(54) РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезное устройство | 1980 |
|
SU895598A1 |
| Резьбонарезная головка | 1981 |
|
SU1038123A1 |
| Резьбонарезная насадка | 1983 |
|
SU1133050A1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Резьбонарезная головка | 1984 |
|
SU1252085A2 |
| Резьбонарезное устройство | 1981 |
|
SU992142A2 |
| Резьбонарезная силовая головка | 1982 |
|
SU1047647A1 |
| Резьбонарезная головка | 1977 |
|
SU627932A1 |
| Резьбонарезная головка | 1981 |
|
SU1024191A1 |
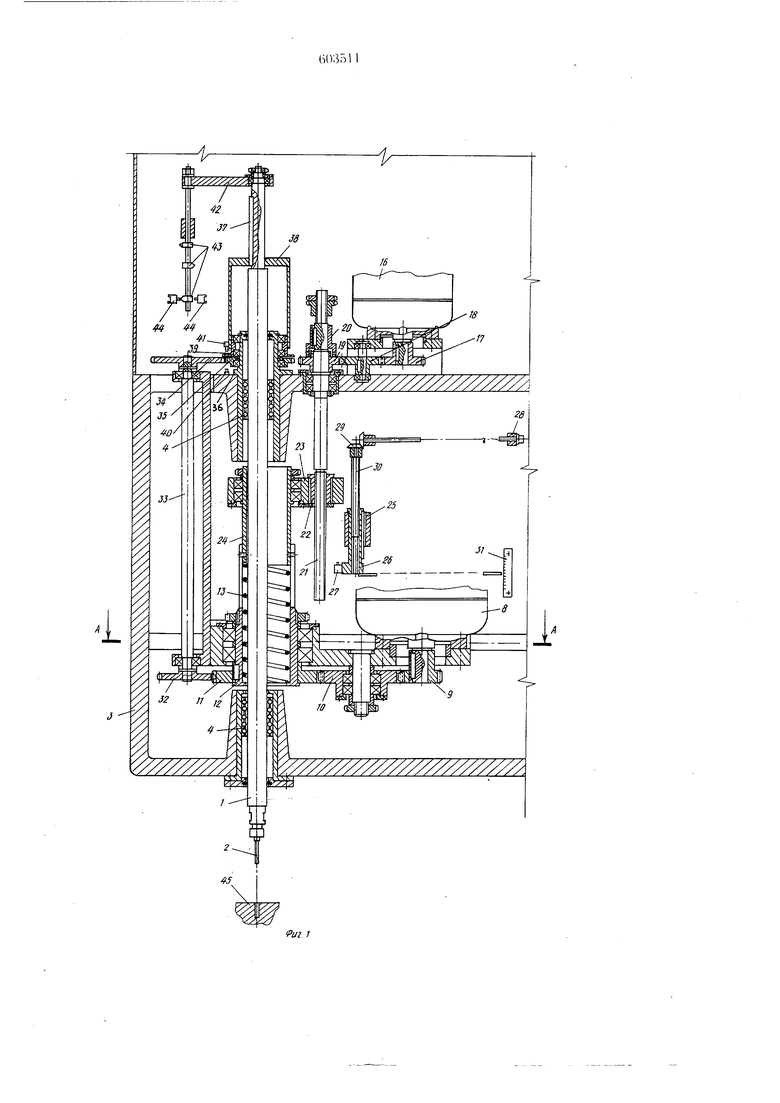
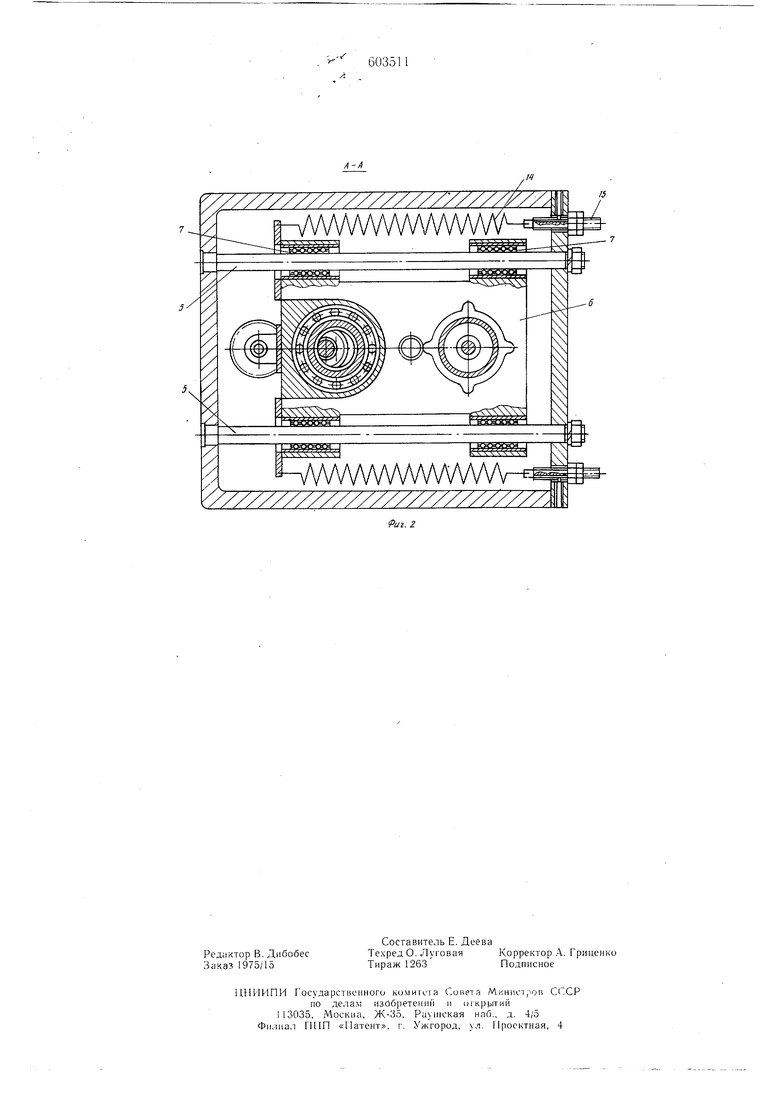
Изобретение относится к машиностроению и может быть использовано в станках для нарезания резьб, агрегатных станках и автоматических „линиях с применением многолезвийного мерного инструмента (метчиков и плашек). Известна резьбонарезная головка, обеспечиваюш,ая жесткую кинематическую связь между врашением инструмента и его осевым перемешением и увеличение долговечности путем применения в приводе подачи пары ходовой винт-гайка. Головка содержит шпиндель с устройством для крепления резьбообразующего инструмента, пиноль, ходовой винт, связанный со шпинделем зубчатыми колесами и гайку 1. Однако для нарезания резьб различного шага известной головкой необходимы различные по шагу ходовые винты и гайки в различных системах, метрической и дюймовой. Кроме того, в этой головке инструмент не защишен от поломок. Цель изобретения - повышение качества нарезаемых резьб. Для этого в предлагаемом устройстве привод врашения и осевого перемешения выполнен в виде эксцентрично расположенной относительно шпинделя и установленной с возможностью враи;ения втулки и винтовой пружины, размеп1еиной между шпинделем и втулкой. На фиг. 1 изображена огшсываемая головка, на фиг. 2 - разрез А-А на фиг. 1. Головка содержит шпиндель 1 с устройством для крепления резьбообразующего инструмента 2, например метчика. Шпиндель 1 становлен в корпусе 3 в направляюших 4 качения. К корпусу 3 прикреплены две направляюших скалки 5, на которых перемещается плита 6 в направляющих 7 качения. Для сообшення шпинделю 1 врашения и осевого перемещения на плите 6 смонтирован электродвигатель 8, связанный зубчатыми колесами 9-1 с втулкой 12, установленной в плите 6 с возможностью вращения. Во втулке 12расположена винтовая пружина 13, которая образует со шпинделем 1 и втулкой 12 фрикционные пары. Шпиндель 6 прижат к пружине 13пружиной 14, усилие прижатия, т. е, передаваемого крутяшего момента, регулируется винтами 15. К корпусу 3 прикреплен электродвигатель 16, через зубчатые колеса 17-19 н предохранительную кулачковую муфту 20 связанный с винтом 21 и гайкой 22. Гайка 22 закреплена в ползушке 23, в которой расположена нажимпая втулка 24, взаимодействующая с пружиной 13.
К корпусу 3 прикреплен кронштейн 25, в котором перемещается регулируемый упор 26 п концевой вьп л1очатель 27. Упор 26 связан с валиком 28, па конце которого выполнен квадрат, копически.ми колесами 29 и винто.м 30. Величина тага нарезаемой резьбы устанавливается но лимбу 31.
Зубчатое колесо 32, установленное на валике ЗЗ, связано с зубчатым колесом 11, а зубчатое колесо 34 - с колесом 35, свободно вращающимся относительно втулки 36.
На заднем конце шпинделя I установлена iHHOHKa 37, связанная со стаканом 38, а последний с диском 39. В диске 39 и зубчатом колесе 35 вынолнены отверстия, лежан1ие на одном радиусе, против которых с одной стороны установлен фотодиод 40, нрикренленный к корпусу 3, а с другой - источник 41 света. Передаточное отношение кине.матической цени от вту.чки 12 к зубчатому колесу 35 выбрано таким,, что угловые скорости зубчатого колеса 35 и ц нинделя 1 равны. Шпиндель 1 связан с нолзущкой 42, иа которой установлены кулачки 43, взаимодействующие с концевь ми выключателя.ми 44.,
При включении электродвигателя 8 щпиндель 1 с резьбообразующим инетру.менто.м 2 получает вращение и осевое пере.мещеиие. Скорость осевого перемещения оиределяется тагом нружииы 13 и соотноще щем впутреинего диаметра пружины 13 и наружного диаметра итинделя 1. Инструмент 2 быстро подводится к обрабатываемой детали 45. В конце быстрого подвода кулачок 43 нажи.мает на концевой выключатель 44, подавая сигнал в цепь управлеПия резьбонарезной головки на включение двигателя 16. Предварительно с помощью квадрата на валике 28 по лимбу 31 устанавливают величину тага нарезае.мой резьбы.
Прн включении двигателя 16 вращается винт 21, который иере.мещает ползу нку 23, а вместе с ней и втулку 24, деформируя пружину 13 до те.х нор, пока ползушка 23 ие уирется в регулируемый уиор 26. При это.м иолзущка 23 нажимает на концевой вьн :1ючате.1ь 27, который дает команду в цепь управления на отключение электродвигате тя 16. Так происходит илавный иереход от быстрого иодвода к медленной рабочей нодаче.
Шпиидель 1 иродолжает вращаться и перемещаться в осевом направлении, иричем величина осевого перемещения за 1 оборот шппнделя равна Hjary нарезаемой резьбы. Метчик 2 ввинчивается в обрабатываемую деталь 45, в которой нарезается резьба. Таким образом, механиз.м подач предлагаемой головки обеспечивает осевое перемещение итинделя 1 с инстру.ментом 2 с соблюдением закона винтового движения. Параметры этого движения зависят от конструктивных раз.меров приводного элемента - винтовой пружины 13 - и наружного диа.метра щнииделя 1.
Скорость вращения зависит от .соотиошения внутреннего диаметра винтовой пружины 13 и наружного диаметра шиииделя 1, а скорость осевого иере.мещения шпинделя 1 - от внутреннего диаметра и Hjara винтовой пружины 13.
Шаг нарезаемой резьбы определяют по формуле, t ТIHO.D,.
где Т - шаг винтовой пружины 13;
d - наружный диа.метр шпинделя 1;
DjH- внутренний диаметр винтовой пружины 13.
Так как в качестве приводного элемента используется пружина, которую можно регулировать по тагу, то настройку на шаг нарезаемой резьбы можно производить с высокой точностью.
По достижении необходи.мой длины обработки, которая устанавливается кулачками 43, коицевой выключатель 44 дает команду на реверсирование двигателя 8. Шпиндель 1 вращается в противоположном направлении, .метчик 2 вывинчивается из обрабатываемой детали 45. После вывинчивания шпиндель 1 быстро отводят в исходное положеиие: электродвигатель 16 вращается в противоположном направлении, нолзущка 23 перемещается, освобождая пружину 13.
Если процесс резьбонарезания происходит нормально, без заклинивания инструмента, то фотодиод 40 дает комаиду в цепь счетчика импульсов, а из последнего - в сравнивающее устройство.
Если же при нарезании резьбы крутящий момент резания превысит заданную величину, шпиндель 1 останавливается, а во фрикционной паре шпиндель 1 - нр жцна 13 происходит проскальзываиие. Одновре.менно с этим останавливается диск 39, а зубчатое колесо 35 продолжает вращаться с той же скоростью. На фотодиод 40 сигиал ие поступает, сравнивающее устройство дает команду на реверсирование двигателя 8. Шнииде ш 1 реверсируется в исходное ноложение и цикл резьбонарезания повторяется.
Переналадка на другой шаг резьбы производится перемещением регулируемого упора 26 относительно лимба 31 носредством BpaHieium валика 28, иа конце которого выполнен квадрат.
Формула изобретения
Резьбонарезная головка, содержащая щниндель с приводом вращения и осевого перемеИ1ения, отличающаяся тем, что, с целью новышения качества нарезаемой резьбы, привод врац 1ения и осевого пере.мещения снабжен эксцентрично расположенной относительно шпинделя и установленной с возможностью вращения втулкой и винтовой пружиной, размещенной между пшинделем и втулкой.
Источники информации, принятые во ISHHмание при экспертизе:
