Изобретение относится к оборудованию обувного производства, в частности к машине для формования и сушки заготовок обуви.
Известна машина для формования и сушки заготовок обуви, содержаш;ая верхние и кижние пластины, механизм формования, имеющий нагреваемый пуансон, и подвижный пяточный уиор. Верхние и нижние пластины представляют единый блок. Верхние пластины присоединены к пластиноносителям, а нижние соединены с верхними с помош ью направляющих штырей. Пластиноносители получают движение от гидроцилиндра и совершают вместе с верхними и нижними пластинами движение в горизонтальной плоскости, определяемое направляющими пазами. Кроме того, нижние пластины имеют возможность перемещаться в вертикальной плоскости по направляющим щтырям для сближения с верхними пластинами. В процессе сближения пластин происходит зажим затяжной кромки заготовки.
Недостатко.м конструкции известной машины является трудность установки заготовки на нижних пластинах относительно упоров, расположенных на пластинах, так как установка производится непосредственно в рабочей зоне, между нижними и верхними пластинами, труднодоступной для исполнителя. При этом невозможен визуальный контроль
за правильностью установки заготовки. Исправление ошибок в установке заготовки быть произведено только после ее вытяжки и возврата механизмов в исходное положение, что снижает производительность труда и качество выпускаемой обуви.
С целью улучшения качества формования заготовок и облегчения обслуживания в предлагае.мой машине нижние пластины установлены на независимом пластиноносителе и снабжены фиксирующими штырями и регулируемым упором исходного положения. При помощи штырей пластины соединяются с верхними после заготовки и
обеспечивается совместное рабочее перемещение относительно зафиксированного в рабочей зоне пластиноносителя верхних и нижних пластин в направлении формующего пуансона, на.ходящегося в рабочей позиции, под
действием привода верхних пластин.
Кроме того, нижние пластины снабжены направляющими роликами, которые взаимодействуют с направляющими пазами пластиноносителя, и приспособлением для фиксации
заготовки, которое может быть выполнено в виде подпружиненных зажимов. Пластиноноситель выполнен с возможностью вертикального перемещения в рабочей зоне в направлении к верхним пластинам, а также
обслуживания к исполнителю, где производится установка заготовки на нижних пластинах и фиксация ее при помощи подпружиненных зажимов.
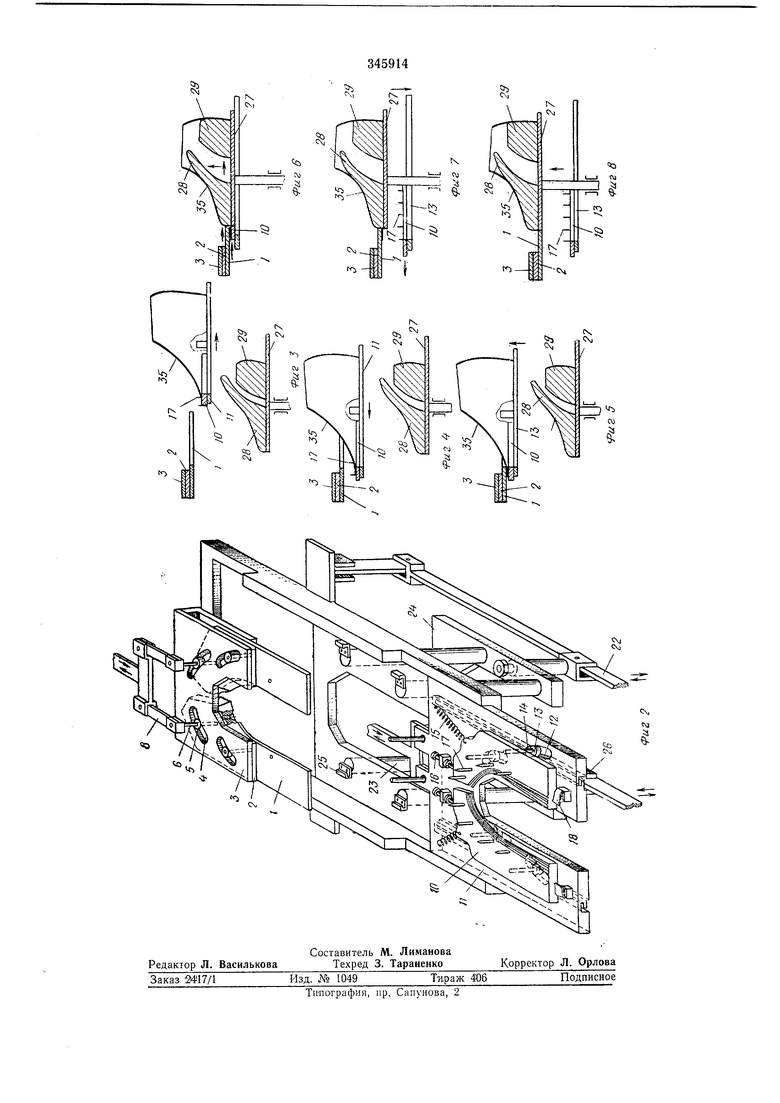
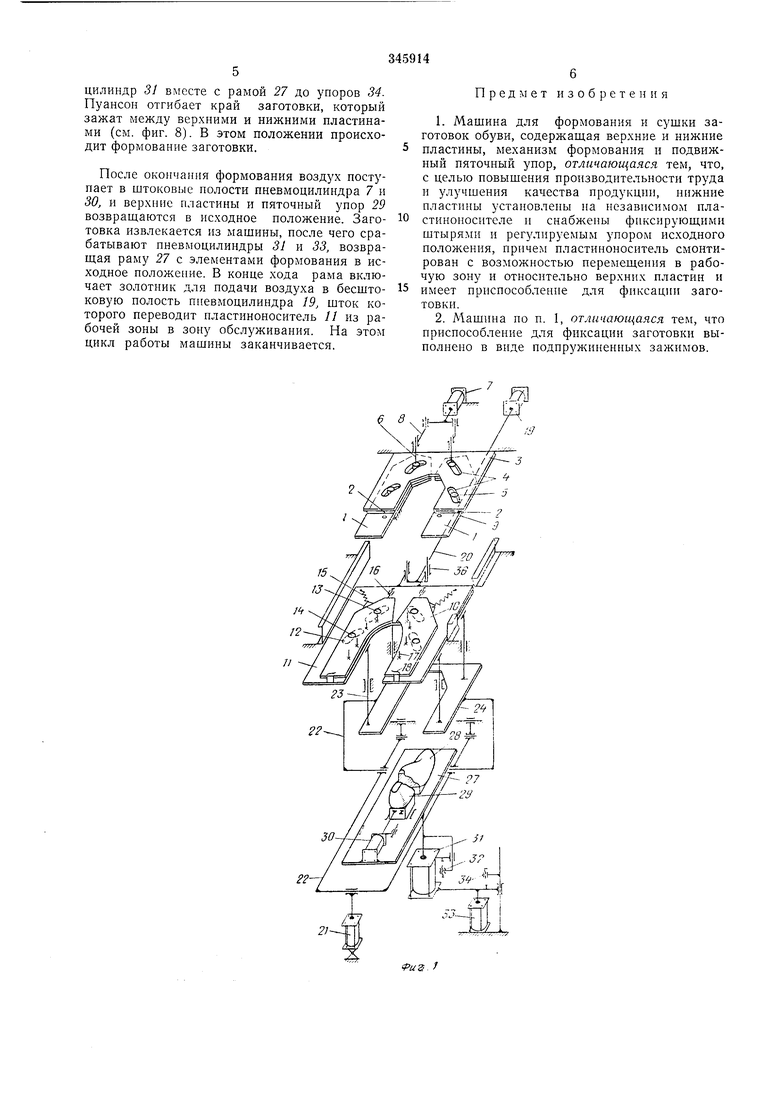
На фиг. 1 изображена принципиальная кинематическая схема предлагаемой машины; на фиг. 2 - кинематическая схема механизмов верхних и нижних пластин; на фиг. 3- 8 - последовательные этаны формования заготовки.
На станине машины смонтированы механизмы верхних и нижних пластин и механизм формования заготовки. Верхние пластины 1 прикреплены к пластиноносителям 2, установленным на верхней плите 3, имеющей направляющие пазы 4, в которые входят паправляющие ролики 5, связанные с нластиноносителями 2 с помощью закрепленных на них осей 6.
Пластиноносители 2 перемещаются вместе с верхними пластинами в горизонтальной плоскости от пневмоцилиндра 7 через систему рычагов 8 по траектории, определяемой копфигурацией направляющих пазов. Весь механизм верхних пластин установлен па поддерживающей пластине 9.
Нижние пластины 10 установлены па независимом пластиноносителе 11 с нанравляющими пазами 12, которые соответствуют направляющим пазам 4 верхней плиты 3.
В направляющие пазы 12 входят ролики 13, связанные с нижними пластинами с помощью осей 14.
Нижние пластины снабжены прунсинами 15 для возврата пластин в исходное положение после разжима заготовки и регулируемыми упорами 16, служащими для определения исходного положения пластин, точно соответствующего исходному положению верхних пластин.
Для облегчения и точности установки заготовки нижние пластины имеют штыри 17, а для фиксации установленной заготовки пластиноноситель 11 снабл ен приспособлепием, которое выполнено в виде подпружиненных зажимов 18.
Пластиноноситель 11 смонтирован с возможностью перемещения из рабочей зоны в зону обслуживания от пневмоцилиндра 19, со щтоком 20 которого он связан.
В рабочей зоне пластиноноситель 11 сближается с верхними пластинами при помощи пневмоцилиндра 21 через систему рычагов 22 и колонки 23, смонтированные на плите 24. К колонкам прикреплены зацены 25, входящие в пазы 26 пластиноносителя 11 в его рабочем положении.
Механизм формования содержит подвижную раму 27, на которой смонтированы нагреваемый пуансон 28 для формования носочнопучковой части заготовки и подвижный пяточный упор 29j перемещающийся вдоль оси колодки под действием пневмоцилиндра 30.
Подвижная рама вместе с элементами формования закреплена на штоке пневмоцилиндра 31 и перемещение ее ограничивается регулируемым упором 32. Пневмоцилиндр 31 закреплен на штоке пневмоцилиндра 33. Перемещение пневмоцилиндра 31 с подвижной рамой ограничивается регулируемыми унорам 34. Машина работает следующим образом.
Пластиноноситель // вводят в зону обслуживания (см. фиг. 3), где заготовку 35 устанавливают на нижние пластины и центрируют ее по штырям 17, фиксируя в нужном положении при помощи подпружиненных зажимов 18. Затем включают пневмоцилиндр 19, шток 20 которого перемещает с помощью колонок 36 пластиноноситель 11 вместе с зафиксированной заготовкой из зоны обслуживатпш в рабочую зону (см. фиг. 4).
В рабочей зоне пластиноноситель // включает золотник, при помощи которого воздух из ппевмосети поступает в бесштоковую полость пневмоцилиндра 21. Шток его через систему рычагов 22 перемещает в вертикальном направлении плиту 24 вместе с колонками 23, которые поднимают пластиноноситель 11, сближая пижние пластины с верхними. При этом происходит зажим заготовки между пластинами. Одновременно щтыри /7 нижних
пластин входят в соответствующие отверстия верхних пластин (см. фиг. 5).
Поднимаясь, шток пневмоцилиндра 21 нажимает на золотник для поступления воздуха
из ппевмосети в бесштоковую полость пневмоцилиндра 31. Шток последнего перемещается вверх вместе с рамой 27 до регулируемого упора 32. При этом пуансон 28 производит объемную вытяжку носочной части заготовки.
При подъеме шток пневмоцилиндра 31 включает золотник для подачи воздуха в бесштоковую полость пневмоцилиндра 7. Шток этого пневмоцилиндра через систему рычагов 8 перемещает верхние и нижние пластины
вместе с заштовкой до упора в пуансон. При этом заготовка зажимается между верхними нластипами и пуансоном 28 (см. фиг. 6).
Одновременно воздух поступает в штоковую полость цилиндра 30, щток которого перемещает пяточный упор 29, который производит продольную вытяжку заготовки.
Далее воздух поступает в штоковую полость пневмоцилиндра 21, шток которого
через систему рычагов 22 опускает плиту 24. При этом колонки 23 опускаются и с помощью зацепов 25 перемещают пластиноноситель 11 в исходное ноложение; заготовка разжимается (см. фиг. 7). Штыри 17 выходят из
отверстий верхних нластнн. При этом нижние пластины под действием пружин 15 возвращаются в исходное положение, определяемое регулируемыми упорами 16. После освобождения заготовки включается
цилиндр 3 вместе с рамой 27 до упоров 34. Пуансон отгибает край заготовки, который зажат между верхними и нижними пластинами (см. фиг. 8). В этом положении происходит формование заготовки.
После окончания формования воздух поступает в штоковые полости пневмоцилиндра 7 и 30, и верхние пластины и пяточный упор 29 возвращаются в исходное положение. Заготовка извлекается из машины, после чего срабатывают пневмоцилиндры 31 и 33, возвращая раму 27 с элементами формования в исходное положение. В конце хода рама включает золотник для подачи воздуха в бесштоковую полость пиевмоцилиндра 19, щток которого переводит пластиноноситель // из рабочей зоны в зону обслуживания. На этом цикл работы машины заканчивается.
2J
Предмет изобретения
1.Машина для формования и сушки заготовок обуви, содержащая верхние и нижние
пластины, механизм формования и подвижный пяточный упор, отличающаяся тем, что, с целью повышения производительности труда и улучшения качества продукции, нижние пластины установлены на независимом пластиноносителе и снабжены фиксирующими штырями и регулируемым упором исходного положения, причем пластиноноситель смонтирован с возможностью перемещения в рабочую зону и относительно верхних пластин и
имеет приспособление для фиксации заготовки.
2.Машина по п. I, отличающаяся тем, что приспособление для фиксации заготовки выполнено в виде подпружиненных зажимов.
ОН

| название | год | авторы | номер документа |
|---|---|---|---|
| ВПТБ | 1973 |
|
SU397197A1 |
| Машина для формования заготовок обуви | 1979 |
|
SU902717A1 |
| ГСО-ОЭНАЯ Т:^т;4--1-;-;кта1АЯ :.-;.':У;'?:;Л/Ч ( | 1971 |
|
SU300165A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВАНИЯ И СУШКИ | 1966 |
|
SU189329A1 |
| Машина для предварительного формования носочно-пучковой и пяточной частей заготовки верха обуви | 1984 |
|
SU1253596A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ПЯТОЧНОЙ ЧАСТИ ЗАГОТОВКИ ОБУВИ | 1967 |
|
SU201933A1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |