Изобретение относится к стройиндуст- рии, в частности к конструкциям бетонных напорных труб с металлическим цилиндром и способу их производства.
Цель изобретения - увеличение несущей способности труб и снижения трудоемкости их изготовления.
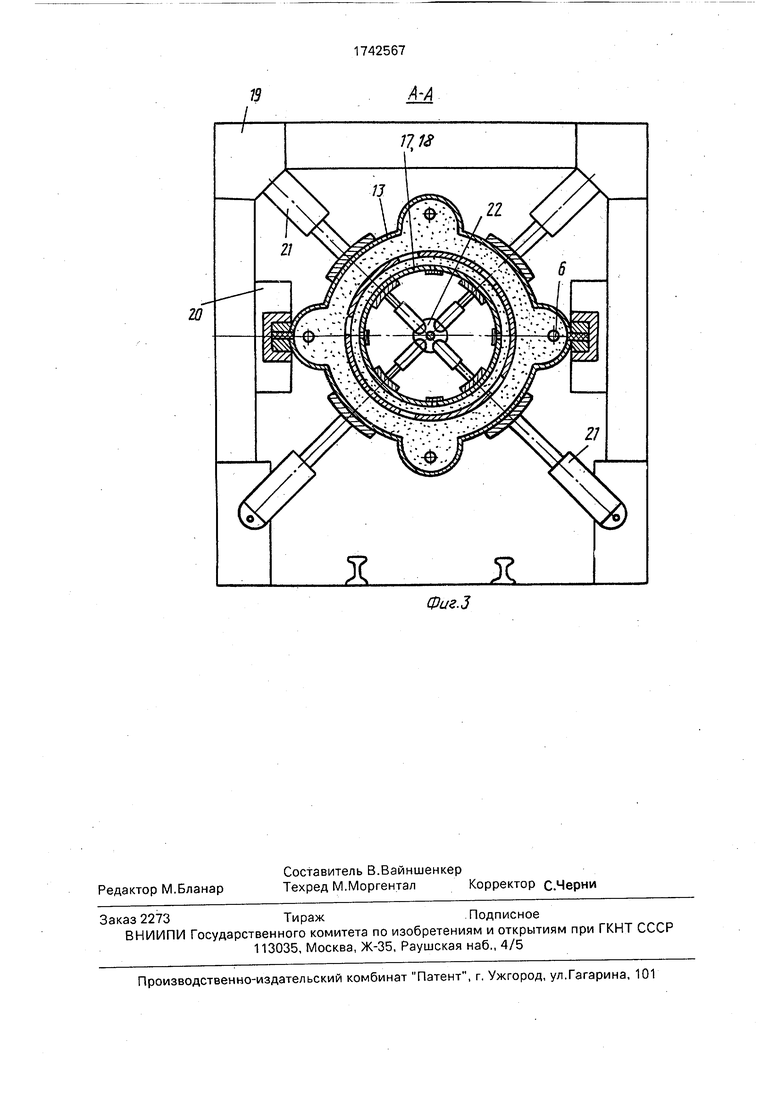
На фиг. 1 показана установка для изготовления труб, общий вид; на фиг. 2 - пост формования труб, на фиг. 3 - сечение А-А на фиг. 1.
Труба бетонная напорная с металлическим цилиндром состоит из стального цилиндра 1 с выполненной в нем перфорацией
2предварительно напряженных бандажей
3с навивкой на них проволочной арматурой, внутреннего защитного бетонного слоя 4 и внешнего защитного бетонного слоя 5. Во внешнем бетонном слое 5 параллельно оси трубы имеются продольные цилиндрические выступы с каналами 6, а на торцах трубы - канавки 7 для уплотнения.
Изготавливают трубу на установке, состоящей из бетононасоса 8 с бетоноводом 9, помещенном внутри пустотообразовате- ля 10, который закреплен консольно на опоре 11, тележки 12 для установки и крепления формы 13.
Я
ю ел о
VI
Перемещение тележки 12 осуществляет по колее путей 14 с помощью привода 15.
С противоположной опоре 11 стороны тележки 12 установлена опора 16 для инвентарного пустообразователя 17 с фиксатором 18. На колее путей 14 размещен обжимной стенд 19 с устройством 20 для фиксации формы 13 и гидравлическими цилиндрами 21. Инвентарный пустотообразо- ватель 17 выполнен разжимным, для чего использован механизм 22. Форма 13 состоит из двух частей и крышек 23 и 24 с выступами для формообразования на торцах труб канавок 7. В крышках 23 и 24 с выполнены отверстия для установки пустотообразова- телей 25. Для перемещения и установки формы используется манипулятор 26.
Изготавливают трубу следующим образом.
В стальном цилиндре 1 образуют перфорацию с диаметром отверстий равным 10-20 диаметрам крупного наполнителя, располагая их кольцевыми зонами подлине трубы. На специальном стенде (не показан) предварительно напрягают стальные бандажи 3, которые выполнены в виде колец шириной, равной кольцевой зоне перфорации стального цилиндра 1 и с внутренним диаметром крупного наполнителя. Перед напряжением стальных бандажей 3 на них навивают проволочную арматуру (не обозначена) и закрепляют ее, например, сваркой. На посту сборки форм (не показан) в разъемную форму 13 устанавливают стальной цилиндр 1 и бандажи 3, которые располагают и фиксируют в зонах выполнения перфорации концентрично стальному цилиндру.
Форму 13 закрывается крышками 23 и
24,через отверстия в которых (не обозначены) устанавливаются пустотообразователи
25.Собранная форма 13 манипулятором 26 устанавливается на тележку 12 и по колее путей 14 с помощью привода 15 подводится на пост формования, при этом пустотообра- зователь 10 с бетоноводом 9 вводится внутрь стального цилиндра так, чтобы раздаточные окна (не обозначены) располагались от крышки 24 на расстоянии, равном 1-2 диаметрам пустотообразователя 10. Затем в форму 13 со стороны крышки 24 вводится инвентарный пустотообразователь 17 до упора в торец пустотообразователя 10. Включается бетононасос 8 и бетонная смесь по бетоноводу 9 через раздаточные окна под давлением устремляется в рабочую полость формы и, заполнив некоторый объем между пустотообразователями 10 и 17 и стальным цилиндром 1, через перфорацию 2 заполняет объем формы 13 между
внутренней поверхностью последней и наружной поверхностью стального цилиндра. По мере укладки и уплотнения бетонной смеси тележки 12с формой 13 приводом 14
перемещается в сторону опоры 16, а инвентарный пустотообразователь 17 входит в отформованную полость трубы.
По окончанию формования трубы тележки 12 с формой 13 и инвентарным пусто0 тообразователем 17 выводится с поста формования, а форма 13 с изделием и инвентарным пустотообразователем 17 устанавливается на обжимном стенде 19 и фиксируется устройством 20. С помощью
5 гидроцилиндров 21 усилием 1,55 МПа воздействуют на форму 13 и, благодаря зазору в стыках ее половин, обжимают бетонную смесь в течение 5-10 мин, после чего при сжатых частях формы 13с помощью меха0 низма 22 разжимают инвентарный пустотообразователь 17, воздействуя при этом на внутненнюю полость отформованной трубы усилием 1,55 ПМа.
С разжатым инвентарным пустотообра5 зователем 17 форма с изделием направляется на термообработку, после которой производится распалубка.
Формула изобретения
1. Бетонная напорная труба с металли0 ческим цилиндром, содержащая наружный и внутренний защитные слои из предварительно напряженного бекона, расположенный между слоями металлический цилиндр с перфорированной поверхностью и пред5 варительно напряженную спиральную арматуру, отличающаяся тем, что, с целью увеличения несущей способности и снижения трудоемкости ее изготовления, труба снабжена предварительно напряженными
0 бандажами с навитой на них арматурой, перфорация цилиндра выполнена в виде кольцевых зон, расположенных с интервалом по его длине, при этом бандажи установлены концентрично над кольцевыми
5 зонами перфорации, ширина бандажа равна ширине кольцевой зоны, а внутренний диаметр бандажа превышает наружный диаметр цилиндра для прохождения любого наполнителя бетона.
0 2. Труба по п. 1,отличающаяся тем, что на ее наружной поверхности выполнены продольные цилиндрические выступы с каналами для стяжных элементов и торцевые канавки под уплотнения.
5 3. Способ изготовления бетонной напорной трубы с металлическим цилиндром, включающий укладку бетонной смеси в кольцевые концентрические пространства между последним, сердечником и наружной формой, уплотнение внутреннего и наружного слоев, тепловую обработку и последующую распалубку, отличающийся тем, что укладку бетонной смеси в пространство между наружной формой и цилиндром ведут путем подачи ее через кольцевые перфорированные зоны последнего из пространства между цилиндром и сердечником при давлении, превышающем 0,1 МПа, а уплотнение осуществляют обжатием наружной формы при давлении, превышающем 0,5 МПа, после чего при зафиксированной величине обжатия прикладывают противоположно направленные последнему силовые импульсы той же величины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления напорной трубы со стальным цилиндром | 1990 |
|
SU1728036A1 |
| Железобетонная напорная труба большого диаметра и способ ее изготовления | 1983 |
|
SU1135957A1 |
| ТРУБЧАТОЕ ИЗДЕЛИЕ ИЗ ПРЕССОВАННОГО ДИСПЕРСНО-АРМИРОВАННОГО БЕТОНА И ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072467C1 |
| Установка для изготовления напорных труб | 1972 |
|
SU442070A1 |
| Способ термообработки полых центрифугированных изделий в герметичных формах | 1987 |
|
SU1412976A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Способ изготовления гидропрессованных напорных труб | 1989 |
|
SU1675102A2 |
| ТРУБОБЕТОННАЯ СВАЯ С УСИЛЕННЫМ ОСНОВАНИЕМ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2011 |
|
RU2492294C1 |
| Способ изготовления напорных железобетонных трубчатых изделий | 1991 |
|
SU1815228A1 |
| Способ изготовления железобетонных напорных гидропрессованных труб | 1985 |
|
SU1293034A1 |

Сущность изобретения: между наружным и внутренним защитными слоями из предварительно напряженного бетона расположен металлический цилиндр с перфорированной поверхностью. Труба снабжена предварительно напряженными бандажами с навитой на них арматурой. Перфорация цилиндра в виде кольцевых зон, расположенных с интервалом по его длине. Бандажи установлены концентрично над кольцевыми зонами. Ширина бандажа равна ширине зоны. Внутренний диаметр бандажа превышает наружный диаметр цилиндра для прохождения любого наполнителя бетона. Для изготовления трубы укладывают бетонную смесь в кольцевые концентрические пространства между последним сердечником и наружной формой. Уплотняют внутренний и наружный слои, проводят тепловую обработку и последующую опалубку. Бетонную смесь укладывают, подавая ее через зоны последнего пространства между цилиндром и сердечником при давлении, превышающем 0,1 МПа, Уплотнение осуществляют обжатием наружной формы при давлении, превышающем 0,5 МПа. После этого при зафиксированной величине обжатия прикладывают противоположно направленные силовые импульсы той же величины. 2 с, и 1 з.п. ф-лы, 3 ил. Ё
15
Щ ц
20
Фиг.З
| Железобетонная напорная труба со стальным цилиндром | 1986 |
|
SU1492151A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Железобетонная напорная труба | 1985 |
|
SU1305489A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Способ изготовления гидропрессованных напорных труб | 1985 |
|
SU1308500A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
