не A, имеющем привод в виде криво- шипно-гаптунного механизма 5. В механизме 10 резания обработка детали производится с двух сторон - сдвоенные фрезы снимают фаски, дисковая пила выбирает заплечик. Во время обработки заготовка прижата прижимом 13 с пружиной 14. Г-образ- иый толкатель поштучно вЕадает заготовки 9 из кассеты 8, и они при каждом рабочем ходе ползуна 4 сплошным ковром продвигаются через механизм iO резания. Далее заходят в транспортирующий лоток 15, откуда пластин :аная пружина 17 выдает по
одной заготовке в вертикальную часть лотка ;5. Здесь ловитель 7 останавливает падающую заготовку, сверлильная головка с прижимом зажимают ее и осуществляется сверление. Таким образом обрабатывается сторона заготовки, расположенная под углом 90 к обрабатываемой стороне в механизме 10 резания. 1 з.п.ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для накатывания знаков на цилиндрических изделиях | 1960 |
|
SU133785A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| Автоматическая линия для изготовления деревянных деталей криволинейной формы | 1974 |
|
SU510370A1 |
| Станок для фрезерования карманов во втулках | 1983 |
|
SU1151376A1 |
| Сверлильный станок | 1985 |
|
SU1355369A1 |
| Устройство для подачи заготовок к резьбонарезному инструменту | 1989 |
|
SU1761363A1 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1505748A1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
Изобретение относится к станкам для обработки деревянных заготовок мебели и может быть использовано в деревообработке. Цель изобретения - упрощение конструкции и расширение функциональных возможностей станка. Станок содержит станину 1 с загрузочной кассетой 8, механизм 10 резания, транспортирующий лоток 15 и механизм 18 сверления. Последний, также как и Г-образный толкатель 6 и ловитель 7, установлен на ползуне 4, имеющем привод в виде кривошипно-шатунного механизма 5. В механизме 10 резания обработка детали производится с двух сторон - сдвоенные фрезы снимают фаски, дисковая пила выбирает заплечик. Во время обработки заготовка прижата прижимом 13 с пружиной 14. Г-образный толкатель поштучно выдает заготовки 9 из кассеты 8, и они при каждом рабочем ходе ползуна 4 сплошным ковром продвигаются через механизм 10 резания. Далее заходят в транспортирующий лоток 15, откуда пластинчатая пружина 17 выдает по одной заготовке в вертикальную часть лотка 15. Здесь ловитель 7 останавливает падающую заготовку, сверлильная головка с прижимом зажимают ее и осуществляется сверление. Таким образом обрабатывается сторона заготовки, расположенная под углом 90° к обрабатываемой стороне в механизме 10 резания. 1 з.п.ф-лы, 4 ил.
Изобретение относится к станкам для обработки деревянных заготовок мебели, а именно ножек дивана-кровати, и может быть использовано в деревообрабатьшаюшей промьшшенности
Цель изобретения - расширение функциональных возможностей станка за счет обработки разных сторон заготовки, а также упрощение его конструкции.
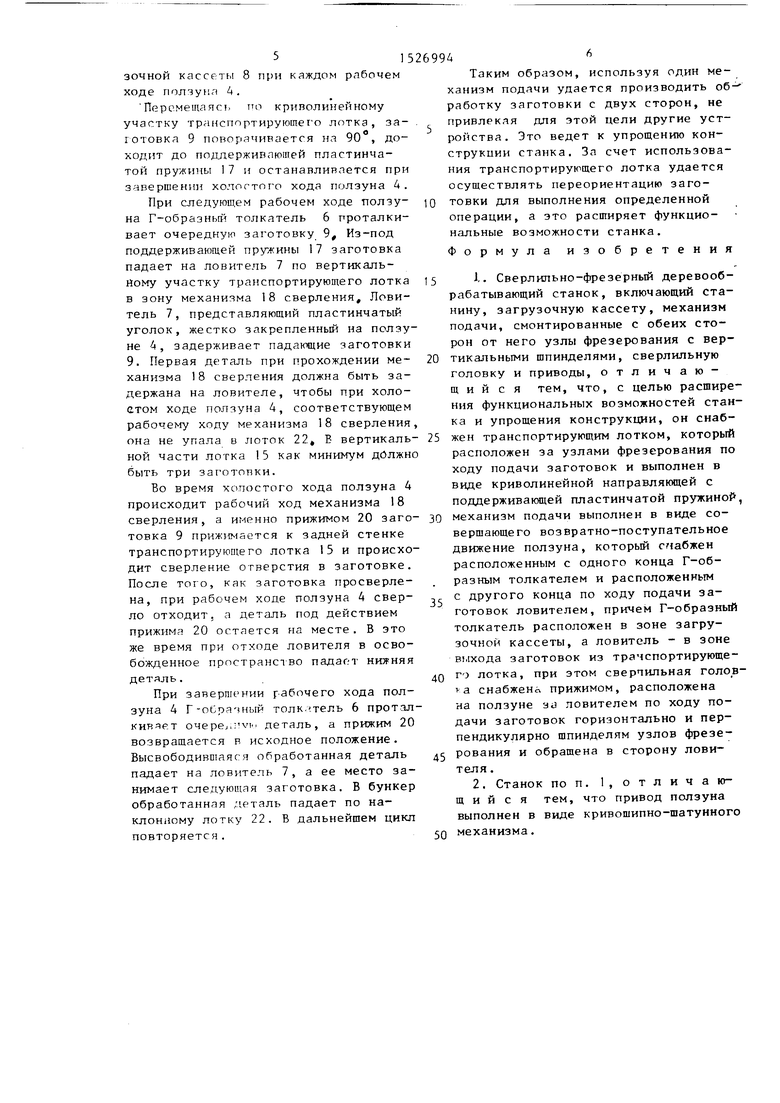
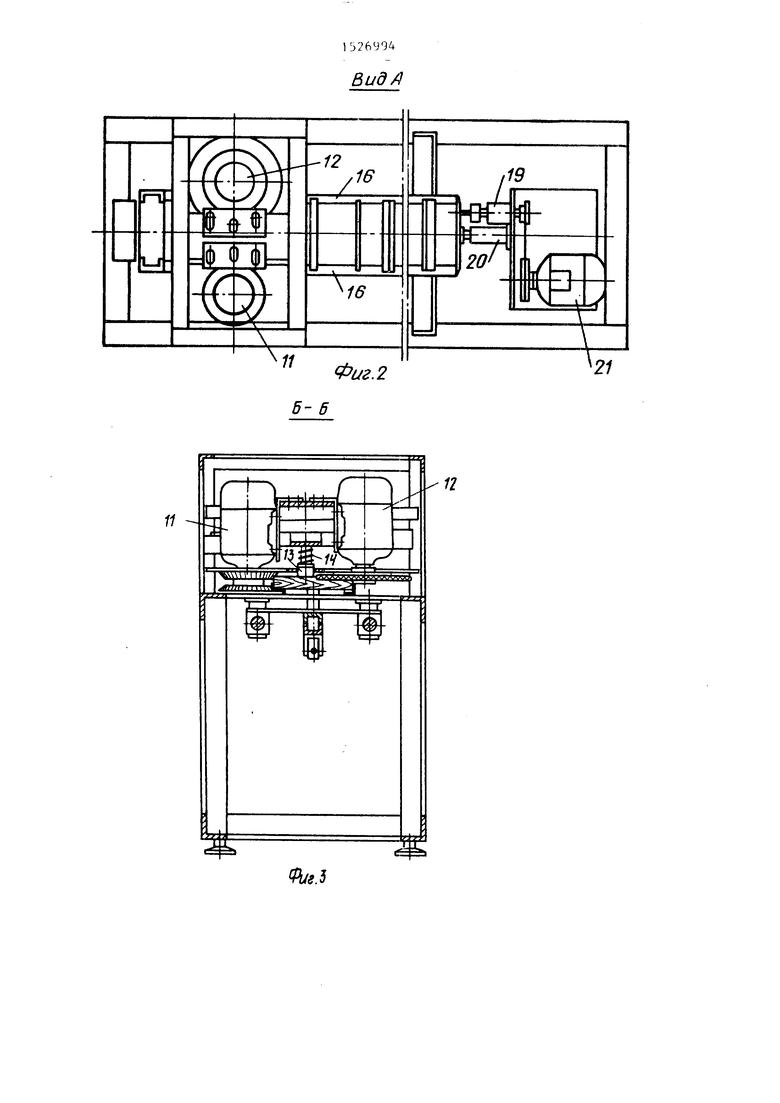
На фиг, 1 показан станок, общий вид-, на фиг. 2 - вид А на фиг. 1 ; на фиг. 3 - сечение Б-Б на фиг.1; на фиг. 4 - взаимное расположение ловителя, транспортирующего лотка и прижима сверлильной головки.
Сверлильно-фрезерный деревообрабатывающие станок содержит станину 1 , на которой установлены приводная станция, состоящая из электродвигателя и редуктора 2, соединенных между собой клиновым ремнем через предохранительную муфту 3, которая установлена на валу редуктора 2. Возвратно-поступательное движение ползуна 4 механизма подачи осществляется при помощи шатуна с кривошипом 5, последний соединен с выходным валом редуктора . На ползуне 4 по его концам жестко закреплены Г-образньгй толкатель 6 и ловитель 7. Вертикально уста- новлена в зоне Г-образного толкателя 6 загрузочная кассета 8, в которую укладываются торцованные заготовки 9.
Механизм 10 резания состоит из узлов фрезерования с вертикальными шпинделями. Узлы фрезерования представляют собой механизм снятия фасок 1 I в виде двух (сдвоенньгх) фрез и механизм выборки заплечика 12 в
виде дисковой пилы. Механизм резания содержит также прижим 13 и пружину 14. Перемещение деталей в станке
после узлов фрезерования осуществляется по транспортирующему лотку 15, которьй состоит из двух боковых криволинейных направляющих 16, на кото
рых закреплена поддерживающая плас55
тинчатая пружина 17, сл ясащая для накопления и ритмичной подачи деталей к механизму 18 сверления. В зоне выхода заготовок из транспортирующе30 го лотка 15 на ползуне расположен ловитель 7. Механизм 18 сверления состоит из горизонтальной сверлильной головки 19, прижима 20, электродвигателя 21, который при помоши
35 тшиноременной передачи соединен со шпинделем. Сверлильная головка расположена на ползуне за ловителем по ходу подачи заготовок, обращена в его сторону и перпендикулярна шпин40 делям узлов фрезерования.
Станок работает следующим образом. Торцованные в размер по длине заготовки 9 укладываются в загрузочную кассету В. Станок включается нажати- 45 ем на кнопку Пуск, Из загрузочной
кассеты 8 Г-образным толкателем 6 при помощи кривошипно-шатунного механизма 5 и ползуна 4 заготовка 9 протал- К -1вается в механизм резания, где она
eg обрабатьгоается с обеих сторон - с одной стороны выбирается заплечик, с
другой снимаются фаски. При этом заготовка прижимается прижимом 13, подпружиненным пружиной 14. Далее заготовка попадает в транспортирующий лоток 15, по которому, как и через механизм резания, она продвигается за счет цроталкнвания последующей заго- toвкoй, поступающей в станок из загрузочной кассеты 8 при каждом рабочем ходе полЗУЦП 4.
Перемещаясь по криволинейному участку транспортирующего лотка, за- готовка 9 поворачивается на 90°, доходит до поддерживающей пластинчатой пружины 17 и останавливается при завершении холостого хода ползуна 4.
При следующем рабочем ходе ползу- на Г-образный толкатель 6 проталкивает очередную заготовку 9, Из-под поддерживающей пружины 17 заготовка падает на ловитель 7 по вертикаль- Ному участку транспортирующего лотка в зону механизма 18 сверления. Ловитель 7, представляющий пластинчатый уголок, жестко закрепленный на ползуне А, задерживает падающие заготовки 9. Первая деталь при прохождении ме- ханизма 18 сверления должна быть задержана на ловителе, чтобы при холостом ходе ползуна 4, соответствующем рабочему ходу механизма 18 сверления она не упала в лоток 22, Е вертикаль ной части лотка 15 как минкмум должн быть три заготовки.
Во время холостого хода ползуна 4 происходит рабочий ход механизма 18 сверления, а именно прижимом 20 заго товка 9 приж1о-1ается к задней стенке транспортирующего лотка 15 и происходит сверление отверстия в заготовке. После того, как заготовка просверлена, при рабочем ходе ползуна 4 сверло отходит, а деталь под действием прижима 20 остается на месте. В это же время при отходе ловителя в освобожденное пространс1во падаот нижняя деталь.
При завершении рабочего хода ползуна 4 Г -оОра ный толк.чтель 6 проталкивает O4epej,; vin деталь, а прижим 20 возвращается в исходное положение. Высвободивтаяся обработанная деталь падает на ловитель 7, а ее место занимает следующая заготовка. В бункер обработанная деталь падает по наклонному лотку 22. В дальнейшем цикл повторяется.
Таким образом, используя один механизм подачи удается производить об работку заготовки с двух сторон, не привлекая для этой цели другие устройства. Это ведет к упрощению конструкции станка. За счет использования транспортирующего лотка удается осуществлять переориентацию заготовки для выполнения определенной операции, а это расширяет функциональные возможности станка. Формула изобретения
I. Сверлильно-фрезерный деревообрабатывающий станок, включающий станину, загрузочную кассету, механизм подачи, смонтированные с обеих сторон от него узлы фрезерования с вертикальными шпинделями, сверлильную головку и приводы, отличающийся тем, что, с целью расширения функциональных возможностей станка и упрощения конструкции, он снабжен транспортирующим лотком, который расположен за узлами фрезерования по ходу подачи заготовок и выполнен в виде криволинейной направляющей с поддерживающей пластинчатой пружиной, механизм подачи выполнен в виде совершающего возвратно-поступательное движение ползуна, который смабжен расположенным с одного конца Г-об- разным толкателем и расположенным с другого конца по ходу подачи заготовок ловителем, причем Г-образный толкатель расположен в зоне загрузочной кассеты, а ловитель - в зоне вмхода заготовок из транспортирующего лотка, при этом сверпнльная а снабжено прижимом, расположена на ползуне за ловителем по ходу подачи заготовок горизонтально и перпендикулярно шпинделям узлов фрезерования и обращена в сторону ловителя .
Фиг.2
11
Фuг.
| ЛАЗЕР-ТИРИСТОР | 2019 |
|
RU2726382C1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Маковский Н.В | |||
| и др | |||
| Теория и конструкция деревообрабатывающих машин | |||
| М | |||
| : Лесная промьшшенность, 1984, с | |||
| Инерционно-аккумуляторное приспособление для автоматического открывания и закрывания поршневого затвора | 1912 |
|
SU509A1 |
| to | |||
