На пол зунах 9 и 12 установлен регулируемый по высоте конус 13. На нижних кронштейнах 14 поворотных колонок 2 находятся подпружиненные ро- лики 15. Под штоком 10 пневматического цилиндра 11 установлен на оси 16 ступенчатьй упор 17, положение которого фиксируется шариковым фиксатором 18.
Машина для внутреннего формования заготовок верха обуви работает сле- дуюш;им образом.
Исходное положение механизмов машины: поршень пневматического ци- - линдра находится в крайнем верхнем положении; ползуны 9 и 12 с конусом 13 подняты штоком 10; ролики 15 прижаты к малому диаметру конуса 13; колонки 2 с формующими элементами 4 и 5 повернуты к оси машины; пяточная часть 6 колодки прижата к формуюш та элементам 4 и 5.
Поворотом рукоятки ступенчатый упор 17 устанавливается в положение, соответствующее размеру заготовки,; затем на обогреваемые формующие элементы 4 и 5 надевается увлажненная iзаготовка. Воздух подается в верхнюю полость пневматического цилиндра 11, шток 10 которого, опускаясь, перемещает ползуны 8, 9 и 12 с пяточной частью 6 колодки и конусом 13. Опускание штока 10 происходит до его эзаимодействия со ступенчатым упором 17. Разница ступеней упора 17 по высоте соответствует разнице длины следа обувной колодки.
При опускании конуса 13 ролики 15 поворачивают колонки 2 и формующие
5
О 35
. 40
0
5
элементы 4 и 5. Угол конуса 13 зависит от разницы смежных размеров ширины следа обувной колодки. Таким образом происходит перемещение формующих элементов и формование заготовок обуви по продольной и поперечной осям, при этом формуюш 1е элементы копируют размеры следа колодки.
По Сравнению с прототипом предлагаемая машина отличается повьшгенной надежностью раздвижения формующих элементов на размер.
Формула изобретения
Машина для внутреннего формования заготовок верха обуви, содержащая раздвигающиеся формующие элементы с механизмом их .фаздвижения, имеющим ползуны для их смещения, и ступенчатый упор с фиксатором положения формующего элемента, отличающаяся тем, что, с целью повышения надежности раздвижения формующих элементов на размер, механизм раздвижения формующих элементов содержит дополнительные ползуны, закрепленные один на); другим на штоке пневмоци- линдра, регулируемый конус, установленный На двух ползунах, подпружиненные ролики для обкатывания по регулируемому конусу, установленные посредством поворотных колонок, при этом на верхней части последних закрепле-- ны боковые формующие элементы, а пяточная часть формующих элементов закреплена на ползуне, расположенном над первыми двумя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для формования и сушки объемных заготовок обуви | 1989 |
|
SU1687240A1 |
| Устройство для внутреннего формования на колодке заготовки обуви | 1990 |
|
SU1743559A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ЗАГОТОВОК ОБУВИ | 1972 |
|
SU345914A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Устройство для внутреннего формования верха обуви | 1975 |
|
SU557788A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Машина для формования обувных заготовок на колодке | 1973 |
|
SU455737A1 |
| Машина для затяжки носочно-пучковой части обуви | 1990 |
|
SU1729433A1 |
| Машина для формования носочной части юфтевой обуви | 1981 |
|
SU967463A1 |
| Машина для шнуровой затяжки заготовки верха обуви на колодке | 1983 |
|
SU1158155A1 |
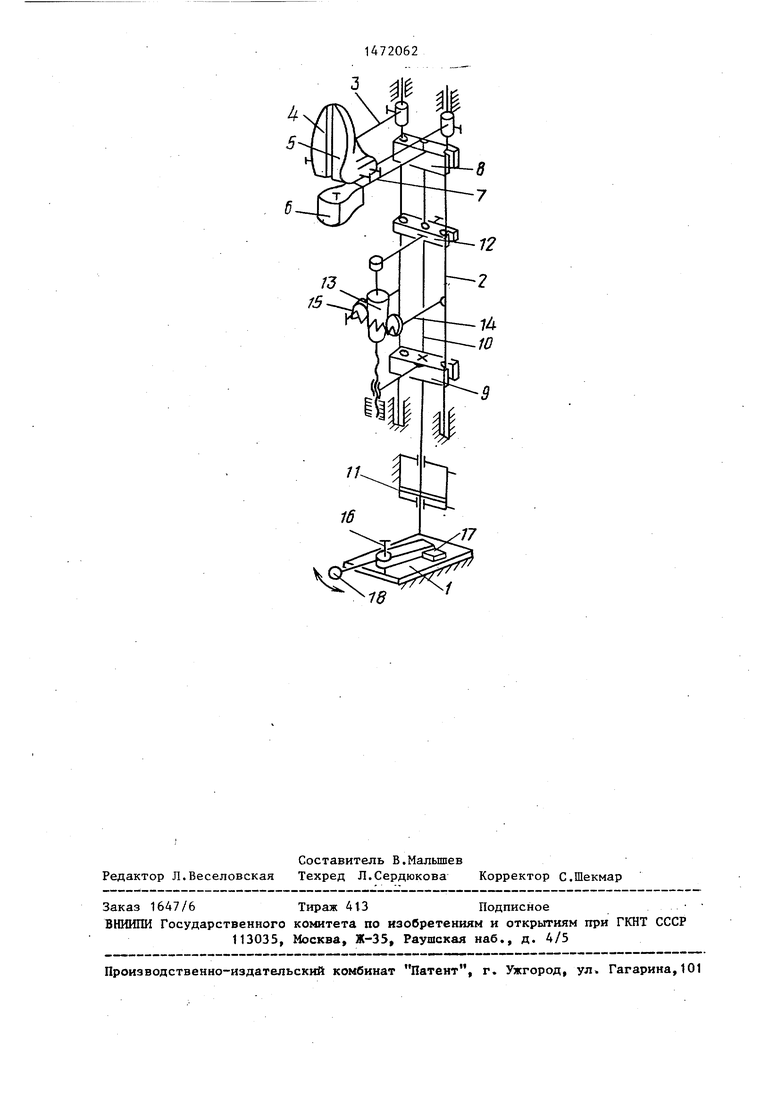
Изобретение относится к оборудованию обувного производства и преимущественно обеспечивает повышение надежности раздвижения формующих элементов на размер. Машина имеет раздвижные формующие элементы с механизмом их раздвижения и ступенчатый упор с фиксатором положения формующего элемента. Боковые формующие элементы закреплены в верхней части поворотных колонок, установленных в каркасе машины, а в средней части поворотных колонок имеются подпружиненные ролики для обкатывания по регулируемому конусу. Регулируемый конус установлен на двух ползунах, расположенных один над другим на штоке пневмоцилиндра. Пяточная часть формующего элемента закреплена на ползуне, расположенном над двумя ползунами с регулируемым конусом, при этом ползун также закреплен на штоке пневмоцилиндра. После установки рукояткой ступенчатого упора в положение, соответствующее размеру заготовки, оператор надевает заготовку и включает привод. Воздух поступает в полость цилиндра и перемещает шток, при этом ползуны с пяточной частью и конусом опускаются. Конус взаимодействует с роликами, которые поворачивают колонки с боковыми формующими элементами. Таким образом происходит внутреннее формование заготовок обуви. 1 ил.
| ЭЛЕКТРОИЗОЛЯЦИОННЫЙ СОСТАВ ДЛЯ НАНЕСЕНИЯ НА ЭЛЕКТРИЧЕСКИЙ ПРОВОДНИК | 1993 |
|
RU2080670C1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
