Известна установка для непрерывного стыкования и безотходной резки арматурных стержней, включающая стыкосварочную машину, ножницы, транспортирующее приспособление и пульт управления.
Цель предлагаемой установки - осуществление упрочнения стержней и автоматизация процессов.
Для этого транспортирующее приспособление расположено за ножницами и выполнено в виде цепного таскателя, включенного в электрическую схему, в которую также включены конечные выключатели, электромагниты и сбрасывающее приспособление.
Последнее имеет Г-образные толкатели, присоединенные одним концом к коромыслу, изменяющему свое положение посредством приводов с тяговыми органами, и передающие нарезанные стержни на направляющие склизы, которые связывают транспортирующее приспособление с упрочняющим устройством.
Упрочняющее устройство также включено в общую электрическую цепь установки и меет автоматические захваты, соединенные с помощью конечных выключателей и электромагнитов с растягивающим приводом, реверсирующим свое движение после достижения арматурным стержнем заданной степени упрочнения и длины и воздействующим через конечные выключатели и силовые цилиндры на S-образные сбрасыватели, насаженные на общий приводной вал.
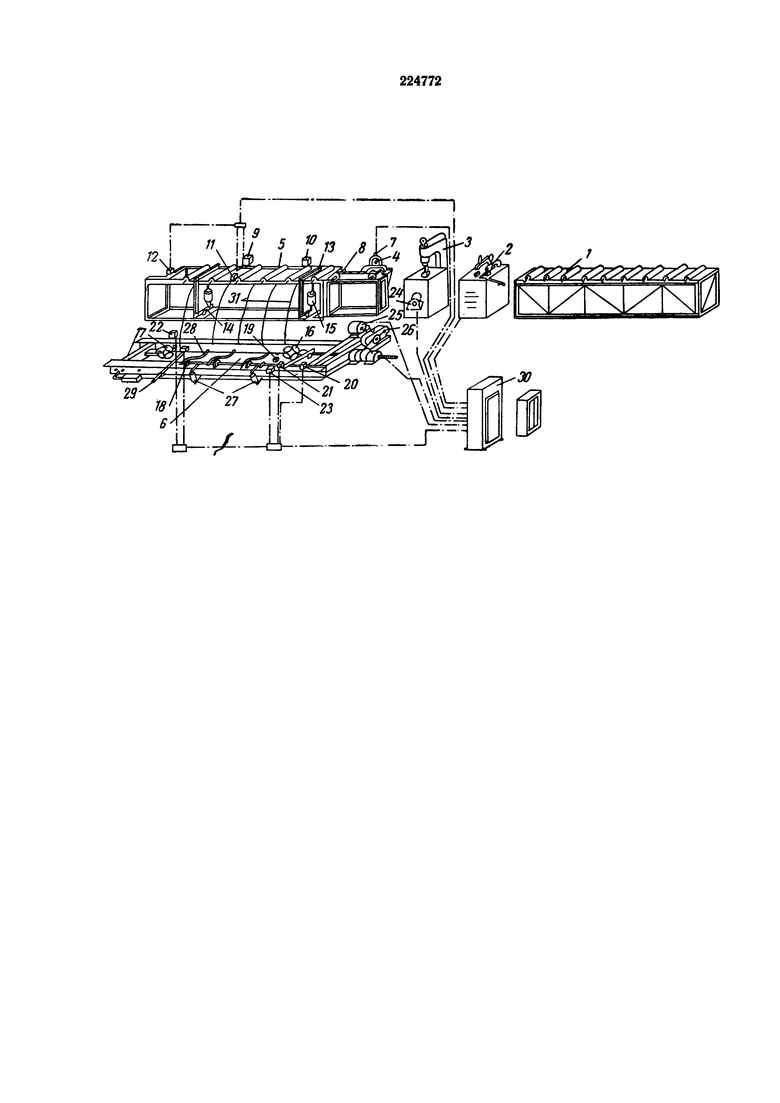
Описываемая установка включает: рольганг 1 для подачи арматурных стержней к стыкосварочной машине 2, ножницы 3 для резки арматуры, цепной таскатель 4 для протаскивания стыкованого арматурного стержня, рольганг 5 с электромагнитным сбрасывающим приспособлением для сбрасывания нарезанных арматурных стержней на упрочняющее устройство 6. Цепной таскатель 4 оснащен электродвигателем 7, приводящим в движение непрерывную цепь с укрепленными на ней вилками 8 для захвата арматурных стержней, которые с помощью цепного таскателя 4 перемещаются на рольганг 5. Рольганг 5 оснащен электромагнитами 9 и 10, которые включаются конечными выключателями 11 и 12. Сбрасывание арматурных стержней с рольганга 5 осуществляет сбрасывающее приспособление, имеющее Г-образные толкатели 13, присоединенные одним концом к коромыслу 14, изменяющему свое положение посредством приводов с тяговыми органами 15.
Упрочняющее устройство 6 снабжено головным 16 и хвостовым 17 захватами, пусковыми концевыми выключателями 18 и 19, концевым выключателем 20 ограничения хода головного захвата «вперед», концевым выключателем 21 ограничения хода головного захвата «назад», электромагнитом 22 хвостового захвата, электромагнитом 23 освобождения захвата и сброса стержня. Ножницы 4 оснащены приводом 24, а упрочняющее устройство - растягивающим приводом 25, приводящим в движение механизм 26 перемещения головного захвата 16. Упрочненный стержень сбрасывается с установки с помощью силовых цилиндров 27, взаимодействующих с S-образными сбрасывателями 28, насаженными на общем приводном валу. Стержень зажимают в хвостовом захвате с помощью рычажной системы 29. Управление электрической цепью осуществляют с пульта 30 управления. Сбрасывание арматурных стержней. с рольганга 5 на упрочняющее устройство 6 происходит по направляющим склизам 31.
Электрические цепи показаны на чертеже штрих-пунктирной линией.
Установка работает в следующем порядке.
Арматурный стержень с рольганга 1 вручную пропускают через стыкосварочную машину 2 и ножницы 3 до цепного таскателя 4. Далее вилки 8 таскателя 4 захватывает стержень и подают его на рольганг 5. На рольганге. 5 на расстоянии от ножниц 3, равном необходимой длине стержня, установлен конечный выключатель 11. Как только конец стержня достигает конечного выключателя 11, включаются ножницы 3, образующие стержень. Одновременно электромагнит 9 опускает конечный выключатель 11, освобождая дальнейшую дорогу по рольгангу 5 стержню, толкаемому цепным таскателем 4. Как только конец стержня достигает конечного выключателя 12 и воздействует на него, включается электромагнит 10, взаимодействующий со сбрасывающим приспособлением, Г-образные толкатели 13 которого сбрасывают отрезанный кусок стержня по направляющим склизам 31 на упрочняющее устройство 6. Одновременно конечный выключатель 11 занимает первоначальное положение, после чего к цепному таскателю 4 подается следующий кусок стержня. Если его длина будет менее требуемой., то задний конец стержня подается вручную на стыко-сварочную машину и одновременно к ней подается следующий стержень с рольганга 1. На стыко-сварочной машине производят стыкование концов стержней и их сварку, после чего стержень протаскивается до таскателя 4, и далее работа производится в том порядке, как было указано выше.
Автоматически сброшенный на упрочняющее устройство 6 стержень с рольганга 5 воздействует на конечные выключатели 18 и 19 хвостового и головного захватов 17 и 16. При этом конечный выключатель 18 приводит в действие электромагнит 22, взаимодействующий с рычажной системой 29, с помощью которой осуществляется зажатие конца стержня в зажимных губках хвостового захвата, выполненного в виде замкнутой системы шарнирно соединенных рычагов. Одновременно конечный выключатель 19 приводит в действие растягивающий привод 25, который в свою очередь приводит в действие механизм передвижения 26 головного захвата 16, выполненного в виде незамкнутой системы шарнирно соединенных рычагов. При этом происходит защемление второго конца стержня в зажимных губках головного захвата. При дальнейшем перемещении головного захвата «вперед» происходит необходимое растяжение стержня. Растяжение прекращается как только упорная планка головного захвата 16 достигает установленного на расчетном расстоянии конечного выключателя 20, который останавливает растягивающий привод 25 и переключает головной захват на движение «назад». Движение «назад» осуществляется до тех пор, пока упорная планка головного захвата вступит во взаимодействие с конечным выключателем 21, отключающим растягивающий привод 25. В процессе движения назад концы упрочненного стержня освобождаются из губок захватов 16 и 17. Одновременно с конечным выключателем 21 срабатывает электромагнит 23, взаимодействующий с силовыми цилиндрами 27. Крайние S-образные сбрасыватели 28, подымаясь одним концом, сбрасывают упрочненный стержень с упрочняющего устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2014927C1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| РОЛЬГАНГ ДЛЯ ЛИНИИ СТЫКОВОЙ СВАРКИ и РЕЗКИ АРМАТУРНОЙ СТАЛИ | 1967 |
|
SU202375A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2074084C1 |
| Установка для непрерывного стыкования,анкеровки и резки арматурных стержней | 1983 |
|
SU1107969A2 |
| Линия раскроя арматурной стали | 1982 |
|
SU1013137A1 |
| Линия для изготовления арматурных каркасов | 1990 |
|
SU1813865A1 |
| Устройство для изготовления арматурных стержней мерной длины для железобетонных изделий | 1983 |
|
SU1135887A1 |
Установка для непрерывного стыкования и безотходной резки арматурных стержней, включающая стыкосварочную машину, ножницы, транспортирующее приспособление и пульт управления, отличающаяся тем, что, с целью осуществления в этой установке также упрочнения стержней и автоматизации процессов, транспортирующее приспособление расположено за ножницами и выполнено в виде цепного таскателя, включенного в электрическую схему, в которую также включены конечные выключатели, электромагниты и сбрасывающее приспособление, имеющее присоединенные одним концом к коромыслу, изменяющему свое положение посредством приводов с тяговыми органами, Г-образные толкатели, передающие нарезанные стержни на направляющие склизы, связывающие транспортирующее приспособление с упрочняющим устройством, также включенным в общую электрическую цепь установки и имеющим автоматические захваты, соединенные с помощью конечных выключателей и электромагнитов с растягивающим приводом, реверсирующим свое движение после достижения арматурным стержнем заданной степени упрочнения и длины и воздействующим через конечные выключатели и силовые цилиндры на S-образные сбрасыватели, насаженные на общий приводной вал.
