прессу /имеяшна
Изобретение относится к порошковой металлургии, в частности к устройствам для горячего прессования изделий в открытой пресс-форме с ис- пользованием прессового оборудования и неметаллических матриц.
Цель изобретения - расширение технологических возможностей пресс- формы за счет увеличения рабочих ю температур, повьшение экономичности работы пресс-формы и стойкости прессуемых изделий.
На чертеже приведена пресс-форма, разрезо .15
Пресс-форма включает обойму 1, плиту 2 э установленную на столе 3 пресса (полностью пресс не показан), . порошковзто матрицу 4 и узел приложения усилия прессования вдоль матрк- 20 ды, содержащий нижний пуансон 5 и верхний пуансон 6 между которыми находится прессуемая пластина, а также проставку 7 и внешний пуансон 8. Снаружи пресс-формы устанавливают 25 индукционный нагреватель 9 и верхнюю плиту 10 с засыпкой 11, снижающие тепловые потери,, Направление действия усилия прессования со стороны верхнего ползуна пресса показано , 30 стрелкой.
Порошковую матрицу 4 выполняют из брикетированной композиции на графитовой основе пористостью 10- 30 об,%э содержащей 5-35 масо% гек сагонального нитрида бора.
Порошковые матрицы с пористостью менсе 10% получить не удается из-за деконсолидации порошкового тела после снятия давления и наличия пласти 40 фикатора (раствора поливинилового спирта), а с пористостью более 30% не обеспечивается механическая проч- ность.
При содержании в композиции ме- д нее .5 мас.% нитрида бора не обеспе- .чиваются требуемые параметры процесса и свойства изделий I повьшение содержания нитрида бора,, как более дорогого материала свьщ1е 35 мас,% оказалось нецелесообразным, так как стойкость npeccyeMbJX пластин достиг ла заданной и не менялась.
Пресс-форма работает следующим образом,
В обойму 1 помещают порошковую матрицу 45 вставляют в нее нижний пуансон 5 и с плитой 2 устанавливают на столе пресса Bj в полость порошко1 35
50
55
ю , 15
, . 202530
40
д
т о35
50
55
вой матрицы 3 засыпают навеску порошка, -вставляют верхний пуансон 6, проставку 7 и внешний пуансон 8.
Снаружи пресс-формы устанавливают индукционньй нагреватель 9 с верхней плитой 10 и засыпкой 11. Верхним ползуном через пуансоны 6 и 8 и проставку 7 прикладывают давление к спекаемому порошку и порошковой матрице 4, создавая в матрице квазигидростатическое напряженное состояние, разогревают до 2000 С, повышая в процессе нагрева давление прессования до 350 кгс/см , производят выдержку в течение 10 мин, выключают нагрев и сбрасывают давление.
Порошковую матрицу 4 со спеченной пластиной извлекают из обоймы 1, от- :деляют пластину, а порошковую матри- /цу регенерируют,
При получении следующего изделия цикл повторяет.
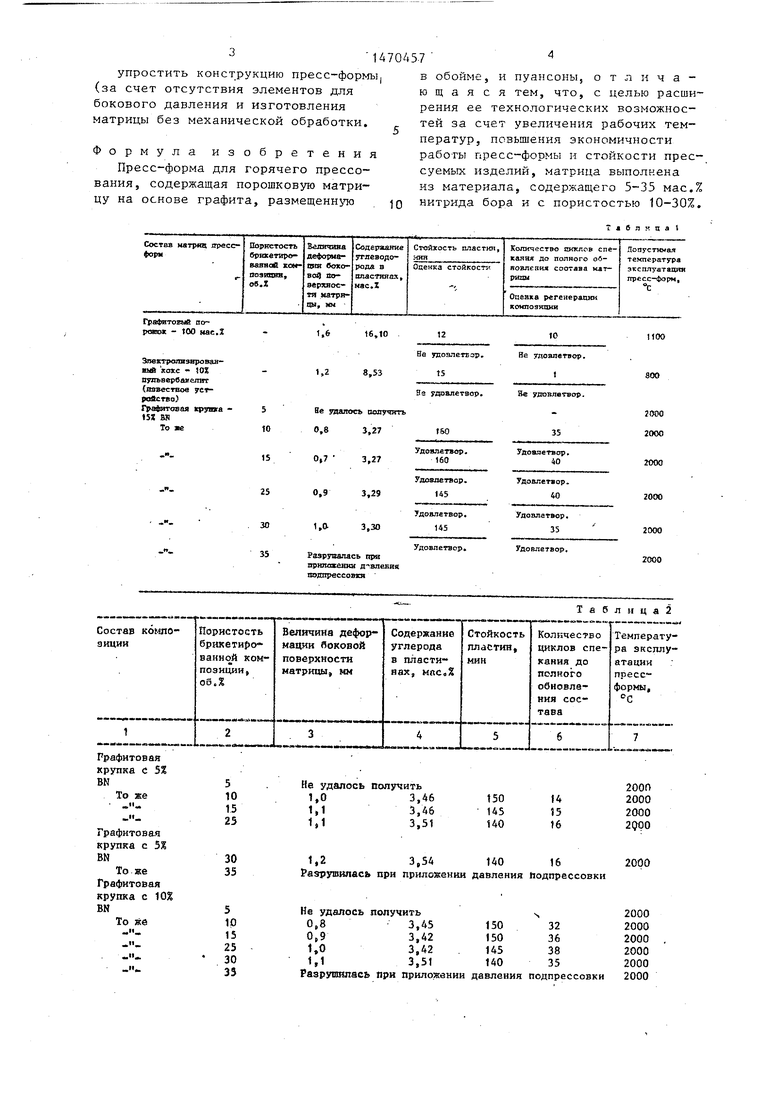
Для сравнения были также йзготов- лены пресс-формы с порошковыми матрицами из графитовой крупки без добавок и из электролизированного кокса с 10 мас.% пульвербакелита (известная пресс-форма), которые были использованы для горячего прессования пластин.
На полученных пластинах проводили испытания режущих свойств, оцениваемых по стойкости пластин, изготовленных из силинита (материала на основе нитрида кремния).
Работоспособность пресс-форм оценивали по величине деформации их боковой рабочей поверхности.
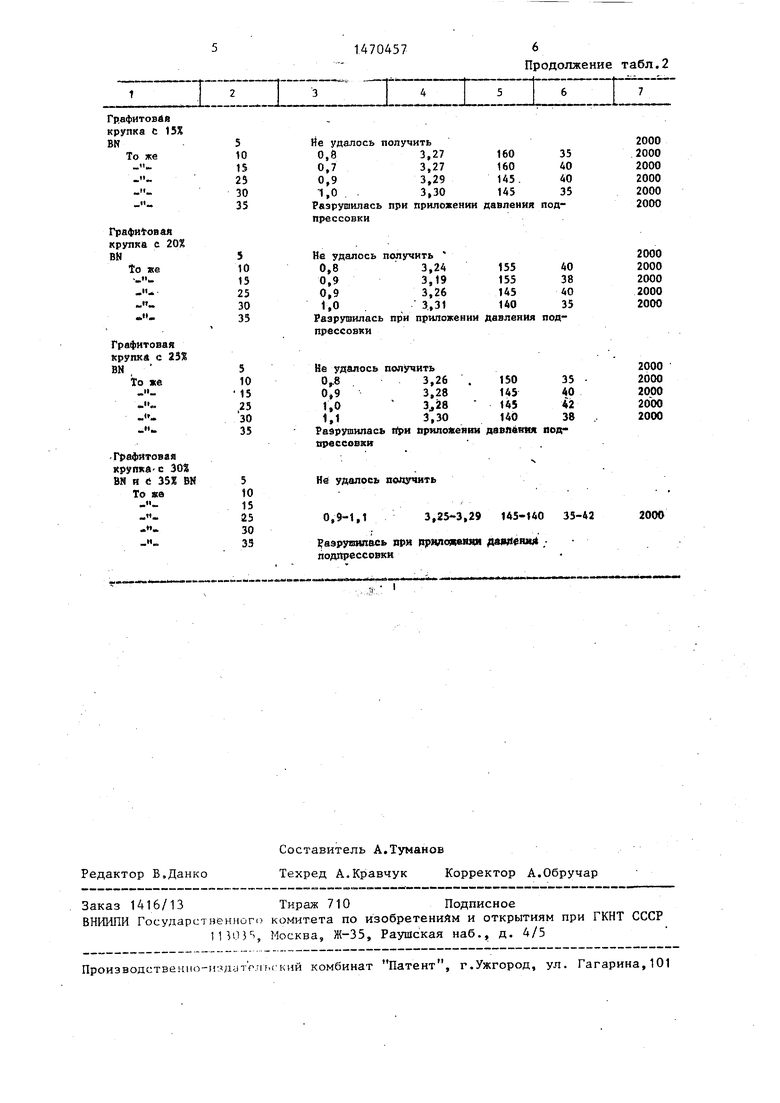
Результаты испытаний приведены в табл ,1. и 2,
Как показали испытания, исполь- онание предложенной пресс-формы позволяет:
расширить технологические возможности процесса прессования за счет повьш1ения рабочих температур до 2000 С;
повысить экономичность при эксплуатации (за счет возможности регенерации композиции матрицы до 35-40 циклов, а также использования дешевой графитовой крупки-отходов .электродного графита);
повысить стойкость изделий, спеченных в предложенной пресс-форме, ,в среднем в 10 раз по сравнению с :изделиями, спеченными в известной пресс-форме
14704
упростить конструкцию пресс-формЫ| (за счет отсутствия элементов для бокового давления и изготовления
матрицы без механической обработки.
5
Формула изобретения
Пресс-форма для горячего црессо- вания, содержащая порошковую матрицу на основе графита, размещенн то Q
7 4
в обойме, и пуансоны, отличающаяся тем, что, с целью расширения ее технологических возможностей за счет увеличения рабочих температур, повышения экономичности работы гфесс-формы и стойкости прессуемых изделий, матрица выполнена из материала, содержащего 5-35 мас.% нитрида бора и с пористостью 10-30%.
Таблица I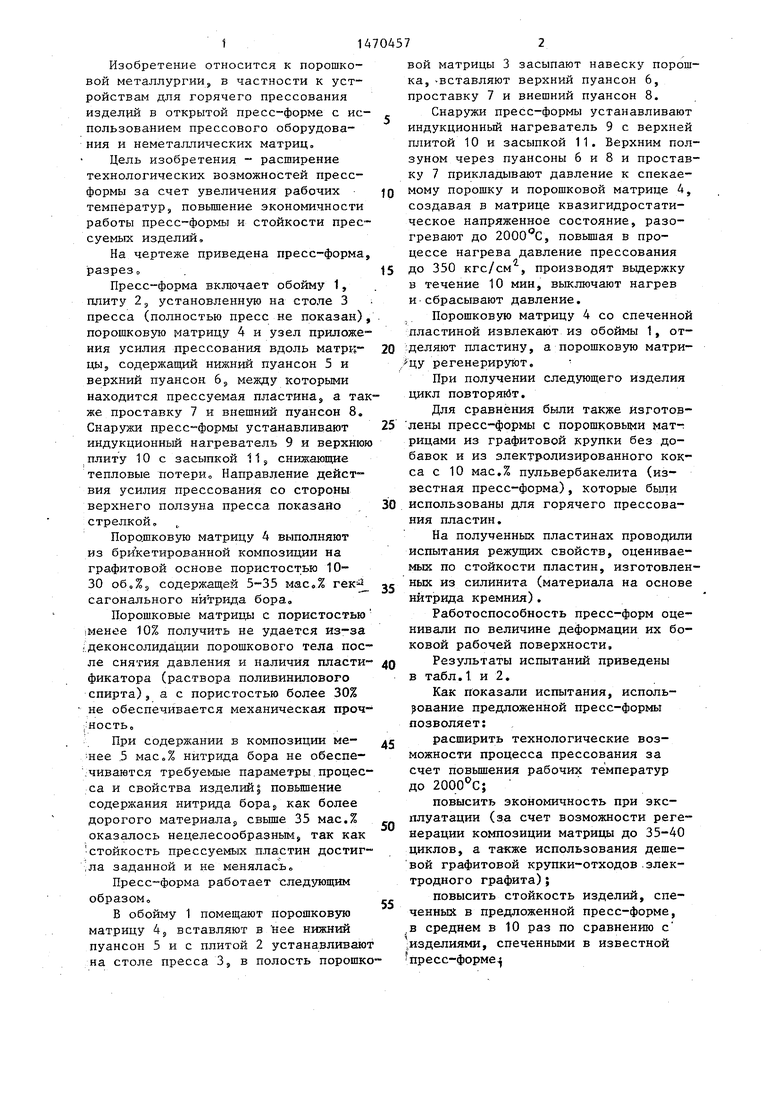
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264886C1 |
| СТЕКЛОКЕРАМИЧЕСКИЙ КОМПОЗИЦИОННЫЙ ЭЛЕКТРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2664993C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ДЕТАЛЕЙ С РАВНОМЕРНОЙ ПЛОТНОСТЬЮ | 2003 |
|
RU2265499C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
| Способ изготовления спеченного изделия | 2017 |
|
RU2697063C2 |
| Устройство для горячей экструзии изделий из порошка | 1987 |
|
SU1482767A1 |
| Способ изготовления изделий из тугоплавких соединений | 1989 |
|
SU1676755A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ УДАРОПРОЧНОЙ ПЛАСТИНЫ РЕЖУЩЕЙ НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА И УДАРОПРОЧНАЯ ПЛАСТИНА РЕЖУЩАЯ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2284247C2 |
| Пресс-форма для горячего прессования порошков | 1988 |
|
SU1567324A1 |
| Способ изготовления керамического материала | 2002 |
|
RU2223929C1 |
Изобретение относится к пресс-формам для горячего прессования изделий из порошков. Целью изобретения является расширение технологических возможностей пресс-формы за счет увеличения рабочих температур, повышение экономичности работы пресс-формы и стойкости прессуемых изделий. В обойму 1 помещают порошковую матрицу 4, выполненную из брикетированной композиции на графитовой основе пористостью 10-30%, содержащей 5-35% гексагонального нитрида бора, засыпают порошок, индукционным нагревателем создают температуру до 2000°С и прессуют порошок пуансонами 6,8 и проставкой 7, создавая в матрице квазигидростатическое напряженное состояние. Повышая до 2000°С рабочие температуры, обеспечивается возможность регенерации композиции матрицы, в 10 раз повышается стойкость изделий. 1 ил., 2 табл.
| Кипарисов С.С., Либенсон Г.А | |||
| Порошковая металлургия | |||
| М.: Металлургия, 1972, с.342, рис.176,г | |||
| Бакуль В.И., Никитин Ю.И., Вер- ник Е.Б., Селех В.Ф | |||
| Основы проектирования и технолюгия изготовления абразивного и алмазного инструмента | |||
| M;s Машиностроение, 1975, с.270. |
