.
Положительньш эффект выражается в повышении эксплуатационной стой- кости сердечников примерно в 1,5 раза.
0
5
0
5
Формула изобретения
Литейная форма для отливки сердечников железнодорожной крестовины, имеющего поверхности катания на усо- виках и острие, содержащая металлическую оболочку и облицовочный слой формовочной смеси на ее рабочей поверхности, отличающаяся тем, что, с целью повышения эксплуатационной стойкости сердечников, толщина облицовочного слоя на участках, оформляющих поверхности катания острия и усовиков, расположенных по обе стороны от участка, оформляющего острие сердечника и равного 0,18- 0,26 длины полости литейной формы, составляет 0,,,0,48 ширины полости литейной формы, оформляющей поверхности катания усовиков, а на остальных участках формы составляет 0,013- ,0,014 длины полости формы.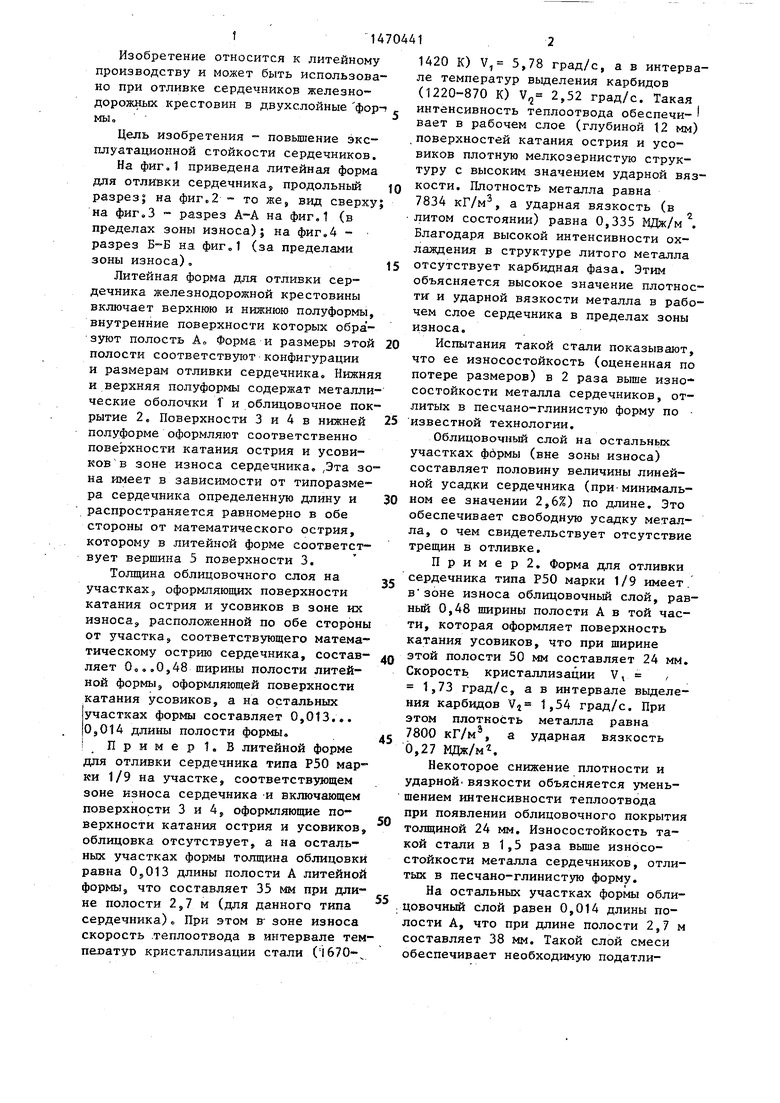
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для отливки железнодорожной крестовины | 1977 |
|
SU749541A1 |
| Способ получения крестовин стрелочных переводов | 1988 |
|
SU1637950A1 |
| Железнодорожная крестовина из марганцовистой стали | 1982 |
|
SU1069943A1 |
| ОСТРАЯ КРЕСТОВИНА ДЛЯ РЕЛЬСОВЫХ ПЕРЕСЕЧЕНИЙ | 2011 |
|
RU2455411C1 |
| КРЕСТОВИНА ДЛЯ РЕЛЬСОВОГО ПЕРЕСЕЧЕНИЯ | 2008 |
|
RU2382131C1 |
| ТУПАЯ КРЕСТОВИНА ДЛЯ ГЛУХОГО ПЕРЕСЕЧЕНИЯ | 2011 |
|
RU2455412C1 |
| КРЕСТОВИНА ДЛЯ ПЕРЕСЕЧЕНИЯ ЗАВОДСКИХ ЖЕЛЕЗНЫХ ДОРОГ | 2010 |
|
RU2427680C1 |
| КРЕСТОВИНА ДЛЯ РЕЛЬСОВОГО ПЕРЕСЕЧЕНИЯ | 2009 |
|
RU2410481C1 |
| Литейная форма для изготовления биметаллических сталь-чугун отливок | 1991 |
|
SU1771875A1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ СЕРДЕЧНИКОВ СТРЕЛОЧНЫХ КРЕСТОВИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2159292C1 |

Изобретение относится к литейному производству и может быть использовано при отливке сердечников железнодорожных крестовин в двухслойные формы. Целью изобретения является повышение эксплуатационной стойкости сердечников. Литейная форма для отливки сердечников железнодорожной крестовины включает верхнюю и нижнюю полуформы, внутренние поверхности которых образуют полость А. Форма и размеры этой полости соответствуют конфигурации и размерам отливки сердечника. Нижняя и верхняя полуформы содержат металлические оболочки и облицовочное покрытие. Поверхности 3 и 4 в нижней полуформе оформляют соответственно поверхности катания острия и усовиков в зоне износа сердечника. Эта зона имеет в зависимости от типоразмера сердечника определенную длину и распространяется равномерно в обе стороны от математического острия, которому в литейной форме соответствует вершина 5 поверхности 3. Толщина облицовочного слоя на участках, оформляющих поверхности катания острия и усовиков в зоне их износа, расположенной по обе стороны от участка, соответствующего математическому острию сердечника, составляет 0...0,48 ширины полости литейной формы, оформляющей поверхности катания усовиков, а на остальных участках формы составляет 0,013...0,014 длины полости формы. Технические преимущества заключаются в повышении устойчивости металла против смятия и контактно-усталостного выкрашивания в зоне износа усовиков и острия сердечника и устранении дефектов усадочного происхождения в отливке. Это достигается увеличением интенсивности теплоотвода в зоне износа сердечника и созданием условий для свободной усадки металла. 4 ил.
il УУУi Vy i / Л jV
-
.
5
7
T°; ...... i .... 1 . . . . . .
,,,t..f.i.,,f
- - -
h
h,.. -у -;:):
. . . . . .
Фиг.1
-А
t
б Б
фиг Л
| Способ изготовления литейной формы | 1975 |
|
SU566672A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
