Изобретение относится к мостостроению и может быть использовано в конструкциях монтажных стыков элементов пролетных строений мостов, а также при замене ослабевших заклепок в заклепочных соединениях мостов.
Целью изобретения является снижение трудоемкости операций по запрессовке при использовании прессового соединения в монтажных стыках.
На фиг.1 изображена схема прессо-т вого соединения при стыковании двух крайних листовых деталей, типа пластин, расположенных внахлест; на фиг. 2 - сечение А-А на фигМ; на . . фиг.3- схема соединения уголков, стыкуемые полки которых, расположенные внахлест, являются крайними листовыми деталями; на фиг.4 - сечение Б-Б на фиг.З; на фиг.5 - сечение В-В на фиг.З; на фиг.6 - схема соединени уголков, стыкуемые полки которых являются промежуточными листовьми деталями; на фиг.7 - сечение Г-Г на фиг.6; на фиг.8 - монтажньй стык двутавровых балок, перекрывающие накладки полок в котором являются крайними листовыми деталями для заклинивания; на фиг.9 - сечение Д-Д на фиг.З; на фиг.10 - сечение Е-Е на фиг.8; на фиг.11 - мощный монтажный стык двутавровьк балок с перекрытием каждой полки посредством промежуточных и наружных (заклинивающих) на- кладок, являющихся соотвественно промежуточными и крайними листовыми деталями; на фиг.12 - сечение Ж-Ж на фиг.11; на фиг.13 - схема расположения отверстий при наличии в соеди- няемом листовом пакете только крайних листовьк деталей; на фиг.14 - то же, в процессе установки соедини- тельного элемента; на фиг.15 - то же после запрессовки соединительного элемента в отверстия в крайних (зак- линивающих) листовых деталях; на фиг. 16 - схема расположения отверстий в многолистовом пакете; на фиг.17- соединение многолистового пакета с помощью соединительного элемента, переходные участки которого вьшолнены цилиндрическими дли-г ной, равной суммарной толщине t промежуточных листовых деталей; на фиг.18- участки соединительного эпем&нта. двух листовьк пакетов, об-, щий вид; на фиг.19 - вид по И-И на фиг.18; на фиг.20 - участки соединительного элемента для многолистовых пакетов, общий вид; на фиг.21 - схема соединения многолистового пакета при суммарной толщине t„ одной или более промехсуточньк листовых деталей, не превышающей толщину t, или tn одной из крайних листовых деталей в пакете; на фиг.22 - соединительный элемент для соединения многолистового пакета, общий вид.
Стыковое прессовое соединение включает по крайней мере пару скрепляемых листовьк деталей 1 и 2 с соос ными цилиндрическими отверстиями 3 и 4 (фиг.1-5, 13-15), имеющими больший диаметр d в первой и меньший диаметр d , в последней 2 со стороны запрессовки крайних листовьпс деталей и соединительные элементы 5, кгшдый из которых запрессован в соответствующие соосные отверстия 3 и 4 (фиг.14 и 15) и имеет больший диаметр D на заднем 6 и меньший диаметр D на переднем 7 в направлении запрессовки (показ ано стрелкой с усилием Р) концевых участках, сопряженных между собой переходным участком.
Концевые участки 6 и 7 соединительного элемента 5 выполнены в виде подобных усеченных конусов, сужающихся в направлении запрессовки, имеющих дпину не менее толщины t и t соответствующей крайней в пакете листовой детали 1 и 2 и угол Q наклона образующей к продольной оси соединительного элемента 5, величина которого соответствует его материалу и материалу крайних листовых деталей 1 и 2. Так, при выполнении соединительного элемента и крайних листовых деталей из сплава железа угол наклона образующих концевых подобных конических участков 6 и 7 соединительных элементов 5 к их продольной оси составляет ср 0,4-0,7 , где меньшее значение угла соответствует высокопрочной стали типа 40Х, а большее значение угла отвечает малоуглеродистой стали типа СтЗ. При этом разница в диаметрах отверстий 3 и 4 составляет d - d , 3 мм.
Диаметры D и D меньших оснований усеченных конусов 6 и 7 соединительного элемента 5 меньше диаметра d;j и d, от&ерстий 3 и 4 для запрессовки каждого конуса в соответствующей крайней листовой детали 1 или 2 (фиг.15).
31470837
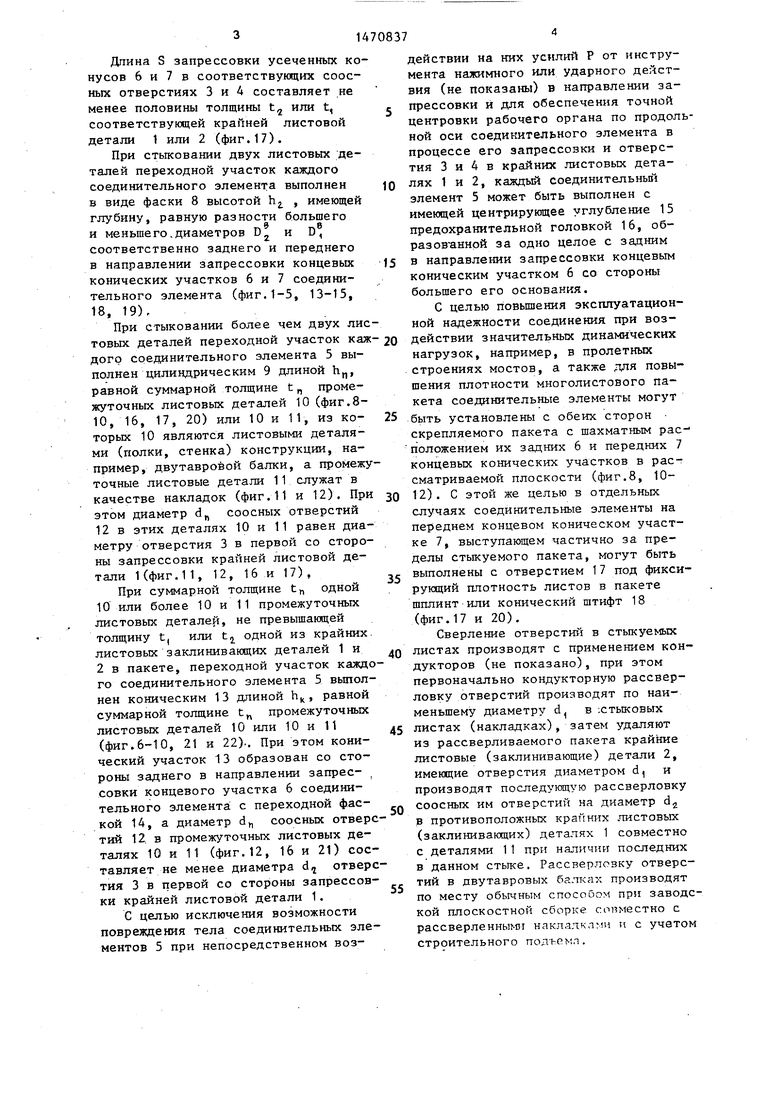
Длина S запрессовки усеченных конусов 6 и 7 в соответствующих соос- ных отверстиях 3 и 4 составляет не менее половины толщины t или t, 5 соответствующей крайней листовой детали 1 или 2 (фиг.17).
При стьпсовании двух листовых деталей переходной участок каждого соединительного элемента выполнен ю в виде фаски 8 высотой hj , имеющей глубину, равную разности большего и меньшего,диаметров D и D, соответственно заднего и переднего в направлении запрессовки концевых 15 конических участков 6 и 7 соединительного элемента (фиг.1-5, 13-15,
18, 19),
При стыковании более чем двух лисдействии на них усилий Р от инструмента нажимного или ударного действия (не показаны) в направлении запрессовки и для обеспечения точной центровки рабочего органа по продол ной оси соединительного элемента в процессе его запрессовки и отверстия 3 и 4 в крайних листовых деталях 1 и 2, каждый соединительный элемент 5 может быть выполнен с имеющей центрирующее углубление 15 предохранительной головкой 16, образованной за одно целое с задним в направлении запрессовки концевым коническим участком б со стороны большего его основания.
С целью повьппения эксплуатацион ной надежности соединения при возiLiffl ч 1 rf.i- -. -.,-, - -- -, .
товых деталей переходной участок каж- 20 действии значительных динамических
25
30
догр соединительного элемента 5 выполнен цилиндрическим 9 длиной Ь„, равной суммарной толщине t промежуточных листовых деталей 10 (фиг.8- 10, 16, 17, 20) или 10 и 11, из которых 10 являются листовыми деталями (полки, стенка) конструкции, например, двутавровой балки, а промежуточные листовые детали 11 служат в качестве накладок (фиг.11 и 12). При этом диаметр d соосных отверстий 12 в этих деталях 10 и 11 равен диаметру отверстия 3 в первой со стороны запрессовки крайней листовой детали Кфиг.П, 12, 16 и 17),
При суммарной толщине t, одной Ю или более 10 и 11 промежуточных листовых деталей, не превышающей толщину t, или t одной из крайних, листовых заклинивающих деталей 1 и 2 в пакете, переходной участок каждого соединительного элемента 5 выполнен коническим 13 длиной h, равной суммарной толщине t промежуточньк листовых деталей 10 или 10 и 11 (фиг.6-10, 21 и 22).. При этом конический участок 13 образован со стороны заднего в направлении запрес- , совки концевого участка 6 соединительного элемента: с переходной фас- кой 14, а диаметр d соосных отверстий 12, в промежуточных листовых деталях 10 и 11 (фиг.12, 16 и 21) составляет не менее диаметра d, отверстия 3 в первой со стороны запрессов- ки крайней листовой детали 1.
С целью исключения возможности повреждения тела соединительных элементов 5 при непосредственном вознагрузок, например, в пролетных строениях мостов, а также для повы шения плотности многолистового пакета соединительные элементы могут быть установлены с обеих сторон скрепляемого пакета с шахматным рас положением их задних 6 и передних концевых конических участков в рас сматриваемой плоскости (фиг.8, 10- 12). С этой же целью в отдельных случаях соединительные элементы на переднем концевом коническом участ ке 7, выступающем частично за пределы стыкуемого пакета, могут быть выполнены с отверстием 17 под фикс рующий плотность листов в пакете шплинт или конический штифт 18 (фиг.17 и 20).
Сверление отверстий в стыкуемых листах производят с применением ко дукторов (не показано), при этом первоначально кондукторную рассвер ловку отверстий производят по наименьшему диаметру d, в ;стыковых 45 листах (накладках), затем удаляют из рассверливаемого пакета крайние листовые (заклинивающие) детали 2,
35
40
имеющие отверстия диаметром d, и производят последующую рассверловк соосных им отверстий на диаметр d В противоположных крайних листовых (заклинивающих) деталях 1 совместн с деталями 11 при наличии последни в данном стыке. Рассверловку отвер тий в двутавровых балках производя по месту обычным способом при заво кой плоскостной сборке совместно с рассверленным наклалклми и с учет строительного подъемл.
действии на них усилий Р от инструмента нажимного или ударного действия (не показаны) в направлении запрессовки и для обеспечения точной центровки рабочего органа по продолной оси соединительного элемента в процессе его запрессовки и отверстия 3 и 4 в крайних листовых деталях 1 и 2, каждый соединительный элемент 5 может быть выполнен с имеющей центрирующее углубление 15 предохранительной головкой 16, образованной за одно целое с задним в направлении запрессовки концевым коническим участком б со стороны большего его основания.
С целью повьппения эксплуатационной надежности соединения при воз- -, .
0 действии значительных динамических
5
0
нагрузок, например, в пролетных строениях мостов, а также для повышения плотности многолистового пакета соединительные элементы могут быть установлены с обеих сторон скрепляемого пакета с шахматным расположением их задних 6 и передних 7 концевых конических участков в рассматриваемой плоскости (фиг.8, 10- 12). С этой же целью в отдельных случаях соединительные элементы на переднем концевом коническом участке 7, выступающем частично за пределы стыкуемого пакета, могут быть выполнены с отверстием 17 под фиксирующий плотность листов в пакете шплинт или конический штифт 18 (фиг.17 и 20).
Сверление отверстий в стыкуемых листах производят с применением кондукторов (не показано), при этом первоначально кондукторную рассверловку отверстий производят по наименьшему диаметру d, в ;стыковых 5 листах (накладках), затем удаляют из рассверливаемого пакета крайние листовые (заклинивающие) детали 2,
5
0
имеющие отверстия диаметром d, и производят последующую рассверловку соосных им отверстий на диаметр d В противоположных крайних листовых (заклинивающих) деталях 1 совместно с деталями 11 при наличии последних в данном стыке. Рассверловку отверстий в двутавровых балках производят по месту обычным способом при заводской плоскостной сборке совместно с рассверленным наклалклми и с учетом строительного подъемл.
Имея в виду, что в стыках металлических пролетных строениях на высокопрочных болтах используется, как правило, разница диаметров отверстий и болтов 1-3 мм, при применении описанной конструкции стыка стальных главных балок пролетных строений следует предусмотреть дополнительный строительный подъем на выборку зазо- ра между соединительным элементом и стенками отверстия в промежуточной листовой детали (в виде поясного листа или стенки). При передаче усилия через стык происходит некоторое опускание смонтированной главной балки за счет выборки указанных зазоров в стыках с последующим закусыванием тела соединительного элемента промежуточными листовыми деталями 10 и включением всех соединительных элементов в работу на срез. При этом конические концевые участки б и 7 соединительных элементов заклинены вследствие упругопластической запрессовки в отверстиях 3 и 4 крайних листовых деталей 1 и 2.
При сборке стыка с применением описанного прессового соединения стягивание стыкуемых листовых деталей в плотный пакет производят перед установкой соединительных элементов с применением струбцин (не показаны) или поочередно уда.чяемых болтов (не показаны), а установку соединитель- ных элементов целесообразно произ водить с применением инструмента нажимного или ударного действия (не показан) поочередно со стороны одной и другой крайней листовой детали в соответствии с фиг.8, 10-12.
Обеспечение возможности использования описанного прессового соединения на монтаже, например, стальны пролетных строений мостов ( за счет исключения специального прессового оборудования, имекщегося только в заводских условиях) позволит замени ими соединения на фрикционных высокпрочных болтах, обладающих большей массой комплекса, чем соединительны элемент в предложенном соединении (ввиду отсутствия.,.головки, гайки и шайб). Кроме того, исключается специальная подготовка и обработка по- верхности стыкуемых деталей, повышается -пехнологичность изготовления и темп монтажа. Безрезьбовые стальн соединительные элементы могут быть
15
20
25
gю 3035 40
45 ть оggй gsые
легко изготовлены методом горячей штамповки.
При использовании описанного соединения для стыковки листовых пакетов, выполненных из дерева, древес- нослоистых или древесностружечных материалов, следует использовать соединительные элементы из стеклопластика, что за счет исключения в них специальной, резьбы позволит упростить стыковку листовых элементов и повысить одновременно эксплуатационную надежность работы.
При использовании материалов, об-- ладающих высокой твердостью, в ряде случаев целесообразно осуществлять предварительный нагрев или охлаждение соединительных элементов до расчетной положительной или отрицательной температуры с целью облегчения установки соединительных элементов в отверстия крайних листовых элементов.
Формула изобретения
1. Стыковое прессовое соединение; преимущественно для пролетных строений мостов, включающее по крайней мере пару скрепляемых листовых деталей с соосными цилиндрическими отверстиями, имеющими больший диаметр в первой и меньший диаметр в последней со стороны запрессовки крайних .листовых деталях, и соединительные элементы, каждый из которых запрессован в соответствующие соосные отверстия и имеет больший диаметр на заднем и меньший диаметр на переднем в направлении запрессовки концевых участках, сопряженных между собой переходным участком, отличающееся тем, что,, с целью снижения трудоем-- кости операций по запрессовке при использовании прессового соединения в монтажных стыках, концевые участки каждого соединительного элемента выполнены в виде подобньк усеченных конусов, имеющих дпииу не менее тол- щины соответствующей крайней в пакете листовой детали, при этом диаметры меньших оснований усеченных конусов соединительного элемента меньше диаметра отверстий в соответствукщей крайней листовой детали.
2. Соединение по п.1, о т л и - чающееся тем, что при стьпсо- вании двух листовых деталей переходный участок каждого соединительного элемента выполнен в виде фаски глубиной, равной разности большего и меньшего диаметров соответственно заднего и переднего в направлении запрессовки концевых конических участков соединительного элемента. 3. Соединение по п.1, от л и-г чающееся тем, что при стыковании более чем двух листовых деталей переходной участок каяадого соединительного элемента выполнен цилиндрическим длиной, равной суммарной толщине промежуточных листовых деталей, причем диаметр соосных отверстий в этих деталях равен диаметру отверстия в первой со стороны запрессовки крайней листовой детали
4. Соединение по п.1, отличающееся тем, что при суммарной толщине одной или более промежуточных листовых деталей, не превышающей толщину одной из крайних листовых деталей, переходньс участок каждого соединительного элемента выполнен коническим длиной, равной суммарной толщине промежуточных листовых деталей, и имеет со стороны заднего в направлении запрессовки концевого участка соединительного элемента переходную фаску, причем- диаметр соосных отверстий в промежуточных листовых деталях составляет не менее диаметра отверстия в первой со стороны запрессовки крайней листовой детали.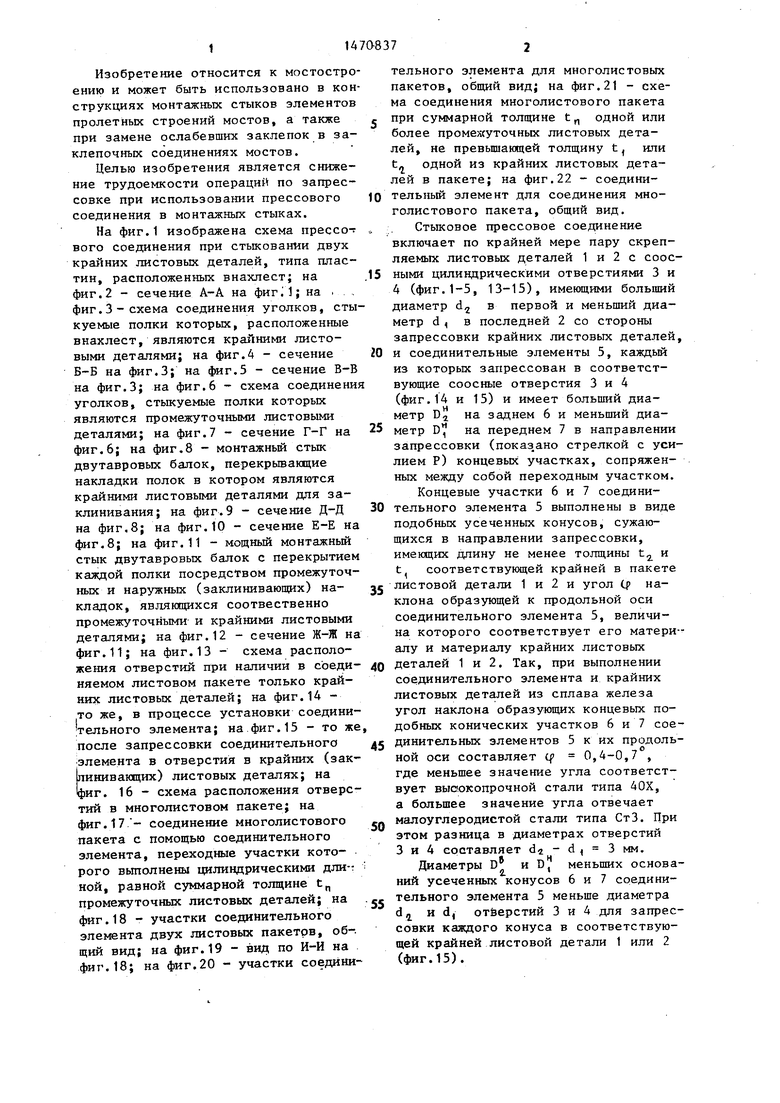
| название | год | авторы | номер документа |
|---|---|---|---|
| Стыковое соединение установленных с развалом блоков сборной имеющей строительный подъем главной балки металлического пролетного строения моста | 1988 |
|
SU1576619A1 |
| СБОРНО-МОНОЛИТНЫЙ ЖЕЛЕЗОБЕТОННЫЙ БЕЗРИГЕЛЬНЫЙ КАРКАС (ВАРИАНТЫ) | 2015 |
|
RU2588229C1 |
| СПОСОБ ЗАМЫКАНИЯ ПРОЛЕТНОГО СТРОЕНИЯ И ВЫРАВНИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2012 |
|
RU2498005C1 |
| Стыковое соединение с поперечным обжатием железобетонных элементов железобетонного или сталежелезобетонного пролетного строения моста | 1986 |
|
SU1366576A1 |
| Устройство для запрессовки | 1988 |
|
SU1556862A1 |
| КОМПОЗИТНЫЙ НЕСУЩИЙ БЛОК И МОНТАЖНОЕ СОЕДИНЕНИЕ НЕСУЩИХ БЛОКОВ СБОРНОЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ | 2012 |
|
RU2519021C2 |
| Стыковое соединение тонкостенных конструкций из несваривающихся материалов | 1977 |
|
SU709771A1 |
| БЛОК ИНДУКЦИОННЫХ КАТУШЕК | 2006 |
|
RU2372753C2 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ОХВАТЫВАЮЩЕЙ И ОХВАТЫВАЕМОЙ ДЕТАЛЕЙ | 1993 |
|
RU2053091C1 |
| Неразрезной балочный мост | 1983 |
|
SU1090783A1 |




Изобретение относится к области мостостроения и может быть использовано в конструкциях монтажных стыков элементов пролетного строения моста, а также при замене ослабевших заклепок в заклепочных соединениях мостов. Целью изобретения является снижение трудоемкости операций по запрессовке при использовании прессового соединения в монтажных стыках. Стыковое прессовое соединение включает по крайней мере пару скрепляемых листовых деталей 1, 2 с соосными цилиндрическими отверстиями 3, 4, имеющими больший диаметр в первой 1 и меньший диаметр в последней 2 со стороны запрессовки крайних листовых деталях, и соединительные элементы 5, каждый из которых запрессован в соответствующие соосные отверстия 3, 4 и имеет больший диаметр на заднем и меньший диаметр на переднем в направлении запрессовки концевых участках, сопряженных между собой переходным участком. Концевые участки соединительного элемента 5 выполнены в виде подобных усеченных конусов, сужающихся в направлении запрессовки, имеющих длину не менее толщины соответствующей крайней в пакете листовой детали 1, 2 и угол "J" наклона образующей к продольной оси соединительного элемента 5, величина которого соответствует материалу соединительного элемента и крайних листовых деталей 1, 2. 3 з.п. ф-лы, 22 ил.
±
/2
Фи,г.5
г
Фиг.В
1
ФИ2.1
Ч..С1.Н/ 111 ,... 1/1
Д:
te.9
te.
i(l}f-.}
78
Фиг. 77
фиг. 19
Фиг.гг
| Орлов П.И | |||
| Основы конструирования | |||
| - Справочно-методическое пособие, кн | |||
| I, - М.: Машиностроение, 1977, с.485-491, рис.341 б, в, ж | |||
| ч, |
