1
: Изобретение относится к термообработке длинномерных изделий, преимущественно проволоки.
Цель изобретения - повьшение качества термообработки и расширение технологических возможностей путем регулирования интенсивности охлаждения по длине ванны.
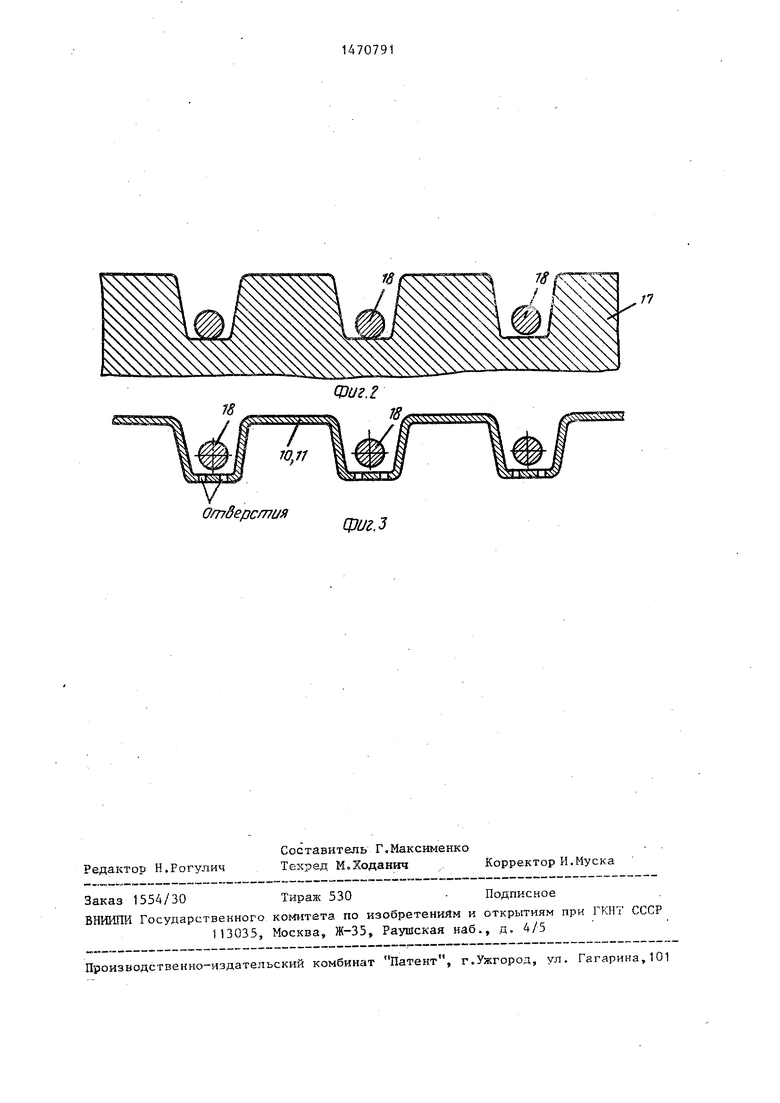
На фиг. 1 приведено предлагаемое устройство, продольный разрез , на фиг. 2 - передняя стенка ванны, поперечный разрез; на фиг. 3 - перфорированная пластина, поперечный разред.
Устройство содержит наружную проходную 1, дополнительную 2 ванны и устройства 3 для утилизации пара. Внутри наружной проходной ванны расположен коллектор 4 с форсунками 5 для подпитки объема ванны холодной
водой, лопастной перемешиватель 6 и нагревательные элементы 7.Дополнительная ванна содержит нагревательные элементы 8, опорный ролик 9, секционированную по длине перфорированную пластину с желобами 10 и 11, причем секция 11 может поворачиваться на 90°, Устройство снабжено датчиками 12 для регистрации температуры воды по
длине.
Над ванной установлены зонт 13, бак-конденсатор 14, форсунка 15 для распыпивания холодной воды, патрубок 16. Передняя стенка ванны 17 выполнена с выемками-,- которые совпадают с келобами 10 и 11 пластины.
Устройство работает следующим об разом.
iJ
О
На начальном этапе работы ванны проволока 18 заправляется во все пазы водо слива и желоба 10 и 11 профилированной пластины. Далее проволока пропускается под ролик 9 и концы ее выводятся на сматывающее устройство.
Чтобы обеспечить однородную сор- битную структуру, например, на углеродистых марках стали У7, У12 и т.д., tO Необходимо в устройстве по его длине установить следующую температуру воды по участкам (фиг. 1): аб - Своды 90-98 ; бв - tв,„ -95-100 С; Ьг - .j,, 98-1рО°С; и стабильно 15 поддерживать такое соотношение на протяжении всего процесса обработки. При обработке других марок стали или Других требуемых структурах распределение температуры будет другим. Для 20 обеспечения режима охлаждения (закалки) нержавеющих марок стали достаточно установить на всем участке аг - ЧсАы 25-304.
Для обеспечения тонкого регулиро- 4- вания температуры,в том числе по длине верхней части ванны, естественного саморегулирования конвекции становится недостаточно и оказывается целесообразным применить перфорирован- ilftie перегородки, отделяющие верхний слой воды от основного объема ванны. ;0дна или несколько перегородок выполняются поворотными. Это связано с тем, что верхний поверхностный слой 35 жидкости, непосредственно участвующий в процессе охлаждения проволоки, составляет малую часть общего объема ванны. Для нагрева этого слоя воды до требуемой температуры нет необхо- 40 димости нагревать до этой же температуры весь объем ванны, что привело к увеличению расхода энергии и тепловых потерь. Перепад температуры по высоте слоя жидкости в ванне может д5 сохраняться благодаря разности плотностей горячих верхних и холодных нижних слоев, что уменьшает конвекцию. Отверстия в перегородках обеспе30
тупления пара через отверстия путем перекрытия части отверстий, в частн ти, за счет дополнительного применения подвижных дроссельных пластин которые могут перемещаться относительно перфорированных пластин-пере городок .
При повороте перфорированной пер городки и установке ее в вертикальн положение объем ванны делится на дв части, условия циркуляции жидкости в которых существенно различаются. В объеме, ограниченном сверху горизонтально расположенных-ш перегородками, создаются условия для повышения температуры жидкости за счет ра боты установленных здесь нагревателей. При этом повысится и температу воды над перегородкой. В объеме, ок завшемся открытым сверху после пово рота перегородки, улучшается возмож ность перемещивания горячих верхних и холодных нижних слоев, особенно при включении в работу перемешива- теля, установленного у передней сте ки ванны. При этом температура верх него слоя воды в этой части ванны может быть существенно понижена, а скорость течения воды увеличена, чт обеспечит высокую, скорость охлаждения проволоки.
Таким образом, предлагаемая конструкция позволяет обеспечивать существенно отличающиеся скорости ох- лаХцения проволоки по длине ванны, причем величина температуры воды и скорости охлаждения проволоки по дл не может регулироваться.
При высокой температуре верхнего слоя воды в ванне с ее поверхности будет испаряться большое количество воды, что ухудшит условия труда в .цехе и увеличит затраты воды и энер гии. Улучшение показателей работы обеспечивается путем отбора вьщеляю щегося пара с помощью расположенног над ванной зонта, и отвода его в ка
чивают поступление в верхний слой меру конденсатора, где пар конден- .--i.„„ „„«„„„,«« г-млиртгя чя .счет попачи распыленно
ны пара и горячей воды от расположенных под перегородками нагревателей. Перфорированные перегородки позволяют перераспределять поступление пара и
сируется за счет подачи распыленной воды. Горячий конденсат возвращает в ванну. С целью облегчения удалени накапливающейся окалины основная
горячей воды по длине и ширине устрой- з ванна -выполнена с наклонной задней r.ouTi-nu я TiHVTneKHSH емкость имев
ства, обеспечивая требуемое распределение температуры по длине при не- |5ольщом количестве нагревателей. Воз- Ыюжно регулирование распределения посстенкой, а внутренняя емкость имее ковшеообразную форму. Окалину при этом легко удалить с помощью механ ческого или ручного скребка.
0
- 5 0 5
0
тупления пара через отверстия путем перекрытия части отверстий, в частности, за счет дополнительного применения подвижных дроссельных пластин, которые могут перемещаться относительно перфорированных пластин-перегородок .
При повороте перфорированной перегородки и установке ее в вертикальное положение объем ванны делится на две части, условия циркуляции жидкости в которых существенно различаются. В объеме, ограниченном сверху горизонтально расположенных-ш перегородками, создаются условия для повышения температуры жидкости за счет работы установленных здесь нагревателей. При этом повысится и температура воды над перегородкой. В объеме, оказавшемся открытым сверху после поворота перегородки, улучшается возможность перемещивания горячих верхних и холодных нижних слоев, особенно при включении в работу перемешива- теля, установленного у передней стенки ванны. При этом температура верхнего слоя воды в этой части ванны может быть существенно понижена, а скорость течения воды увеличена, что обеспечит высокую, скорость охлаждения проволоки.
Таким образом, предлагаемая конструкция позволяет обеспечивать существенно отличающиеся скорости ох- лаХцения проволоки по длине ванны, причем величина температуры воды и скорости охлаждения проволоки по длине может регулироваться.
При высокой температуре верхнего слоя воды в ванне с ее поверхности будет испаряться большое количество воды, что ухудшит условия труда в .цехе и увеличит затраты воды и энергии. Улучшение показателей работы обеспечивается путем отбора вьщеляю- щегося пара с помощью расположенного над ванной зонта, и отвода его в камеру конденсатора, где пар конден- г-млиртгя чя .счет попачи распыленно
сируется за счет подачи распыленной воды. Горячий конденсат возвращается в ванну. С целью облегчения удаления накапливающейся окалины основная
ванна -выполнена с наклонной задней r.ouTi-nu я TiHVTneKHSH емкость имев
стенкой, а внутренняя емкость имеет ковшеообразную форму. Окалину при этом легко удалить с помощью механического или ручного скребка.
Формула изобретения
Устройство для термообработки проволоки, содержащее проходную ван- ну с выемками в верхней части торцо- вой стенки со стороны разгрузки и коллектор подачи охладителя, о т л и- чающееся тем, что, с целью .повышения качества термообработки и расширения технологических возможностей путем регулирования интенсивности охлаждения по длине ванны, снабжено установленной в проходной
ванне дополнительной ванной, размещенными в ней нагревателями с перемеши- вателем и примыкающей к стенке дополнительной ванны перфорированной пластиной с желобами на верхней поверхности, пластина выполнена секционированной по длине, ее крайняя секция установлена с возможностью поворота в вертикальной плоскости, а перемеши- ватель размещен у стенки ванны, при этом желоба в пластине совпадают с выемками в стенке ванны по направлению.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2102502C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1993 |
|
RU2118583C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ И ОХЛАЖДЕНИЯ ПРОВОЛОКИ | 1966 |
|
SU178846A1 |
| СПОСОБ ДЛЯ ОБРАБОТКИ СТАЛЕПЛАВИЛЬНОГО ШЛАКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2739403C2 |
| Установка для очистки прокатной окалины растворителем | 1977 |
|
SU786920A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ТЕПЛОВОЙ ОБРАБОТКИ СЫПУЧИХ МАТЕРИАЛОВ | 2004 |
|
RU2264589C1 |
| Устройство для термообработки изделий | 1981 |
|
SU985077A1 |
| ГАЗОВЫЙ ПРОТОЧНЫЙ БЫТОВОЙ ВОДОНАГРЕВАТЕЛЬ | 1993 |
|
RU2042887C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЛЮЛОЗНЫХ ФИЛАМЕНТНЫХ НИТЕЙ, ПРЯДИЛЬНАЯ ШАХТА И ЦЕЛЛЮЛОЗНЫЕ ФИЛАМЕНТНЫЕ НИТИ | 1994 |
|
RU2129622C1 |
| УНИВЕРСАЛЬНЫЙ СПОСОБ ПЕРЕРАБОТКИ МАТЕРИАЛОВ В СЕКЦИОННОМ АППАРАТЕ БАРАБАННОГО ТИПА С ПРОХОДНЫМИ ОТВЕРСТИЯМИ В ПЕРЕГОРОДКАХ МЕЖДУ СЕКЦИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2364451C1 |

Изобретение относится к термообработке длинномерных изделий, преимущественно проволоки. Целью предлагаемого изобретения является повышение качества термообработки и расширение технологических возможностей путем регулирования интенсивности охлаждения по длине ванны. Устройство выполнено в виде двух ванн, располагаемых одна в другой. К внутренней ванне примыкает профилированная перфорированная пластина с желобами, состоящая из секций, крайняя из которых установлена с возможностью поворота, внутри дополнительной ванны и под пластиной расположены нагревательные элементы, а у передней стенки ванны установлен перемешиватель, у задней - коллектор подачи воды. Передняя стенка наружной ванны выполнена с выемками, совпадающими с желобами пластины. 3 ил.
./
ОтЗерсшия
фиг.з
| Дитль В | |||
| Регулируемое охлаждение катанки на скоростных проволочных станах | |||
| - Черные металлы, 1979, № 21, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Установка для охлаждения проволоки | 1984 |
|
SU1206322A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
