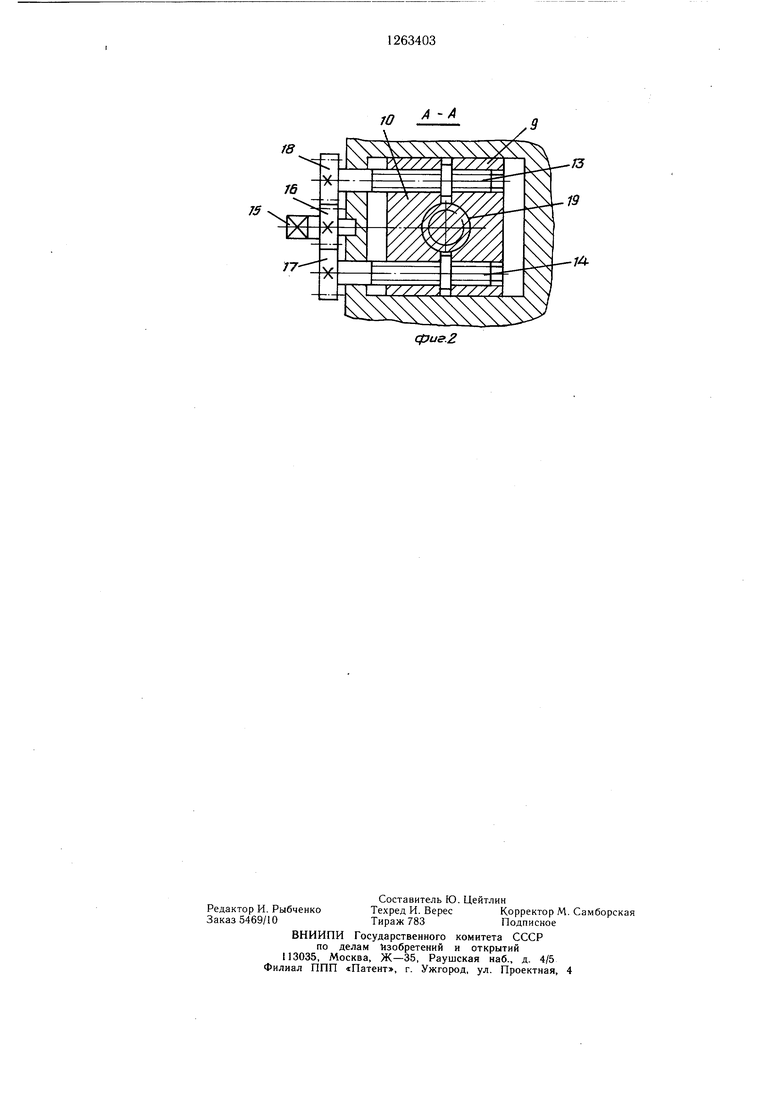
Изобретение относится к технологической оснастке для обработки металлов давлением, в частности к штампам последовательного действия для получения из полосового материала деталей с резьбовыми отверстиями, и является усовершенствованием штампа по авт. св. № 927378. Цель изобретения - расширение технологических возможностей путем обеспечения нарезания резьб с различными шагами. На фиг. 1 изображен предлагаемый штамп, разрез; на фиг. 2 - сечение А-А на фиг. 1. Штамп содержит подвижную верхнюю плиту 1, на которой установлены пробивной пуансон 2 и отрезной нож 3. В неподвижной нижней плите 4 установлен шпиндель 5 с метчиком 6. Шпиндель имеет несколько резьбовых участков 7 и 8 с различными шагами. В гнездах плиты 4 попарно установлены гайки, одна из которых состоит из частей 9 и 10, а другая - из частей И и 12. Части 9 и Ю и части 11 и 12 связаны винтами 13 и 14. Винты враш,аются ручкой 15 через систему шестерен 16 и 17 и 18. Каждая часть гаек имеет резьбовые отверстия 19, выполненные с шагом, равным шагу резьбы на участке шпинделя, с которым взаимодействуют эти гайки. В средней части шпинделя 5 закреплено червячное колесо 20, входяш,ее в зацепление с червяком 21, соединенным с электродвигателем 22. Для пробивки отверстий разного диаметра в полосовых заготовках в нижней плите 4 установлена сменная матрица 23. Штамп работает следующим образом. Для пробивки отверстий необходимого диаметра и нарезания резьбы с требуемым шагом в этих отверстиях производят установку соответствующего пуансона 2 в верхнюю плиту 1, сменной матрицы 23 в нижнюю плиту 4, а в шпиндель станка устанавливают метчик 6 с шагом резьбы отверстия. Части 9 и 10 гайки, шаг резьбы которых равен шагу резьбы метчика, ручкой 15 вводятся во взаимодействие с резьбовым участком 7 шпинделя 5. После пробивки отверстия в заготовке пуансоном 2 заготовку вручную подают на шаг и останавливают в таком положении, чтобы отверстие совпало с осью метчика 6. При этом верхняя плита 1 штампа опускается, пробивая следующее отверстие, отрезая готовую деталь и прижимая заготовку к нижней плите 4. Затем при помощи сиетемы управления, связывающей привод пресса (не показан) с электродвигателем 22, включают последний. Посредством червячной пары 20 и 21 щпиндель 5 приводится во вращение. Так как резьбовый участок 7 шпин: деля 5 находится в зацеплении с резьбовыми частями 9 и 10 гайки, то шпиндель 5, вращаясь, совершает поступательное движение. При этом величина поступательного движения шпинделя 5 за один оборот равна шагу резьбы, нарезаемой метчиком 6 в заготовке. После нарезки резьбы в отверстии заготовки электродвигатель 22 реверсируется, метчик 6 со шпинделем 5 опускаются и занимают прежнее место. Затем цикл повторяется. Для обработки заготовок с другим диаметром отверстия и другим шагом резьбы производят смену пробивного пуансона 2, матрицы 23 и метчика 6. Части 9 и 10 гайки разводятся ручкой 15, и вводится во взаимодействие со шпинделем другая пара ползунов, щаг резьбы которых совпадает с шагом резьбы нового метчика и нового резьбового участка шпинделя. Благодаря такому выполнению штампа расширяются его технологические возможности, так как обеспечивается возможность пробивки отверстий в заготовках разного диаметра и нарезки резьбы с различными шагами в одном штампе. Это позволяет снизить затраты на технологическую подготовку производства, что приводит к снижению себестоимости изготавливаемых деталей. Формула изобретения 1.Штамп последовательного действия для получения деталей с резьбовыми отверстиями по авт.св. № 927378, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения нарезания резьб с различными шагами, он снабжен комплектом копирных гаек с различными шагами резьбы, выполненных составными из двух частей, на каждой из которых расположена часть резьбового отверстия, соединяющего гайку со шпинделем, и которые связаны передачей с возможностью относительного перемещения в плоскости, перпендикулярной оси шпинделя, и расположены в неподвижной части штампа. 2.Штамп по п. 1, отличающийся тем, что передача, связывающая части гайки, выполнена в виде винтов, каждый из которых выполнен с правой и левой резьбой, и резьбовых отверстий в частях гайки, имеющих резьбу, соответствующую взаимосвязанному с ней концу винта.
А -/4
сриг.г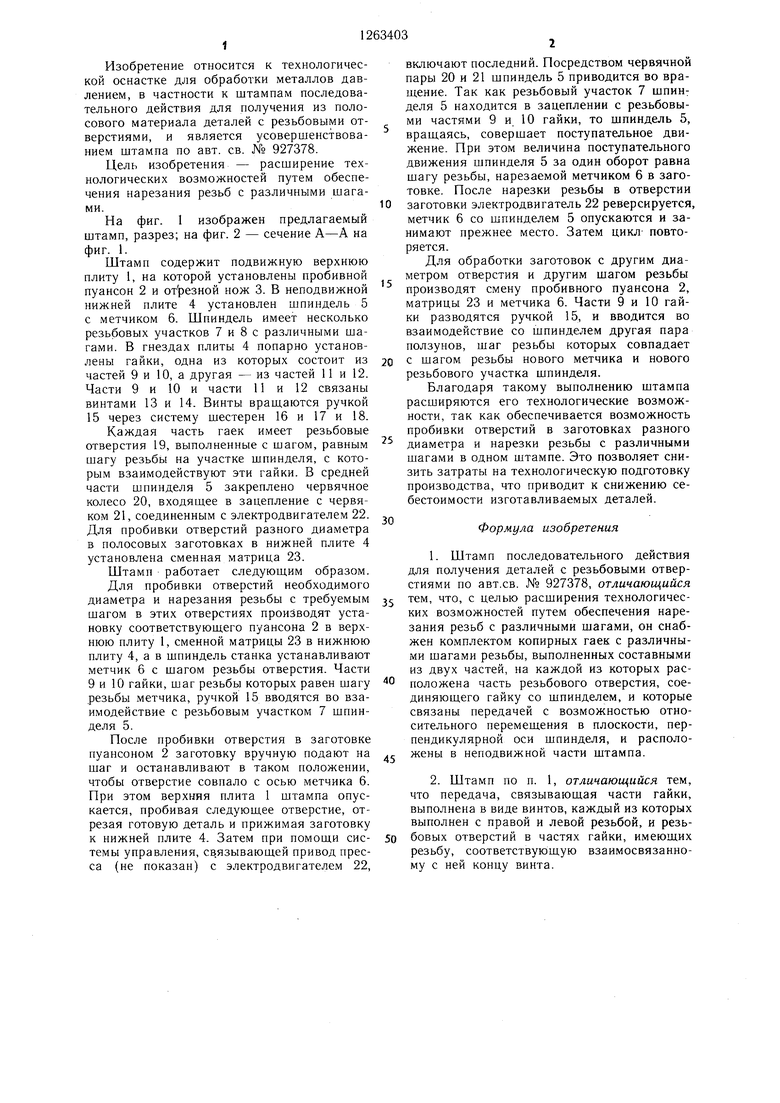
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1987 |
|
SU1473879A1 |
| Штамп последовательного действия | 1988 |
|
SU1588466A2 |
| Штамп последовательного действия для получения деталей с резьбовыми отверстиями | 1980 |
|
SU927378A1 |
| Рабочий орган металлообрабатывающего станка с программным управлением | 1985 |
|
SU1326369A1 |
| Автомат для изготовления гаек | 1957 |
|
SU111340A1 |
| Способ получения отбортованных отверстий в листовом материале и комбинированный пуансон для его осуществления | 1991 |
|
SU1803233A1 |
| Универсальный штамп для пробивки отверстий | 1990 |
|
SU1795922A3 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
Изобретение позволяет путем последовательной штамповки получать изделия с резьбовыми отверстиями, имеющими различные шаги резьбы, без смены шпинделя (Ш), несущего метчик. Штамп содержит пуансон 2 и матрицу 23 для пробивки отверстий и метчик 6, устанавливаемый в Ш 5. Ш 5 имеет несколько резьбовых участков с различными шагами резьбы. В неподвижной плите 4 штампа установлены копирные гайки, число которых равно числу резьбовых участков Ш. Каждая копирная гайка состоит из двух частей, связанных между собой передачей, которая обеспечивает их относительное перемеш,ение в плоскости, перпендикулярной оси Ш 5. Передача выполнена в виде винтовых пар с разным направлением резьбы. 1 з.п. ф-лы, 2 ил. « (Л to а 00 о со Го
| Штамп последовательного действия для получения деталей с резьбовыми отверстиями | 1980 |
|
SU927378A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
