(21)4279617/29-33
(22)08.07.87
(46) 07.04.89. Бюл. № 13
(71)Белорусский научно-исследовательский ипроектно-технологический институт организации и управления . строительством и Барановический комбинат железобетонных конструкций
(72)С.П.Воронько, А.Б.Городецкий, Б.К.Мордовский и М.А.Нагорный
(53)693.554.1 (088.8)
(56)Авторское свидетельство СССР № 1000532, кл. Е 04 С 5/12, 1983.
Авторское свидетельство СССР №299626, кл. Е 04 G 21/12, 1967.
(54)УСТРОЙСТБО ДЛЯ ОБРАЗОВАНИЯ АНКЕРА НА АРМАТУРНОМ СТЕРЖНЕ
(57)Изобретение относится к строительству и может быть использовано
для изготовления арматурньк стержней с анкерами. Целью изобретения является повышение производительности. Это достигается тем, что механизм подачи стержней 9 вьтолнен в виде установленных на корпусе 1 направляющих склизов 7, механизмы фиксации 13 и раздвижки 14 шайб 10 - в виде опорных призм 12, имеющих подвижные и неподвижные элементы, V образных рычагов, установленных с возможностью ограниченного поворота перпендикулярно оси стержня 9 на штоках пневмоцилиндров, размещенных на корпусе 1 соосно и снизу стержня 9. Механизм сбрасывания стержней 9 выполнен в виде рычага 8 с захватами установленного на корпусе 1 с возможностью взаимодействия с реечным штоком гидроцилиндра. 4 ил.
i
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| УСТАНОВКА ДЛЯ ОБЖАТИЯ ВТУЛОК НА КОНЦАХ АРМАТУРНЫХ СТЕРЖНЕЙ | 1971 |
|
SU299626A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО СТЫКОВАНИЯ И БЕЗОТХОДНОЙ РЕЗКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1966 |
|
SU224772A1 |
| Устройство для съема обуви с колодки | 1989 |
|
SU1664261A1 |
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
| Линия для производства оребренных биметаллических труб | 1983 |
|
SU1191227A1 |
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU1040093A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
Изобретение относится к области строительства и может быть использовано для изготовления арматурных стержней с анкерами. Целью изобретения является повышение производительности. Это достигается тем, что механизм подачи стержней 9 выполнен в виде установленных на корпусе 1 направляющих склизов 7, механизмы фиксации 13 и раздвижки 14 шайб 10 - в виде опорных призм 12, имеющих подвижные и неподвижные элементы, V-образных рычагов, установленных с возможностью ограниченного поворота перпендикулярно оси стержня 9 на штоках пневмоцилиндров, размещенных на корпусе 1 соосно и снизу стержня 9. Механизм сбрасывания стержней 9 выполнен в виде рычага 8 с захватами, установленного на корпусе 1 с возможностью взаимодействия с реечным штоком гидроцилиндра. 4 ил.
г « 7 10 S If
о со
сд
и./
Изобретение относится к строительству, в частности для образования на арматуре анкеров типа обжатая обойма при производстве предвари- тельно напряженного железобетона, и может быть использовано на заводах железобетонных изделий и в строительном деле.
Цель изобретения - повьшение производительности.
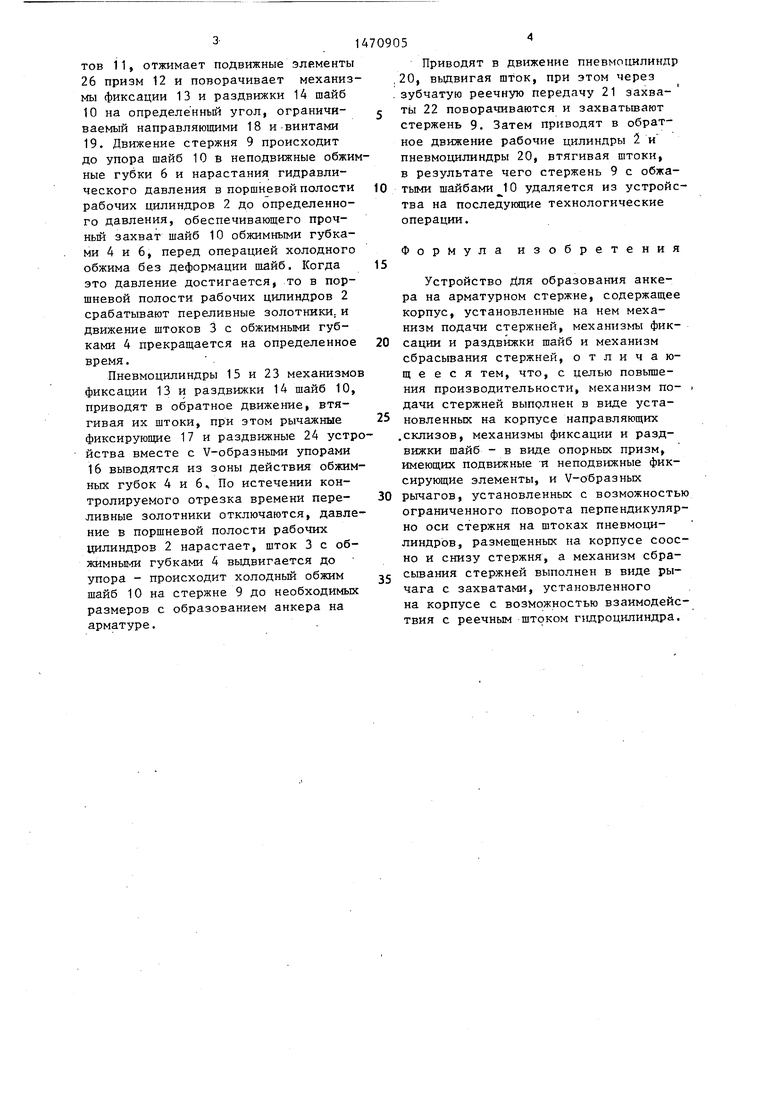
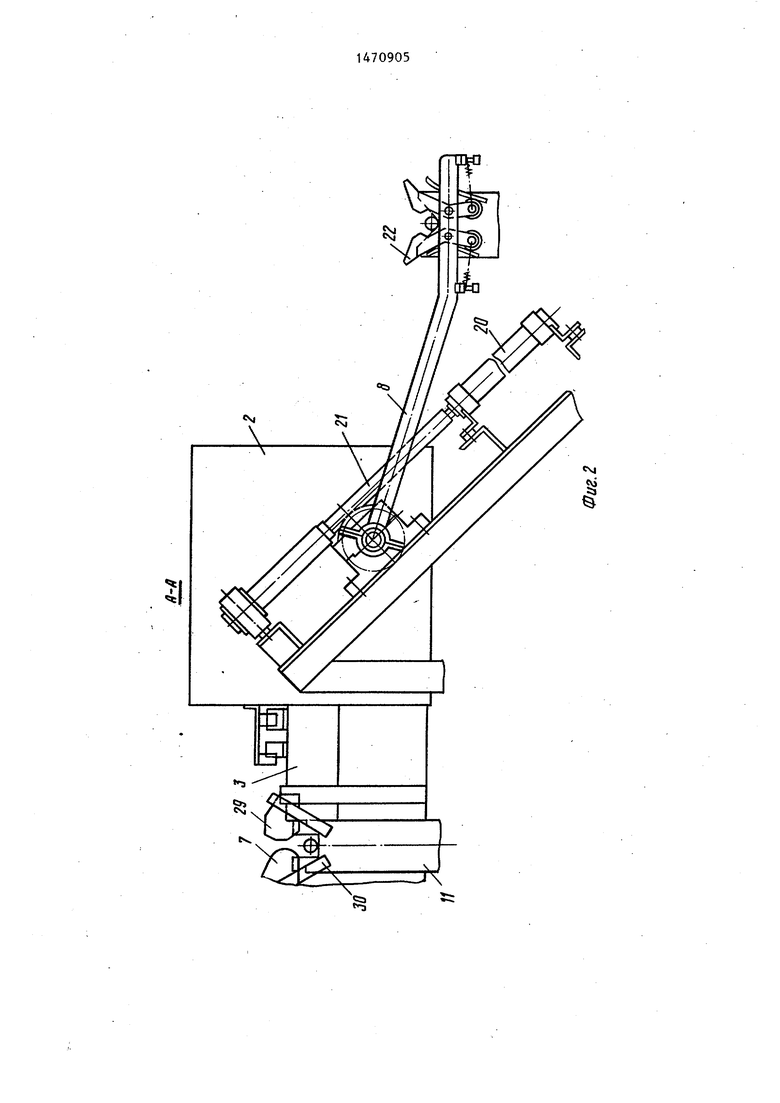
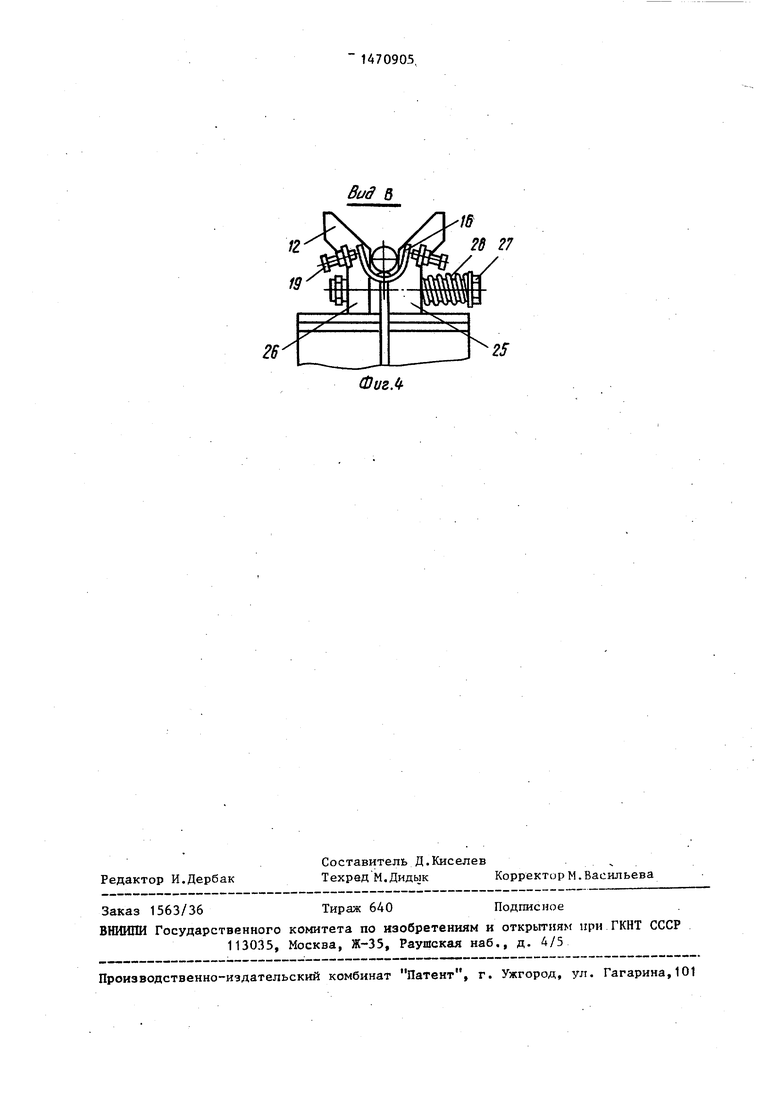
На фиг.1 изображено устройство для образования анкера на арматурном стержне, общий вид; на фиг.2 - разрез А-А на фиг. Г, на фиг.З - раз- рез Б-Б на фиг.1j на фиг.4 - вид В на 4иг.З.
Устройство.содержит корпус 1, на котором жестко закреплены силовые цилиндры 2 с штоками 3, несупщми подвижные обжимные губки 4..
В створе каждого цилиндра 2 жестко установлены неподвижные упоры 5, к которым крепятся неподвижные обжимные, губки 6. Кроме того, на кор.- пусе смонтированы направляющие склит зы 7, механизм сбрасьтания стержней в виде рычага 8 для удаления стер- ;жня 9 с обжатыми шайбами 10, ложементы 11, опорные призмы 12, механиз- мы фиксации 13, и раздвижки 14 шайб.
Механизм 13 фиксации шайб работае от пневмоцилиндра 15, на шток которого с Ч образным упором 16 крепится рычажное фиксирующее устройство 17, имеющее в озможность поворачиваться в направлении,, перпендикулярном осевому перемещению упора 16. Угол поворота регулируется при помощи ограничительных направляющих 18 и винтов 1
Механизм сбрасывания стержней включает пневмоцилиндр 20, зубчатую реечную передачу 21 и регулируемые самозакрывающиеся захваты 22.
Механизм 14 раздвижки шайб сое- ,тоит из пневмоцилиндра 23, на шток которого с V-образным упором 16 крепится рычажное раздвижное устройство 24, имеющее возможность пово- рачиваться в направлении, перпенди- кулярном осевому перемещению упора Д6. Угол поворота регулируется при помощи ограничительных направляющих 18 и винтов 19. Опорная призма 12 .включает неподвижные 25 и подвиж- ные 26 элементы, разжим которых происходит по направляющему винту 27 с возвратом в сжатое состояние при помощи пружины 28. Направляющие скли
зы 7 вместе с торцовыми упорами 29 и осевыми ограничителями 30 образуют зону выдачи стержней 9 с шайбами 10 на ложементы 11 и призмы 12 в зону обжимных губок 4 и 6.
Гидросистема устройства имеет автономную гидростанцию (не показана) , а для выполнения штоками 3 с губками 4 цилиндра 2 функции захвата шайбы 10 леред опрессовкой, чтобы удалить механизмы фиксации 13 и раздвижки 14 из зоны, обжима, в линии поршневых полостей цилиндров 2 смонтированы переливные золотники (не показаны), срабатьгоающие при нарастании давления и контролируемые по времени. Рабочей средой в силовых цилиндрах 2 является минеральное масло. Все механизмы устройства включают B. конструкции датчики положений (не показаны), позволяющие осуществлять работу устройства в автоматическом режиме.
Устройство работает следуюш 1м образом.
Стержень 9 Ъ шайбами 10 через направляющие склизы 7 при помощи торцовых упоров 29 и осевых ограничителей 30 подается на ложементы 11 и призмы 12 в зону рбжимньсс губок и рабочих цилиндров 2. Приводят в движение пневмоцилиндры 15 механизма 13 фиксации, выдвигая их штоки с рычажным фиксирующим устройством 17 и V-образным упором 16, при этом расстояние между торцами упоров 16 составляет базовый линейньм размер установки шайб 10 на стержень 9 по наружным плоскостям. Затем приводят в движение пневмоцилиндры 23 механизма 14 раздвижки шайб 10, выдвигая их штоки с рычажным раздвижным устро йст.вом 24 и V-образным упором 16, , которьй захватывает шайбу 10 и пере- .мещает ее поступательно вдоль стержня 9 до контакта с V-образным упором 16 механизма 13 фиксации шайб 10. Таким образом шайбы 1 О выставлены и зафиксированы на стержень 9 в требуе- мьм размер для холодного обжима,
Приводят в действие цилиндры 2, выдвига я их штоки 3 с обжимными губками 4, которые толкают 01айбы 10 со стержнем 9, перемеш;ая их в попереч- ном направлении по отношению к корпусу 1. При эхом стержень 9 движется по горизонтальным участкам ложементов 11, отжимает подвижные элементы 26 призм 12 и поворачивает механизмы фиксации 13 и раздвижки 14 шайб 10 на определе нный угол, ограничи- ваемый направляющими 18 и винтами 19. Движение стержня 9 происходит до упора шайб 10 в неподвижные обжимные губки 6 и нарастания гидравлического давления в поршневой полости рабочих цилиндров 2 до определенного давления, обеспечивающего проч- ньй захват шайб 10 обжимными губками 4 и 6, перед операцией холодного обжима без деформации шайб. Когда это давление достигается, то в поршневой полости рабочих цилиндров 2 срабатывают переливные золотники, и движение штоков 3 с обжимными губками 4 прекращается на определенное время.
Пневмоцилиндры 15 и 23 механизмо фиксации 13 и раздвижки 14 шайб 10, приводят в обратное движение, втягивая их штоки, при этом рычажные икси-рующке 17 и раздвижные 24 устрйства вместе с V-образными упорами 16 выводятся из зоны действия обжимных губок 4 и 6., По истечении контролируемого отрезка времени переливные золотники отключаются, давление в поршневой полости рабочих цилиндров 2 нарастает, шток 3 с обжимными губками 4 выдвигается до упора - происходит холодный обжим шайб 10 на стержне 9 до необходимых размеров с образованием анкера на арматуре.
Приводят в движение пневмоцилиндр ,20, выдвигая шток, при этом через зубчатую реечную передачу 21 захваты 22 поворачиваются и захватьшают стержень 9. Затем приводят в обратное движение рабочие цилиндры 2 и Пневмоцилиндры 20, втягивая штоки, в результате чего стержень 9 с обжатыми шайбамиJО удаляется из устройства на последующие технологические операции.
Формула изобретения
Устройство Для образования анкера на арматурном стержне, содержащее корпус, установленные на нем механизм подачи стержней, механизмы фиксации и раздвижки шайб и механизм сбрасывания стержней, отличающееся тем, что, с целью повьш е- ния производительности, механизм по- дачи стержней выполнен в виде установленных на корпусе направляющих .склизов, механизмы фиксации и раздвижки шайб - в виде опорных призм, имеющих подвижные и неподвижные фиксирующие элементы, и V-образных рычагов, установленных с возможностью ограниченного поворота перпендикулярно оси стержня на штоках пневмоци- линдров, размещенных на корпусе соос- но и снизу стержня, а механизм сбрасывания стержней выполнен в виде рычага с захватами, установленного на корпусе с возможностью взаимодействия с реечным штоком пщроцилиндра.
У
LJ
ВиЗ В
W
26 27
ФигЛ
