Изобретение относится к литейному производству и может найти практическое применение при производстве отливок с вязкой стальной сердцевиной и поверхностным слоем из чугуна, обладающим повышенной твердостью и износостойкостью.
Известна литейная форма из графита или с покрытием, содержащим графит, которую подогревают перед заливкой до 700..,1800°С и выдерживают с залитой сталью в течение 5...60 мин.
Известная литейная форма имеет следующие недостатки. Процесс изготовления литейных форм из графита требует больших энергетических затрат и очень трудоемок. Графитосодержащие покрытия, имеющие небольшую толщину, не обеспечивают достаточного насыщения поверхностных слоев отливки углеродом для образования слоя чугуна требуемой толщины. Увеличение толщины покрытия снижает размерную точность отливки. Кроме того, при нагреве и выдержке при температуре 700..,1300°С в, окислительной атмосфере графит интенсивLO
но окисляется, что приводит к снижеы. ю реакционной способности покрытия и размерной точности отливок, к их поражению газовыми раковинами. Следовательно, нагрев и выдержку форм следует проводить в защитной атмосфере или в вакууме, что требует применения сложного оборудования и дефицитных формовочных материалов, а также больших энергозатрат
Цель изобретения - повышение качества отливок, снижение энергетических и трудовых затрат.
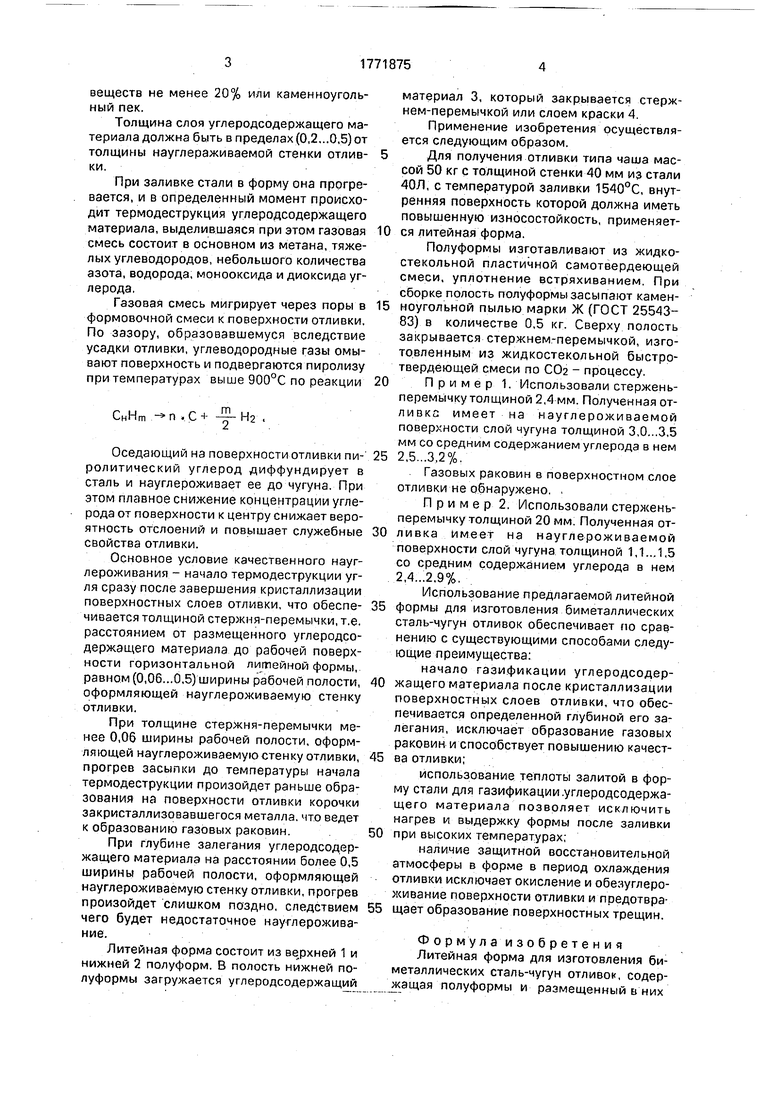
Сущность изобретения поясняется чертежом.
При изготовлении нижней полуформы выполняется полость для засыпки углерод- содержащего материала и простановки стержня-перемычки. Форма и стержень изготавливаются из песчано-глинистой, жид- костекольной или иной газопроницаемой смеси. Углеродсодержащим материалом может служить каменноугольная пыль любой марки, обладающая выходом летучих
XJ
«-А
со
vj СЛ
веществ не менее 20% или каменноугольный пек.
Толщина слоя углеродсодержащего материала должна быть в пределах (0,2...0,5)от толщины науглераживаемой стенки отливки.
При заливке стали в форму она прогревается, и в определенный момент происходит термодеструкция углеродсодержащего материала, выделившаяся при этом газовая смесь состоит в основном из метана, тяжелых углеводородов, небольшого количества азота, водорода, монооксида и диоксида углерода.
Газовая смесь мигрирует через поры в формовочной смеси к поверхности отливки. По зазору, образовавшемуся вследствие усадки отливки, углеводородные газы омывают поверхность и подвергаются пиролизу при температурах выше 900°С по реакции
СнНг
п . С +
m
Н2
Оседающий на поверхности отливки пи- ролитический углерод диффундирует в сталь и науглероживает ее до чугуна. При этом плавное снижение концентрации углерода от поверхности к центру снижает вероятность отслоений и повышает служебные свойства отливки.
Основное условие качественного науглероживания - начало термодеструкции угля сразу после завершения кристаллизации поверхностных слоев отливки, что обеспечивается толщиной стержня-перемычки, т.е. расстоянием от размещенного углеродсо- держаа1его материала до рабочей поверхности горизонтальной литейной формы, равном (0,06...0,5) ширины рабочей полости, оформляющей науглероживаемую стенку отливки.
При толщине стержня-перемычки менее 0,06 ширины рабочей полости, оформляющей науглероживаемую стенку отливки, прогрев засыпки до температуры начала термодеструкции произойдет раньше образования на поверхности отливки корочки закристаллизовавшегося металла, что ведет к образованию газовых раковин.
При глубине залегания углеродсодержащего материала на расстоянии более 0,5 ширины рабочей полости, оформляющей науглероживаемую стенку отливки, прогрев произойдет слишком поздно, следствием чего будет недостаточное науглероживание.
Литейная форма состоит из верхней 1 и нижней 2 полуформ. В полость нижней полуформы загружается углеродсодержащий
материал 3, который закрывается стержнем-перемычкой или слоем краски 4.
Применение изобретения осуществляется следующим образом.
Для получения отливки типа чаша массой 50 кг с толщиной стенки 40 мм из стали 40Л, с температурой заливки 1540°С, внутренняя поверхность которой должна иметь повышенную износостойкость, применяется литейная форма.
Полуформы изготавливают из жидко- стекольной пластичной самотвердеющей смеси, уплотнение встряхиванием. При сборке полость полуформы засыпают каменноугольной пылью марки Ж (ГОСТ 25543- 83) в количестве 0,5 кг. Сверху полость закрывается стержнем-перемычкой, изготовленным из жидкостекольной быстро- твердеющей смеси по С02 - процессу.
Пример 1. Использовали стерженьперемычку толщиной 2,4 мм. Полученная от- ливка имеет на науглероживаемой поверхности слой чугуна толщиной 3,0...3,5 мм со средним содержанием углерода в нем
2,5...3,2%.
Газовых рзковин в поверхностном слое отливки не обнаружено. .
Пример 2. Использовали стержень- перемычку толщиной 20 мм. Полученная отливка имеет на науглероживаемой поверхности слой чугуна толщиной 1,1..,1,5 со средним содержанием углерода в нем 2,4...2,9%.
Использование предлагаемой литейной
формы для изготовления биметаллических сталь-чугун отливок обеспечивает по сравнению с существующими способами следующие преимущества:
начало газификации углеродсодержащего материала после кристаллизации поверхностных слоев отливки, что обеспечивается определенной глубиной его залегания, исключает образование газовых раковин и способствует повышению качества отливки;
использование теплоты залитой в форму стали для газификации.углеродсодержащего материала позволяет исключить нагрев и выдержку формы после заливки
при высоких температурах;
наличие защитной восстановительной атмосферы в форме в период охлаждения отливки исключает окисление и обезуглероживание поверхности отливки и предотвращает образование поверхностных трещин.
Формула изобретения Литейная форма для изготовления биметаллических сталь-чугун отливок, содер- жэщая полуформы и размещенный в них
углеродсодержащий материал, отличающаяся тем, что, с целью повышения качества отливок, снижения энергетических и трудовых затрат, углеродсодержащий маразмещен в компактном виде на расс от рабочей поверхности горизонталь тейной формы, равном 0,06-0,5 шир бочей полости, оформл
териал, например каменноугольная пыль, 5 науглероживаемую стенку отливки.
размещен в компактном виде на расстоянии от рабочей поверхности горизонтальной литейной формы, равном 0,06-0,5 ширины рабочей полости, оформляющей
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отливок | 1974 |
|
SU501831A1 |
| Способ нанесения пылевидного покрытия на литейную форму или стержень | 1989 |
|
SU1708496A1 |
| Способ получения высококачественных отливок из серого чугуна | 2019 |
|
RU2742544C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ОТЛИВОК ИЗ ЧУГУНА | 1999 |
|
RU2156673C1 |
| Литейная форма | 1985 |
|
SU1276426A1 |
| Противопригарное покрытие для литейных форм | 1979 |
|
SU871999A1 |
| Способ получения литых биметаллических штампов системы "ферритокарбидная сталь - аустенитно-бейнитный чугун" | 2018 |
|
RU2677645C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Способ легирования тонкостенных чугунных отливок | 2022 |
|
RU2784305C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
Использование: в литейном производстве при изготовлении отливок с вязкой стальной сердцевиной и поверхностным слоем из чугуна, обладающим повышенной твердостью и износостойкостью. Сущность изобретения: в литейной форме углерод- содержащий материал помещен компактно на расстоянии от рабочей поверхности литейной формы, равном (0,06...0,5) от ширины рабочей полости, оформляющей науглероживаемую стенку отливки.1 ил.
| Способ изготовления двухслойных отливок сталь-чугун | 1975 |
|
SU579098A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
