Известны системы управления агрегатом для последовательной обработки листов после прокатки. Однако такие системы очень сложны.
В описываемой системе для ее упрощения применены запоминающие устройства на кольцевых регистрах сдвига, управляемые от датчиков, определяющих состояние или положение листа и управляющих, в свою очередь, исполнительными органами агрегата.
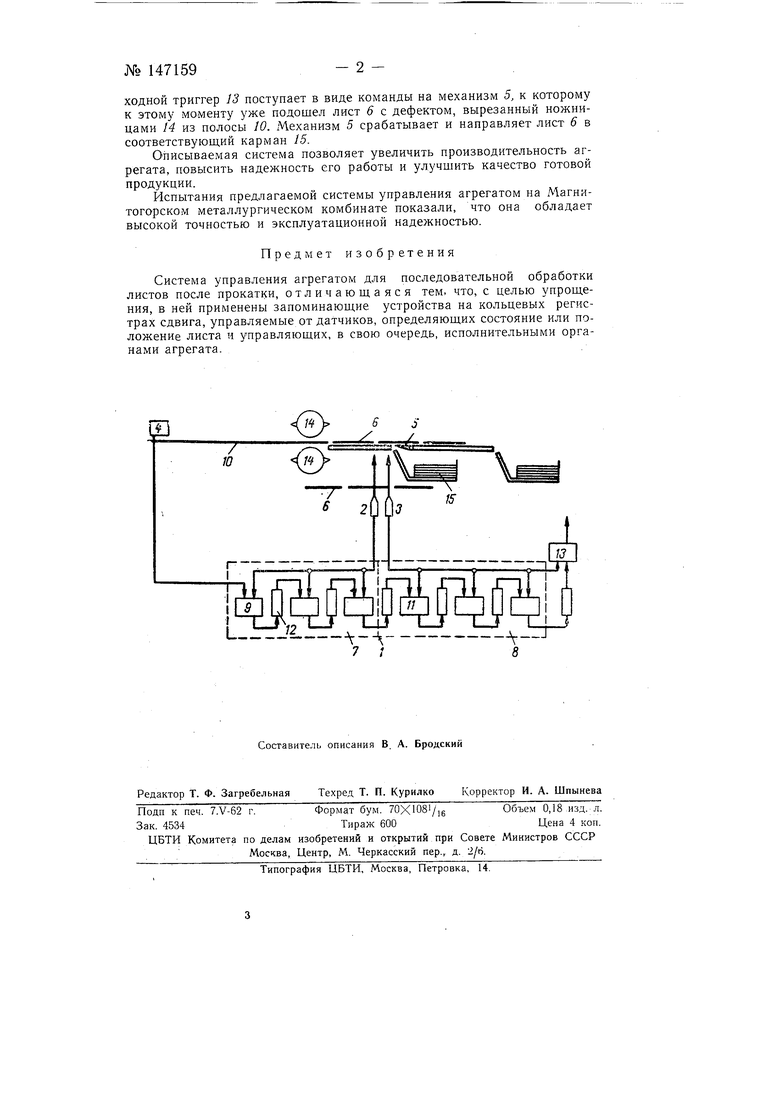
На чертеже изобрал ена блок-схема системы.
Система управления агрегатом для последовательной обработки листов после прокатки состоит из запоминающего устройства / и датчиков .2 и импульсов сдвига. Благодаря тому, что расстояние от дефектоскопа 4 до механизма 5 сортировки листов 6 может быть не кратно длине листа, устройство / выполнено в виде двух кольцевых регистров 7 и S, а также двух обслуживающих эти регистры датчиков 2 тл 3.
Импульсы сдвига поступают одновременно во все триггеры 9 регистра 7 от датчика 2 в мо1мент, когда под дефектоскопо.м 4 проходит линия будущего реза прокатанной полосы 10 на листы 6. Датчик 3 посылает импульсы в триггеры // регистра § в то время, когда лист 6 находится на механизме 5 в положении, необходимом для его срабатывания. Импульс дефекта поступает в первый триггер 9 регистра 7 тогда, когда дефектный участок полосы Ю проходит под дефектоскопом 4. Следующий импульс от датчика 2, поступивщий на триггеры 9, перебросит первый из них и выдаст импульс дефекта в линию 12 задержки. Задержанный импульс приходит на второй триггер 9 и перебрасывает его, пока следующий сдвигающий импульс снова не перебросит второй триггер 9 и не выдаст импульс дефекта во вторую линию /2 задержки и т- д. Таким образом, импульс дефекта проходит все устройство / и через выходной триггер 13 поступает в виде команды на механизм 5, к которому к этому моменту уже подошел лист 6 с дефектом, вырезанный ножницами 14 из полосы 10. Механизм 5 срабатывает и направляет лист 6 в соответствующий карман 15.
Описываемая система позволяет увеличить производительность агрегата, повысить надежность его работы и улучшить качество готовой продукции.
Испытания предлагаемой системы управления агрегатом на Магнитогорском металлургическом комбинате показали, что она обладает высокой точностью и эксплуатационной надежностью.
Предмет изобретения
Система управления агрегатом для последовательной обработки листов после прокатки, отличающаяся тем, что, с целью упрощения, в ней применены запоминающие устройства на кольцевых регистрах сдвига, управляемые от датчиков, определяющих состояние или положение листа и управляющих, в свою очередь, исполнительными органами агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ НА МОТАЛКЕ РЕВЕРСИВНОГО СТАНА РУЛОННОЙ ПРОКАТКИ ПОЛОСЫ | 2003 |
|
RU2256518C1 |
| Устройство для фильтрации сигнала толщины и натяжения полосы на прокатном стане | 1982 |
|
SU1024133A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU937071A1 |
| Система автоматической разбраковки листов по качеству | 1985 |
|
SU1294402A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ РАЗБРАКОВКИ ЛИСТОВ | 1965 |
|
SU175027A1 |
| Система автоматического сопровождения листов на агрегате поперечной резки полосы | 1982 |
|
SU1026873A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
